中厚板轧制规程2
- 格式:ppt
- 大小:1.72 MB
- 文档页数:3
中厚板生产工艺流程
《中厚板生产工艺流程》
中厚板是一种常用的金属板材,用途广泛,主要用于制造船舶、桥梁、建筑等领域。
其生产工艺流程包括以下几个步骤:
一、原料准备:中厚板的主要原料是钢材,通常采用熔炼法生产。
通过将铁矿石和其他金属材料放入高温熔炉中进行融化,然后经过一系列的处理和纯化,得到合适的合金成分。
二、连铸:经过原料准备后,将熔化的金属倾入连铸机中,经过冷却和凝固,得到一根长条形的坯料。
三、粗轧:将连铸得到的坯料送入轧机进行粗轧,将其变成厚度合适的压坯,同时也给予了初始的宽度和长度。
四、精轧:经过粗轧后的厚板送入精轧机进行加工,精轧机以较高速度将厚板进行加工,使其变得更加平整和光滑。
五、热处理:将加工后的中厚板送入热处理炉中进行热处理,以提高材料的力学性能。
六、切割和定尺:经过热处理后的中厚板送入切割机中进行切割,根据需要制定合适的尺寸要求,将中厚板切割成符合要求的尺寸。
七、表面处理:经过切割后的中厚板进行表面处理,包括清洁、
除锈、喷漆等步骤,以确保产品表面光滑且具有防腐蚀性能。
以上便是中厚板的生产工艺流程,经过以上步骤的加工,中厚板最终成品可以用于制造各种工程结构件,为各行业提供了强大的支撑。
大学课程设计说明书设计题目:16Mng中厚板轧制规程的编制学院:专业班级:学生姓名:指导教师:成绩:2014 年月日1.前言.......................................................................................... 错误!未定义书签。
1.1中厚板产品品种 (3)1.2中厚板用途 (4)1.3 16Mng的特性及用途 (4)2.中厚板生产工艺流程简介 (5)2.1中厚板生产工艺 (5)2.2原料的加热 (6)2.3 除鳞 (6)2.4粗轧 (7)2.5精轧 (7)2.6精整与热处理 (7)3.压下规程设计 (7)3.1选择坯料 (8)3.2坯料尺寸的确定 (9)3.3确定轧制方法 (9)3.4确定轧制道次、压下量及压下率 (10)3.4.1校核咬入能力 (10)3.4.2压下量的分配和压下率 (10)3.5速度制度 (11)3.6温度制度 (13)3.7轧制力计算 (14)3.7.1平均单位压力 (14)3.7.2总轧制力的计算 (15)3.8计算传动力矩 (16)3.8.1轧制力矩的计算 (16)3.8.2附加摩擦力矩的计算 (17)3.8.3 空转力矩的计算 (17)3.8.4动力矩的计算 (18)4.辊型设计计算 (18)4.1辊凸度计算 (19)4.2轧辊的弹性弯曲变形 (19)4.3轧辊的磨损 (21)4.4辊型设计 (21)5 设备校核 (22)5.1 咬入条件的校核 (22)5.2 轧辊强度校核 (23)5.2.1工作辊强度校核 (24)5.2.2 支承辊强度校核 (25)5.2.3 工作辊与支承辊间的接触应力 (27)5.3主电机过载和过热校核 (28)5.3.1 轧机主电机过载校核 (28)5.3.2轧机主电机的发热校核 (29)6.结束语 (30)参考文献 (30)1.前言中厚板带材是机械制造﹑桥梁建设造船和石油化工的容器及管道制造等重要的原材料。
热轧中厚板生产的工艺流程Production Process Flow for Hot-Rolled Medium and Heavy PlatesThe production of hot-rolled medium and heavy plates involves a meticulous process flow that ensures the desired quality and specifications are met. Here's an overview of the process:Raw Material Preparation: The raw material, typically steel billets or blooms, is prepared by heating them to a high temperature to make them suitable for rolling.Rolling: The heated material is then