通用砂孔检查标准
- 格式:doc
- 大小:432.50 KB
- 文档页数:2

砂的检测标准及方法一、概述砂是建筑、道路、桥梁等基础设施建设中的重要材料之一,其质量直接影响到工程的安全性和耐久性。
因此,对砂进行检测是确保工程质量的关键环节。
本文将详细介绍砂的检测标准及方法。
二、检测项目及标准1. 颗粒级配:砂的颗粒级配是指砂粒大小的分布情况,是衡量砂质量的重要指标。
建筑砂一般采用级配良好的中砂,其颗粒级配应符合《建筑用砂》(GB/T 14684-2011)中的规定。
2. 含泥量:砂中的含泥量是指砂中粒径小于0.08mm的泥质颗粒的含量,对砂的强度、抗冻性、收缩等均有影响。
建筑用砂的含泥量应不大于3%。
3. 泥块含量:泥块是指粒径大于0.25mm、含泥量大于3%的泥质颗粒,建筑用砂的泥块含量应不大于1%。
4. 云母含量:云母是一种具有高韧性的矿物,砂中云母含量的增加会使砂的强度降低。
建筑用砂的云母含量应不大于1%。
5. 轻物质含量:轻物质是指比重大于1g/cm³、小于2g/cm³的物质,主要包括有机物、炭质页岩等。
建筑用砂的轻物质含量应不大于0.5%。
6. 硫化物及硫酸盐含量:硫化物和硫酸盐对砂的质量有很大影响,会使砂的强度降低,因此应严格控制其含量。
建筑用砂的硫化物和硫酸盐含量均应不大于0.5%。
7. 坚固性:坚固性是指砂在自然环境和物理化学作用下抵抗破坏的能力。
建筑用砂的坚固性应符合《建筑用砂》(GB/T 14684-2011)中的规定。
8. 压碎指标:压碎指标是衡量砂在承受压力作用下的破裂程度,是反映砂的硬度和强度的指标。
建筑用砂的压碎指标应符合《建筑用砂》(GB/T 14684-2011)中的规定。
9. 碱集料反应:碱集料反应是指混凝土中的碱性物质与集料中的活性成分发生化学反应,导致混凝土膨胀、开裂破坏的现象。
因此,应检测砂中是否含有活性成分,以避免碱集料反应的发生。
三、检测方法1. 颗粒级配:采用筛分法进行检测,将砂按粒径分成若干级别,分别称重,计算各级砂的重量占比。


标准砂核查依据砂是建筑和工程中常用的建筑材料之一,用于混凝土、砂浆等的制备。
为了确保砂的质量符合标准和工程要求,进行砂的核查是至关重要的。
以下是一般砂核查的依据,主要基于相关的国家或地区的建筑标准,主要基于一些国际通用的建筑标准,例如 ASTM(美国材料和试验协会)和 BS(英国标准):1.颗粒分析:根据标准,进行砂的颗粒分析,确定其粒径分布。
通常,砂的颗粒分布应该符合一定的标准,确保混凝土或砂浆的性能和强度。
ASTM C136或BS EN 933-1等标准规定了进行砂的颗粒分析的方法。
这包括通过筛分和沉降分析来确定砂的粒径分布。
颗粒分布的合理性对于混凝土和砂浆的工程性能至关重要。
2.含泥量和粉尘量:确定砂中的含泥量和粉尘量。
过多的泥和粉尘可能会影响砂的黏结性和工程材料的性能,因此需要符合标准规定的限制。
3.含水率:测定砂的含水率。
含水率对于混凝土和砂浆的性能有影响,需要控制在合适的范围内。
4.骨料含量:对于混凝土用砂,需要确认其中是否有不应出现的骨料或其他杂质。
5.矿物成分:分析砂的矿物成分,确保其符合工程要求。
不同的工程可能对砂的矿物成分有不同的要求,例如,对于一些特殊的混凝土,可能需要特定种类的砂。
6.强度:进行砂的压缩强度测试,以确保其强度符合工程需要。
强度的测试可以通过不同的实验方法进行,取决于具体的标准和要求。
7.可塑性指标:对于砂浆用砂,可能需要测试其可塑性指标,以确保其适用于砂浆的制备。
8.有机杂质含量:检查砂中的有机杂质含量,确保其不超过标准规定的限制。
有机杂质可能对混凝土的强度和耐久性产生负面影响。
这些依据通常是基于国家或地区建筑标准的要求,因此在进行砂的核查时,应当参考相应的建筑规范和标准,确保砂的质量满足工程的要求。

普通混凝土用砂检验实施细则编号:QJC-1-11 共 2 页第 1 页1、依据标准检测标准JGJ52—2006《普通混凝土用砂质量及检验方法》评定标准JGJ52—2006《普通混凝土用砂质量及检验方法》2.试验项目和质量要求2.1试验项目:有筛分析;表观密度和堆积密度;含水率;含泥量;泥块含量。
2.2质量要求2.2.1筛分析用于测砂的细度模数和颗粒级配。
