中厚板轧制规程设计方法39页PPT
- 格式:ppt
- 大小:3.68 MB
- 文档页数:39
前言板钢轧制制度的确定要求充分发挥设备潜力、提高产量、保证制度,并且操作方便、设备安全。
合理的轧制规程设计必须满足下列原则和要求:在设备允许的条件下尽量提高产量,充分发挥设备潜力提高产量的途径不外是提高压下量、减少轧制道次、确定合理速度规程、缩短轧制周期、提高作业率、合理选择原料增加坯重等。
在保证操作稳定的条件下提高质量,为保证钢板操作的稳定,要求工作辊缝成凸型,而且凸型值愈大操作愈稳定。
压下规程是钢板轧制制度中最基本的核心内容,它直接关系着轧机的产量和产品的质量。
轧制制度中得其他内容如温度制度、速度制度都是以压下制度为核心展开的。
反过来,温度制度、速度制度也影响到压下速度。
目录1·制定生产工艺和工艺制度…………………………………………………………1·1制定生产工艺流程……………………………………………………………1·2制定生产工艺制度……………………………………………………………2·压下规程制定……………………………………………………………………2·1坯料的选择………………………………………………………………………2·2确定轧制方法……………………………………………………………………2·3轧制道次的确定,分配各道次压下量…………………………………………2·4咬入能力的校核…………………………………………………………………3·速度制度确定…………………………………………………………………………4·温度制度确定…………………………………………………………………………5·压下规程表的制定……………………………………………………………………6·各道次变形程度和变形速率的制定…………………………………………………6.1 变形程度的确定…………………………………………………………………6.2 变形速率的确定…………………………………………………………………7·轧制压力的制定…………………………………………………………………………7.1 变形抗力的确定…………………………………………………………………7.2 平面变形抗力的确定……………………………………………………………7.3 计算平均压力p…………………………………………………………………7.4 轧制压力的确定…………………………………………………………………8·电机输出力矩的制定…………………………………………………………8.1 传动力矩的计算………………………………………………………8.2 附加摩擦力矩的确定…………………………………………………8.3 空转力矩的计算………………………………………………………8.4 动力矩的计算…………………………………………………………8.5 电机输出力矩的计算…………………………………………………8.6 电机额定力矩的计算…………………………………………………9·电机的校核…………………………………………………………………9.1 主电机能力的限制…………………………………………………9.2 各机架电机输出力矩等效力矩的计算……………………………9.3 校核各机架的电机输出力矩………………………………………9.4 校核各机架的电机输出力矩………………………………………10·电机输出负荷图……………………………………………………………10.1 速度制度图………………………………………………………10.2 电机负荷图………………………………………………………参考文献…………………………………………………………………………………1·制定生产工艺和工艺制度1·1制定生产工艺选择坯料→原料清理→加热→除磷→纵轧到底→矫直→冷却→表面检查→切边→定尺→表面尺寸形状检查→力学性能检测→标记→入库→发货。
《塑性成型工艺(轧制)》中厚板轧制设计说明书课题名称12×1800×10000mm轧制规程设计指导教师. 专业小组.2015年06月18日目录第一章制定生产工艺及工艺制度 ........................................................... - 3 -一、制定生产工艺及工艺制度 ............................................................................... - 3 -二、坯料选择 ........................................................................................................... - 3 -三、中厚板压下量 ................................................................................................... - 3 -第二章设计变形工具................................................................................ - 5 -一、设计二辊 ........................................................................................................... - 5 -二、设计四辊 ........................................................................................................... - 5 -第三章计算力能参数................................................................................ - 7 -一、选择速度图 ....................................................................................................... - 7 -二、设计轧制速度(n1、n2、n3、a、b)....................................................... - 7 -三、速度图 ............................................................................................................... - 7 -四、计算各道次时间 ............................................................................................... - 7 -五、计算各道次轧制温度 ....................................................................................... - 8 -六、计算各道次变形抗力 ....................................................................................... - 9 -七、选用Sims公式计算各道次轧制力 ................................................................. - 9 -第四章轧辊强度校核............................................................................... - 11 -一、二辊轧机强度校核 ......................................................................................... - 11 -二、四辊轧机强度校核 ......................................................................................... - 12 -第五章主电机容量校核.......................................................................... - 14 -一、绘制力矩图 ..................................................................................................... - 14 -二、计算各机架电机最大输出力矩及等效力矩 ................................................. - 15 -三、校核各机架主电机容量 ................................................................................. - 16 -参考文献.................................................................................................... - 23 -第一章制定生产工艺及工艺制度一、制定生产工艺及工艺制度1.制定生产工艺选择坯料→原料清理→加热→除鳞→纵轧一道(使长度接近成品宽度)→转90°横轧到底→矫直→冷却→表面检查→切边→定尺→表面尺寸形状检查→力学性能试验→标记→入库。
第一章选择坯料1.1制定生产工艺产品牌号:45钢产品规格:l⨯=10⨯1900⨯10000mmbh⨯本次所设计的产品为中厚板,连铸坯节能,组织和性能好,成材率高,主要用于生产厚度小于80mm中厚板,所以坯料选用连铸坯。
根据车间设备条件及原料和成品的尺寸,确定生产工艺过程如下:原料的加热→除鳞→轧制(粗轧、精轧)→矫直→冷却→划线→剪切→检查→清理→打印→包装。
板坯加热时宜采用步进式连续加热炉,加热温度应控制在1200℃左右,以保证开轧温度达到1150℃的要求。
另外,为了消除氧化铁皮和麻点以提高加热质量,可采用“快速、高温、小风量、小炉压”的加热方法。
该法除能减少氧化铁皮的生成外,还提高了氧化铁皮的易除性。
板坯的轧制有粗轧和精轧之分,对双机架轧机通常将第一架称为粗轧机,第二架称为精轧机。
粗轧阶段主要是控制宽度和延伸轧件。
精轧阶段主要使轧件继续延伸同时进行板形、厚度、性能、表面质量等控制。
精轧时温度低、轧制压力大,因此压下量不宜过大。
1.2 确定坯料尺寸所设计的产品的尺寸为l⨯=10⨯1900⨯10000mm,加上切边余量,将宽度设计为bh⨯1950mm,长度暂时不定,设计坯料的尺寸。
产品的厚度h为10mm,首先选取压缩比,压缩比由经验值选取,选取的最低标准为6-8,因此压缩比选取9,则坯料厚度H为90mm,由b=1950mm,坯料L=b-600, 取坯料长度L=1350mm,由于体积不变,坯料在轧制过程中会产生废料,选择烧损为98%,切损设计为98%,所以成材率K=99%×98%=97%,则h⨯⨯=KblH⨯⨯⨯HB计算得到B=1610mm,最终确定坯料尺寸为:L⨯=90⨯1610⨯1350mm 。
H⨯B第二章变形量分配2.1 确定轧制方法先经过二辊轧机纵轧一道,在不考虑切边的情况下,使板坯长度等于成品宽度,然后转90°横轧到所需规格。
2.2 确定道次压下量坯料尺寸:LBH⨯⨯ =90⨯1680⨯1350mm,则总的压下量为90-10=80mm。
中厚板压下规程设计需要考虑以下几个方面:
1.设备允许的条件下尽量提高产量。
在设备允许的条件下尽量提
高产量,主要是压下量的分配。
2.咬入条件的限制。
平辊轧制时最大压下cosαmax。
3.轧辊强度条件的限制。
由于强度限制,在操作轧机时每道最大
压下量(或允许轧制力)不能超过轧机的承受能力,否则将会产生断辊或更严重的事故。
4.主电机能力的限制。
一般通过设定的道次压下量来计算出轧制
力和力矩,然后再来校核电机的温升条件和过载能力。
5.钢板板形的限制。
为获得良好的板形和尺寸精度,一般要求精
轧阶段的最终几道给以小压下量,但必须大于临界变形量,以防止晶粒粗化,使钢板性能下降。
《塑性成型工艺(轧制)》课程设计说明书课题名称15×2100×9000mm轧制规程设计指导教师专业小组小组成员2013年06月15日《塑性成型工艺(轧制)》课程设计任务书10级材料成型与控制工程专业设计小组:第12小组成员:设计课题:中厚板轧制规程设计指导教师:张金标二、设计条件机组:双机架串列式可逆机组(二辊可逆轧机粗轧,四辊可逆轧机精轧)。
主电机:二辊轧机主电机型号ZD250/120,额定功率2500⨯2kw,转速0~40~80rpm,过载系数2.25,最大允许传递扭矩1.2⨯2MN.m;四辊轧机主电机型号ZD250/83,额定功率2050⨯2kw,转速0~60~120rpm,过载系数2.5,最大允许传递扭矩0.83⨯2MN.m。
三、设计内容制定生产工艺及工艺制度;确定轧制方法;确定轧制道次,分配道次压下量;设计变形工具;计算力能参数;校核轧辊强度及主电机负荷;绘制轧辊零件图、轧制表。
四、设计时间设计时间从2013年06月03日至2013年06月14日,为期两周。
五、设计要求每个设计小组提供6个以上设计方案,1成员完成1个设计方案的全部设计工作;组内分析、评价各个方案的设计结果,以最佳方案作为本组设计方案;小组提交最佳方案的设计说明书1份,组员提交个人的设计小结(简述方案、设计思路、计算过程和结果评价)。
材料成型教研室2013.05.30目录第一章制定生产工艺及工艺制度 ............................................................... - 4 -1.2坯料选择 ................................................................................................................. - 4 -第二章设计变形工具.................................................................................... - 6 -2.1二辊轧机尺寸设计 ................................................................................................. - 6 -2.2设计四辊 ................................................................................................................. - 7 -2.2.1.5辊颈与辊身的过度圆角r2=0.1D2=120mm....................................... - 7 -2.3校核咬入能力 ......................................................................................................... - 8 -第一章计算力能参数.................................................................................... - 8 -3.1选择速度图 ............................................................................................................. - 8 -3.2设计轧制速度(n1、 n2、n3、a 、b) ............................................................. - 8 -3.5计算各道次轧制温度 ........................................................................................... - 10 -3.6计算各道次变形抗力 ........................................................................................... - 10 -3.7选用Sims公式计算各道次轧制力 ..................................................................... - 11 -4.1二辊轧机强度校核 ............................................................................................... - 12 -4.2四辊轧机强度校核选工作辊材质为铸铁;支撑辊材料选合金锻钢;由上面计算知四辊轧机最大轧制力P max=5.43MN................................................... - 13 -所以M Z1=2×0.5×88.4×2.13=0.19MN•m ..................................................................... - 14 -其他各道次计算值见表 .............................................................................................. - 14 -4.4 附加摩擦力矩确定 ............................................................................................ - 14 -其他各道次计算值见表 .............................................................................................. - 15 -其他各道次计算值见表 .............................................................................................. - 15 -其他各道次计算值见表 .............................................................................................. - 15 -4.6 空转力矩的确定 ................................................................................................... - 15 -4.7 动力矩的计算 ........................................................................................................ - 15 -其他各道次计算值见表 .............................................................................................. - 16 -其他各道次计算值见表 .............................................................................................. - 16 -其他各道次计算值见表 .............................................................................................. - 16 -其他各道次计算值见表 .............................................................................................. - 16 -4.9力矩图表 ................................................................................................................ - 16 -4.轧辊力矩图 ............................................................................................................... - 16 -设计心得体会................................................................................................ - 19 -附表一中厚板压下规程轧制表.................................................................. - 20 -附图一轧制力矩图...................................................................................... - 21 -....... - 21 -轧制力矩图.................................................................................................... - 21 -参考文献........................................................................................................ - 22 -第一章制定生产工艺及工艺制度1.1 制定生产工艺及工艺制度1.1.1制定生产工艺:选择坯料→原料清理→加热→除鳞→纵轧二道(使宽度接近成品宽度)→转90°横轧到底→矫直→冷却→表面检查→切边→定尺→表面尺寸形状检查→力学性能试验→标记→入库→发货。
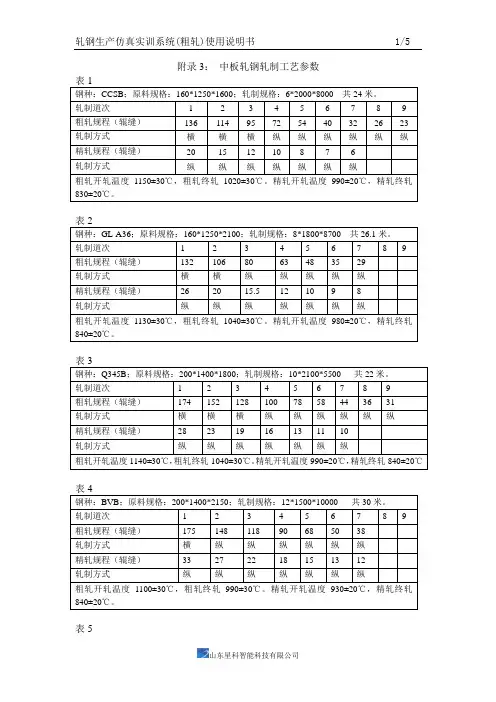
附录3:中板轧钢轧制工艺参数
表5
注意:(1)钢坯的降温和钢坯的表面积有关,轧薄规格降温要比轧厚规格的降温快,注意把握轧制节奏。
(2)粗轧转钢控制宽度的道次辊缝(也就是最后一道横轧道次辊缝)需要严格按照规程中规定辊缝值进行摆辊缝,否则会出现宽度超差,判为废品。
具体计算说明
(1)如果轧废,总分为系统检查分值;
(2)正钢坯常钢坯没有轧废,总分= 系统检查的分值+轧制时间得分+成本得分+粗轧规程选择得分+
粗轧异常工况正确处置得分+粗轧操作流程得分;
(3)需要跳过轧制钢坯,正确跳过,总分= 系统检查的分值+轧制时间得分+成本得分++粗轧规程选择得分+
粗轧异常工况正确处置得分+粗轧操作流程得分,这里轧制时间得分和成本得分都为单独项的满分。