passed through a series of rolling mills, where it is gradually compressed and shaped into the desired thickness and width.Controlling Temperature and Quality: Throughout the rolling process, the temperature of the material is carefully controlled to ensure optimal metallurgical properties. Quality checks are also performed to ensure consistency.Cooling and Annealing: After rolling, the plates are cooled gradually to prevent warping or distortion. Annealing may also be performed to relieve internal stresses and improve mechanical properties.Cutting and Edging: The cooled plates are then cut to the required length and edged to remove any imperfections.Inspection and Quality Assurance: Each plate is inspected for defects, dimensions, and surface quality. Strict quality control measures are implemented to ensure only the best quality plates are produced.Packing and Shipping: Finally, the inspected plates are packed for shipment, ensuring safe transportation to the end users.This process flow ensures that hot-rolled medium and heavy plates meet the highest standards of quality and reliability.热轧中厚板生产的工艺流程热轧中厚板的生产涉及一个精心设计的工艺流程,以确保达到所需的质量和规格。
热轧中厚板工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!热轧中厚板工艺流程是钢铁生产过程中的重要环节,其质量直接影响着最终产品的性能和品质。
轧制安全操作规程一、前言随着轧钢技术的发展,轧机的使用越来越广泛,为了保障轧机操作人员的人身安全和设备的正常运行,制定轧制安全操作规程是非常必要的。
本规程旨在指导轧机操作人员按照规定的操作程序进行轧制作业,保证操作的安全性和有效性。
二、轧机操作前的准备工作1. 检查轧机及相关设备的工作状态,如有异常现象应及时报修。
2. 检查轧机工作区域的安全环境,要保持地面整洁无障碍物,并设置相应的安全警示标志。
3. 确认轧机操作人员已经接受必要的培训和掌握相关知识,持证上岗。
三、轧机操作规程1. 开机前准备a. 确保所有的防护设备完好,并处于正常工作状态。
b. 对轧机进行预热,预热时间根据轧制材料的类型和厚度来确定。
c. 检查辊缝调整是否正确,确保辊缝调整器处于零位状态。
2. 开机启动a. 确认周围无人,按下开机按钮,轧机启动。
b. 现场监控操作人员需要通过监控系统来及时发现轧机的异常情况。
3. 塞料操作a. 操作人员应严格按照塞料操作程序进行操作,避免将手指或其他物体伸入轧机辊缝内。
b. 打开压料器并逐渐将材料送入辊缝,注意保持均匀的压力,避免堆料导致异常情况。
c. 定期检查辊缝是否堵塞,如有堵塞应及时清理。
4. 运行过程中的注意事项a. 操作人员要随时监控轧机的工作情况,特别是轧辊的温度和辊缝的调整情况。
b. 如有异常声响或振动感应,应立即停机检查,并排除故障,确保设备安全运行。