细度模数μ表示砂的粗细程度,分为粗、中、细三级,其范围应符合以下规定:粗砂:μ=3.7~3.1中砂:μ=3.0~2.3细砂:μ=2.2~1.6颗粒级配按0.60mm筛孔的累计筛余量(以重量百分率计)分成三个级配区,砂的颗粒级配应处于3.2.1中任何一个区以内。
2.2.2砂中含泥量应符合表3.2.2的规定。
对有抗冻、抗渗或其他特殊要求的混凝土用砂,含泥量应不大于3.0%。
对于C10和C10以下的混凝土用砂,应根据水泥程度,其含泥量可予以放宽。
砂颗粒级配区表2.2.10.15 100~90 100~90 100~90砂中含泥量的限值表2.2.2混凝土强度等级大于或等于C30 小于C30含泥量(按重量讲%)≤3.0≤5.02.2.3砂中的泥块含量应符中表3.2.3的规定。
砂中的泥块含量表2.2.3混凝土强度等级大于或等于C30 小于C30含泥量(按重量讲%)≤1.0≤2.0对于有抗冻、抗渗或其他特殊要求的混凝土用砂,其泥块含量应不大于1.0%。
对C10和C10以下的混凝土用砂、就根据水泥强度等级,其泥块含量可予以放宽。
2.2.4表观密度、紧密密度和堆积密度、含水率、按国家行业标准JGJ52-2006规定的检验方法,以两次试验结果的算术平均值作为测定值。
3.取样与缩分3.1应按同产地同规格分批验收。
用大型工具(如大车、货船、汽车)运输的,以400m3或600t为一验收比。
用小型工具(如马车等)运输的,以200m3或300t为一验收批。
不足上述数量者以一批论。

JGJ52-2006 普通混凝土用砂、石质量及检验方法标准主编单位:中国建筑科学研究院批准部门:中华人民共和国建设部施行日期:2007 年6月l日1 总则1.0.1为在普通混凝土中合理使用天然砂,人工砂和碎石、卵石,保证普通混凝土用砂、石的质量,制定本标准。
1.0.2本标准适用于一般工业与民用建筑和构筑物中普通混凝土用砂的质量要求和检验。
1.0.3对于长期处于潮湿环境的重要混凝土结构所用的砂、石,应进行碱活性检验。
1.0.3 砂和石的质量要求和检验,除应符合本标准外,尚应符合国家现行有关标准的规定。
2 术语、符号2.1 术语2.1.1天然砂 natural sand由自然条件作用而形成的,公称粒径小于 5mm的岩石颗粒。
按其产源不同,可分为河砂、海砂和山砂。
2.1.2 人工砂 artificial sand岩石经除土开采、机械破碎、筛分而成的,公称粒径小于5mm的岩石颗粒。
2.1.3 混合砂 mixed sand由天然砂与人工砂按一定比例组合而成的砂。
2.1.4 碎石 crushed stone由天然岩石或卵石经破碎、筛分而得的,公称粒径大于5mm的岩石颗粒。
2.1.5 卵石 gravel由自然条件作用而形成的,公称粒径大于 5.00mm 的岩石颗粒。
2.1.6 含泥量 dust content砂、石中公称粒径小于80μm颗粒的含量。
2.1.7 砂的泥块含量 clay lump content in sands砂中公称粒径大于1.25mm,经水洗、手捏后变成小于630μm 的颗粒的含量。
2.1.8 石的泥块含量 clay lump content in stones石中公称粒径大于5.mm,经水洗、手捏后变成小于2.50mm 的颗粒的含量。
2.1.9 石粉含量 crusher dust content人工砂中公称粒径小于80μm,且其矿物组成和成分与被加工母岩石相同的颗粒含量。
2.1.10 表观密度 apparent density骨料颗粒单位体积(包括内封闭孔隙)的质量。
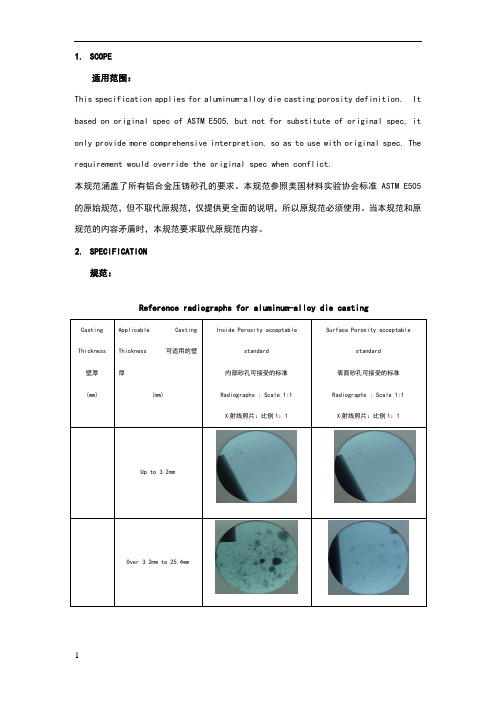
1.SCOPE适用范围:This specification applies for aluminum-alloy die casting porosity definition. It based on original spec of ASTM E505, but not for substitute of original spec, it only provide more comprehensive interpretion, so as to use with original spec. The requirement would override the original spec when conflict.本规范涵盖了所有铝合金压铸砂孔的要求。
本规范参照美国材料实验协会标准ASTM E505的原始规范,但不取代原规范,仅提供更全面的说明,所以原规范必须使用。
当本规范和原规范的内容矛盾时,本规范要求取代原规范内容。
2.SPECIFICATION规范:Reference radiographs for aluminum-alloy die castingCasting Thickness壁厚(mm)Applicable CastingThickness 可适用的壁厚(mm)Inside Porosity acceptablestandard内部砂孔可接受的标准Radiographs : Scale 1:1X射线照片:比例1:1Surface Porosity acceptablestandard表面砂孔可接受的标准Radiographs : Scale 1:1X射线照片:比例1:1 Up to 3.2mmOver 3.2mm to 25.4mm3.POROSITY LEVELLevel 11级Radiographs : Scale 1:1 X射线照片:比例1:1Level 22级Radiographs : Scale 1:1X射线照片:比例1:1Level 33级Radiographs : Scale 1:1X射线照片:比例1:1Level 44级Radiographs : Scale 1:1X射线照片:比例1:1~0.70mm 3个/10cm2 ~1. 0mm 1个/10cm2~1.0mm 5个/10cm2~1.5mm 1个/10cm2~1.5mm 10个/10cm2~4.0mm 1个/10cm2~4.0mm 15个/10cm2~10mm 1个/10cm24.REMARK备注:Unless special explanation, void with size of ≦0.5mm will not be considered as porosity, and this apply to inside and on the surface porosity of aluminum-alloy die casting!如果没有特别说明,0.50mm及以下的气孔不作为砂孔的评估控制范围内,此要求适用于铝合金压铸件的内部和加工表面!5.REFERENCE参考文献:ASTM E505 Reference radiographs for Inspection of Aluminum and MagnesiumDie Castings铝合金及镁合金压铸件X射线检查规范ASTM B85 Standard Specification for aluminum-alloy die castings压铸铝合金的标准规范GB/T 13822-92 Test specimens for non ferrous die casting alloys压铸有色合金的检测试样。
NO 制改日117.03.11承认保管部署品质部制定日期2017/3/11REV.NO 0发行编号
WDTEC-QC-17003X-Ray 检查基准
决裁作成检讨铸造砂孔测量参照图砂孔分布 管理基准样品厚度(mm)内部砂孔可接受标准(X射线照片 比例1:1)加工表面砂孔可接受标准
(X射线照片 比例1:1)区分level 1
1 级level 2
2 级level 3
3 级level 4
4 级
3.2mm
(<=3.2)图示
15.9mm
(3.2~25.4)管理基准
成像图片
识别方法0.5-0.7mm 3个/10cm 20.7-1.0mm 1个/10cm 20.5-1.0mm 5个/10cm 21.0-1.5mm 1个/10cm 20.5-1.5mm 10个/10cm 21.5-4.0mm 1个/10cm 20.5-4.0mm 15个/10cm 24.0-10mm 1个/10cm 2内部标准
沃尔德适用沃尔德适用沃尔德适用修正内容
实施日期版本番号确认特
记
事
项新规制定2017.03.110李亚茹
3.测量判定结果记录在<条件记录表>中图片命名格式产品名/产品CODE+测量日期+序号命名示例BN61-13596A 170311 01(13596A 17年03月11日 01次测定)