c. 定期给轧辊进行润滑保养,确保辊缝工作的正常状态。
5. 关机操作a. 停机前应将轧机运行速度调到最低档。
b. 关闭压料器和辊缝调整器,并关闭电源。
c. 检查轧机及周边设备是否处于安全状态,清理工作区域,恢复现场环境。
四、事故应急处理1. 如发生轧机故障或异常情况,应立即停机,并按照应急预案进行处理。
2. 在事故处理过程中要保持冷静,及时通知相关人员,并采取适当的应急措施。
3. 紧急情况下,必要时可通过急停按钮进行紧急停机。
五、轧机操作人员的职责和义务1. 遵守轧机操作规程,严格按照操作程序进行操作。
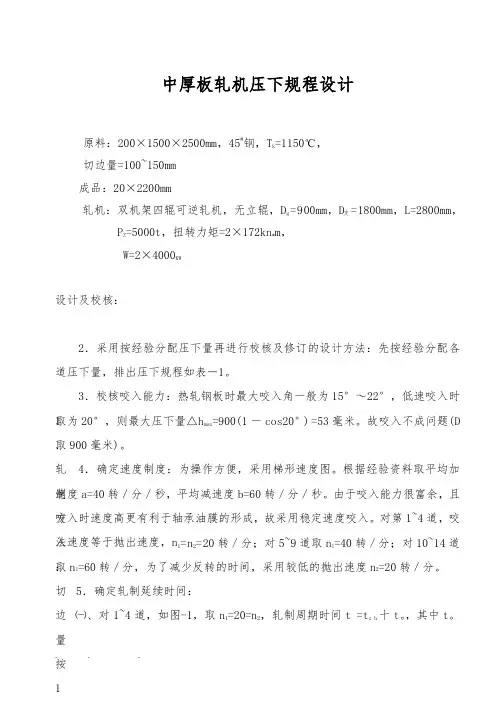
中厚板轧机压下规程设计原料:200×1500×2500mm ,45#钢,T k =1150℃, 切边量=100~150mm 成品:20×2200mm轧机:双机架四辊可逆轧机,无立辊,D g =900mm ,D 支=1800mm ,L=2800mm ,P Z =5000t ,扭转力矩=2×172kn *m , W=2×4000KW设计及校核:1.轧制方法:切边量2.采用按经验分配压下量再进行校核及修订的设计方法:先按经验分配各道压下量,排出压下规程如表-1。
3.校核咬入能力:热轧钢板时最大咬入角一般为15°~22°,低速咬入时取为20°,则最大压下量△h max =900(1一cos20°) =53毫米。
故咬入不成问题(D 取900毫米)。
4.确定速度制度:为操作方便,采用梯形速度图。
根据经验资料取平均加速度a=40转/分/秒,平均减速度b=60转/分/秒。
由于咬入能力很富余,且咬入时速度高更有利于轴承油膜的形成,故采用稳定速度咬入。
对第1~4道,咬入速度等于抛出速度,n 1=n 2=20转/分;对5~9道取n 1=40转/分;对10~14道取n 1=60转/分,为了减少反转的时间,采用较低的抛出速度n 2=20转/分。
5.确定轧制延续时间:㈠、对1~4道,如图-1,取n 1=20=n 2,轧制周期时间t =t z h 十t 。
,其中t 。
为间隙时间,t zh 为纯轧时间,v 为t zh 时间的轧制速度,l +为在t zh 时间轧过的轧件长度,l 为该道轧后轧件长度,则:l BHL h =v = 160D n π米/秒t zh =图 1对第1道 v = 160D n π米/秒 = 3.149002060⨯⨯=0.942米/秒t zh =166795942+=1.87秒 计算各道次v 、t zh 列入表-1。
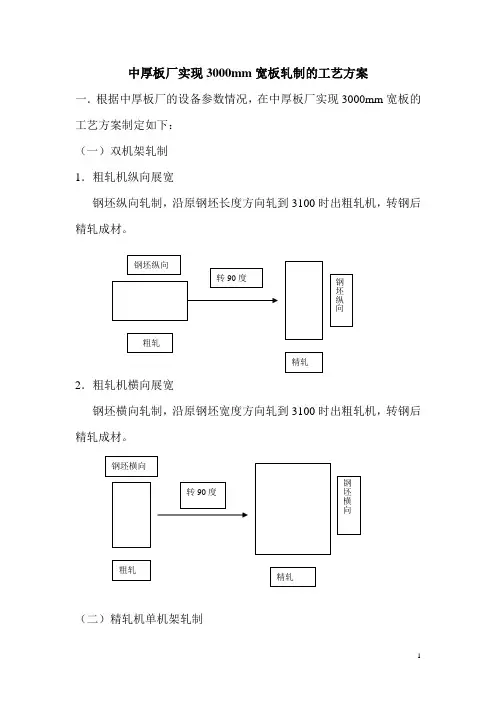
中厚板厂实现3000mm 宽板轧制的工艺方案一.根据中厚板厂的设备参数情况,在中厚板厂实现3000mm 宽板的工艺方案制定如下:(一)双机架轧制1.粗轧机纵向展宽钢坯纵向轧制,沿原钢坯长度方向轧到3100时出粗轧机,转钢后精轧成材。
2.粗轧机横向展宽钢坯横向轧制,沿原钢坯宽度方向轧到3100时出粗轧机,转钢后精轧成材。
(二)精轧机单机架轧制以原钢坯的宽度方向或者长度方向作为钢板的宽度,轧制方式同前两种,在精轧机上实现纵横或横纵轧制。
二.实现以上方案轧制的说明1.(一)中方案轧制是为了充分利用粗轧机的能力,使粗轧机不空闲,但是粗轧机尽管工作辊长度3200mm,轧制通过3000mm的宽板(加上切边余量100,钢板毛长3100mm)没有多大问题,但是由于粗轧机支撑辊长度只有2950mm,在钢板超过这一宽度时将迫使支撑辊两端与工作辊接触处产生啮咬而造成轧辊的永久性损坏,(一)中的方案避开了这一弊端,都是利用粗轧机进行展宽,展到3100mm 宽时出粗轧机转钢90度进精轧机轧制成材。
计算粗轧坯对角线长度3.7~4.2m,辊道长度大于钢坯对角线长度,实现辊道转钢困难不大,但是精轧机前旋转辊道长时间没有使用。
(一)中两个方案比较,方案2更适合,主要优点一是由于坯料的宽度尺寸已固定为2100mm,在横向展宽时由于尺寸固定,操作人员心里有数,更加有利于展宽到3100mm的控制,而方案1由于钢坯长度常有变化,不利于操作控制最终钢板毛宽;二是由于要充分发挥粗轧机的能力,方案1横向展宽从2100mm到3100mm,展宽道次大多要多于方案1,因为坯料长度多数大于2100mm。
2.(二)中方案是避开粗轧机的诸多不利因素,利用精轧机的能力纵横轧制成3100mm的钢板。