1.本基准参照 ASTM E505(铝合金及镁合金压铸件X射线检查规范) 制定
2.测量后的结果图片 保存在:我的电脑\本地磁盘(F:)\探伤照片\A班(B班)4.测量发生异常时,尽快通报关联工程管理进行改善.天津沃尔德泰克机电有限公司294mm*210mm。
POROSITY SPECIFICATION FOR ALUMINUM-ALLOY DIE CASTING铝合金压铸件气孔检验标准1. SCOPE(范围):This specification covers aluminum-alloy die casting porosity application. This specification based on original spec of ASTM E505, but not to replace original spec, only to provide more comprehensive interpretion, so has to be used with original spec. The requirement would override the original spec when conflict. 本规范涵盖了所有铝合金压铸气孔的要求。
本规范参照美国材料实验协会标准ASTM E505的原始规范,但不取代原规范,仅提供更全面的说明,所以原规范必须使用。
当本规范和原规范的内容矛盾时,本规范要求取代原规范内容。
2. SPECIFICATION(说明):Reference radiographs for aluminum-alloy die casting3. POROSITY LEVEL(气孔等级):Radiographs : Scale 1:1 射线照片:比例1:1Level 33级Radiographs : Scale 1:1X射线照片:比例Level 44级Radiographs : Scale 1:1X射线照片:比例1:0.25~0.40mm 5个/10cm20.25~0.40mm 7个/10cm20.40~0.70mm 3个/10cm20.7~1. 0mm 1个/10cm21.0以上0个/10cm20.25~0.40mm 10个/10cm20.40~0.70mm 5个/10cm20.7~1. 0mm 5个/10cm21.0~4.0mm 1个/10cm20.25~0.40mm 20个/10cm20.40~0.70mm 10个/10cm20.7~1. 0mm 10个/10cm21.0~4.0mm 3个/10cm24.0~10mm 1个/10cm2Unless special elucidation, 0.25mm and below porosity does not be controlled, and this request covers inside porosity and surface porosity of aluminum-alloy die casting!如果没有特别说明,0.25mm及以下的气孔不作为气孔的评估控制范围内,此要求适用于铝合金压铸件的内部和加工表面。
普通混凝土用砂质量标准及检验方法
一、引言。
混凝土是建筑工程中常用的材料,而砂是混凝土中不可或缺的原材料之一。
砂的质量直接影响着混凝土的性能和品质,因此对于普通混凝土用砂的质量标准及检验方法,需要进行详细的规定和说明。
二、砂的质量标准。
1. 粒径分布,普通混凝土用砂的粒径应符合国家相关标准,一般要求砂的细度模数在
2.3-
3.1之间,同时要求砂的粒径分布均匀,不得出现过多的细颗粒或粗颗粒。
2. 含泥量,砂中的泥土含量直接影响着混凝土的强度和耐久性,因此含泥量也是砂的重要质量指标。
通常要求砂中的泥土含量不得超过3%。
3. 含水率,砂的含水率应符合国家标准,一般要求砂的含水率不得超过5%,过高的含水率会影响混凝土的工作性能和强度。
三、砂的检验方法。
1. 粒径分布检验,可以采用筛分法对砂的粒径分布进行检验,通过在一组标准筛上进行筛分,然后利用筛上和筛下的重量比计算出砂的细度模数。
2. 含泥量检验,可以采用洗砂法进行含泥量的检验,将一定量的砂样放入洗砂器中,经过洗涤后,通过比较洗涤前后砂的质量变化来计算出含泥量。
3. 含水率检验,可以采用干燥法进行含水率的检验,将一定量的砂样放入干燥器中,经过一定时间的干燥后,通过比较干燥前后砂的质量变化来计算出含水率。
四、结论。
普通混凝土用砂的质量标准及检验方法对于保证混凝土的品质和性能具有重要意义。
只有严格按照相关标准进行砂的质量检验和控制,才能保证混凝土的品质和工程的安全。
因此,在工程实践中,需要严格遵守相关标准,加强对砂质量的监控和管理,确保混凝土工程的质量和安全。
各型铸件铸穴检验规范修订: 2011.9.30 一、目的制定各型铸件加工后,表面铸穴容许标准二、适用范围SR 及 BSR 之机壳、轴承座、马达壳、滑块、排气端盖SA 及 BSA 之机壳、轴承座、齿轮箱、排气端盖、前盖各型转子三、铸穴的定义铸穴:铸件加工后,表面之针孔、缩孔、铸砂、熔渣、残料及异物四、铸穴的等级注:铸穴深度需于上述等级直径 1/2内,深度超出该等级直径时需降一级五、等级标准判定一.标准判定:砂孔:(1 、位于机体内部与压缩之气、流体有接触之砂孔,一律判定不合格(2 、未与机体内部与压缩之气、流体有接触之砂孔, 且砂孔等级为3级以下者允用残料 :(1 、位于俩料件组合面,但不接触到螺牙孔且并不是连接机体内外部之残料者允用气(针孔:(1 、位于兩料件组合面,但不接触到螺牙孔且不是连接机体内外部之气(针孔者允用(2 、位于非运转接触面时,且气(针孔等级为3级以下者允用缩孔:(1 、位于内部为非加工面之缩孔,且缩孔等级为4级以下者允用二. 铸件各部等级标准参考第六项之“铸件各部铸穴判定标准”三. 允收品于制造编号旁,以钢印打上 [G],表示已判定允用六、铸件各部铸穴判定标准零件别发生部位判定区域判定基准批注压缩室接合面接合面 1.螺孔周围 3mm 不得有铸穴2.不可有泄漏疑虑之缺陷马达孔接合面接合面 1.螺孔周围 3mm 不得有铸穴2.不可有泄漏疑虑之缺陷公母轴承孔内圈轴承接合面1.φ5mm以下2.不可有泄漏疑虑之缺陷公母轴承孔底部底部1.φ5mm以下且深 5mm 以内2.不可有泄漏疑虑之缺陷公母压缩室之底部底部1.φ5mm以下且深 5mm 以内2.不可有泄漏疑虑之缺陷公母压缩室内圈压缩面 1.3级*2孔2.不可有泄漏疑虑之缺陷电磁阀接合面接合面 1.固定螺孔范围内不可有任何缺陷容调孔内圈作动面 1.不可有泄漏疑虑之缺陷2.φ5mm以下且深 5mm 以内容调孔底部底部全面 1.不可有泄漏疑虑之缺陷2.φ5mm以下且深 5mm 以内机壳清洁孔盖及油过滤器接合面接合面 1.螺孔周围 3mm 不得有铸穴2.其它部位 3级*2孔1.作动面不可修补2.铸砂需完全清除3.毛边需完全清除压缩室接合面接合面 1.不可有泄漏疑虑之缺陷2.φ5mm以下且深 5mm 以内3.螺孔周围 3mm 不得有铸穴轴承座排气端盖接合面接合面 1.不可有泄漏疑虑之缺陷2.φ5mm以下且深 5mm 以内3.螺孔周围 3mm 不得有铸穴1.作动面不可修补2.铸砂需完全清除3.毛边需完全清除公母轴承孔内圈轴承接合面1.φ5mm以下2.不可有泄漏疑虑之缺陷公母轴承孔底部底部1.φ5mm以下且深 5mm 以内2.不可有泄漏疑虑之缺陷液压缸内圈及底部内圈 1.不可有泄漏疑虑之缺陷2.φ3mm以下且深 3mm 以内液压缸底部底部 1.不可有泄漏疑虑之缺陷滑块作动底部底部 1.不可有泄漏疑虑之缺陷轴颈内圈 1.不可有泄漏疑虑之缺陷 1.作动面不可修补 2.铸砂需完全清除3.毛边需完全清除机壳马达孔之接合面外圈及接合面1.螺孔周围 3mm 不得有铸穴2.其它部位 3级*2孔马达定部接合面接合面 1. 不可有泄漏疑虑之缺陷马达壳吸气端接合面接合面 1.螺孔周围 3mm 不得有铸穴2.4级*3孔1.作动面不可修补2.铸砂需完全清除3.毛边需完全清除两端面端面 1.不可有泄漏疑虑之缺陷2.4级*4孔两圆弧表面 1.不可有泄漏疑虑之缺陷2.4级*2孔滑块外径接合面1.φ5mm以下且深 5mm 以内2.不可有泄漏疑虑之缺陷1.作动面不可修补2.铸砂需完全清除3.毛边需完全清除轴承座接合面液压缸接合面不可有缺陷 *不可修补轴承座接合面除液压缸接合面1.螺孔周围 3mm 不得有铸穴2.φ5mm以下且深 5mm 以内3.不可有泄漏疑虑之缺陷排气端盖非接合面非接合面 1.不可有泄漏疑虑之缺陷 1.作动面不可修补 2.铸砂需完全清除 3.毛边需完全清除齿轮箱轴承孔内圈与轴承接合面φ5mm以下轴承座轴承孔底部底部 1.3级*2孔2.不可破圆齿轮箱与轴承座接合面接合面 1.螺孔周围 3mm 不得有铸穴2.其它部位 3级*2孔1.作动面不可修补2.铸砂需完全清除3.毛边需完全清除前盖与轴承座接合面接合面 1.螺孔周围 3mm 不得有铸穴2.其它部位 3级*2孔1.作动面不可修补2.铸砂需完全清除3.毛边需完全清除七、转子各部铸穴判定标准部位判定单位判定基准批注螺旋面之接触带及轴承面每齿及轴承外圈不可有缺陷 *不可修补螺旋顶圆含螺旋面非接触带每齿 3级*2孔螺旋端面端面全体 3级*2孔轴颈轴外圈 2级*4孔*铸砂需完全清除传动轴轴外圈3级*2孔(SR 不可有缺陷(SA键槽沟全体3级*2孔(SR 不可有缺陷(SA两端面端面全面3级*2孔(SR不可有缺陷(SA*SA不可修补 *SR铸砂需完全清除判定说明: 2级 × 4孔↓ ↓等级缺陷个数注:未列入之铸穴现象发生时,由品保人员检验判定。
Document Title:
GENERALLY POROSITY SPECIFICATION FOR ALUMINUM-ALLOY DIE CASTING
文件名称:
铝合金压铸件砂孔通用规范
1. SCOPE
适用范围:
This specification applies for aluminum-alloy die casting porosity definition. It based on original spec of ASTM E505, but not for substitute of original spec, it only provides more comprehensive interpretation, so as to use with original spec. The requirement would override the original spec when conflict.
本规范涵盖了所有铝合金压铸砂孔的要求。
本规范参照美国材料实验协会标准ASTM E505的原始规范,但不取代原规范,仅提供更全面的说明,所以原规范必须使用。
当本规范和原规范的内容矛盾时,本规范要求取代原规范内容。
2. SPECIFICATION
规范:
Reference radiographs for aluminum-alloy die casting
1).POROSITY LEVEL (砂孔等级)
Level 1
1级Radiographs : Scale 1:1 X射线照片:比例1:1
Level 2
2级
Radiographs : Scale 1:1
X射线照片:比例1:1
Level 3
3级
Radiographs : Scale 1:1
X射线照片:比例1:1
Level 4
4级
Radiographs : Scale 1:1
X射线照片:比例1:1
0.50~0.70mm 3个/10cm2
0.7~1. 0mm 3个/10cm2
0.50~1.0mm 5个/10cm2
1.0~1.5mm 1个/10cm20.50~1.5mm 10个/10cm2
1.5~4.0mm 1/10cm2
0.50~4.0mm 15个/10cm2
4.0~10mm 1个/10cm2
2).Cold Fill standard for casting wall thickness between (less than 3.2mm) 欠铸要求
Level 1 Level 2 Level 3 Level 4 3.Shrinkage standard (casting wall thickness:3.2~25.4mm) 收缩要求
Level 1 Level 2 Level 3 Level 4
3. REMARK
备注:
Unless special explanation, void with size of ≦0.5mm will not be considered as porosity, and this apply to inside and on the surface
porosity of aluminum-alloy die casting
如果没有特别说明,0.50mm及以下的气孔不作为砂孔的评估控制范围内,此要求适用于铝合金压铸件的内部和加工表面。