问题是粗轧机闲置,最佳轧钢负荷和节奏没有配置好,将严重影响生产节奏。
3.实现(一)方案,由于粗轧机轧制道次少,为均衡粗轧机和精轧机的节奏,适合轧制较厚规格的钢板,最好在30mm以上厚度,这样精轧机的轧制道次数相对可以减少,特别是由于钢板宽度的增加使轧制压力增大,在实际操作中单道次压下量会减少,从而增加道次数,轧制较厚的板可以缓解机架节奏失衡的矛盾。
中板轧机工艺流程
中板轧机是生产中厚板材的主要设备,其工艺流程如下:
1. 加工前准备。
检查轧机系组各部件是否齐全并进行日常维护,检查中厚板材的尺寸和品质是否符合生产要求。
2. 板材进轧前准备。
将待轧板材送入轧机前温度均匀调节装置进行预热,将板材温度提升到适当的轧制温度范围内。
3. 板材送入轧机轧制。
利用传送辊将预热好的板材送入轧机两轮轧辊之间进行压轧,压轧过程中辊速、辊间距等参数按预设的工艺参数进行控制。
4. 轧制后薄板抽离。
轧制完成后,薄板会自行从轧机两轮轧辊间抽离出来。
5. 薄板冷却压制。
轧制出来的薄板进入冷却压制系统,利用滚辊组进行冷却压制,使板面的形状保持平整。
6. 成品检测和分析。
采样检测薄板各项技术指标,并与设计指标进行比较,寻找技术难点和不足,为后续改进提供参考。
7. 合格产品出厂发货。
通过检测的合格产品装卸除厂,送往客户或下一道工序进一步加工。
中厚板轧制工艺嘿,朋友!咱今天来聊聊中厚板轧制工艺,这可是个相当有趣又重要的事儿!你知道吗,中厚板就像是建筑的骨骼,支撑着各种大型结构。
那中厚板是怎么被轧制出来的呢?这就好比是一场精心编排的舞蹈,每个步骤都得精准到位。
首先,得准备好原材料,就像大厨做菜前要挑好新鲜的食材一样。
这原材料的质量可直接影响着最终中厚板的品质。
要是原材料不行,那后面再怎么努力也白搭,你说是不是?然后就是加热环节啦,把原材料放进加热炉里,让它们变得热乎乎、红彤彤的。
这加热的温度和时间可得把握好,不然要么没熟透,要么就给烧糊啦,那不就糟糕了?接下来就是轧制的重头戏!就好像是给面团擀皮儿,通过轧机的反复碾压,让板材逐渐达到我们想要的厚度和形状。
这轧机就像是个大力士,不断地施加力量,把板材塑造得服服帖帖。
在轧制过程中,还要时刻关注板材的表面质量,有没有瑕疵啊,有没有裂缝啊。
这就好比我们脸上长了痘痘,得赶紧处理掉,不然多影响美观呀!而且,轧制的速度和力度也得拿捏得恰到好处。
太快了,板材可能受不了;太慢了,效率又太低。
这就跟跑步似的,速度得适中,才能跑得又快又稳。
还有啊,轧制后的冷却也不能马虎。
得让板材慢慢地冷静下来,这样才能保证它的性能稳定。
要是冷却不好,板材可能会变得脾气暴躁,容易出问题哟!最后,经过一系列的检验和处理,合格的中厚板才能出厂,走向它们的工作岗位。
总之,中厚板轧制工艺可不是一件简单的事儿,每个环节都得精心呵护,就像照顾自己的宝贝一样。
只有这样,才能生产出高质量的中厚板,为我们的生活和工业建设添砖加瓦!你说,这工艺是不是很神奇很重要?。
中厚板轧制工艺流程一、引言中厚板是指厚度在6mm以上,小于50mm的钢板。
中厚板广泛应用于建筑、机械制造、船舶制造等领域。
中厚板轧制工艺是将钢坯经过多道轧制工序,逐渐减少厚度,形成中厚板的过程。
本文将详细介绍中厚板轧制工艺流程。
二、原料准备1. 钢坯选择:选择质量好、表面光洁的钢坯作为原材料。
2. 钢坯加热:将钢坯放入加热炉内进行预热处理,使其达到适宜的轧制温度。
三、初轧工序1. 粗轧机组:将预热后的钢坯送入粗轧机组进行初次轧制,将其变形为较宽的带钢。
2. 中间机组:经过粗轧后的带钢被送入中间机组进行第二次轧制,进一步减小其宽度和增加长度。
四、精整工序1. 精整机组:经过前两道轧制后的带钢被送入精整机组进行第三次轧制,使其达到所需的厚度和宽度。
2. 除鳞机组:经过精整后的带钢表面可能会有一些氧化皮或铁锈,需要通过除鳞机组进行清洗处理。
五、结束工序1. 冷却:经过轧制和清洗后的中厚板需要进行冷却处理,使其达到适宜的温度。
2. 切割:将冷却后的中厚板按照客户需求进行切割,形成所需尺寸的中厚板。
3. 包装:将切割好的中厚板进行包装,以便运输和储存。
六、质量控制1. 轧制力控制:在轧制过程中需要控制轧辊之间的力度,以保证产品质量。
2. 厚度控制:通过在线测厚仪实时监测产品厚度,并进行调整以达到所需规格。
3. 表面质量控制:通过视觉检查和在线检测设备对产品表面进行质量检查,确保表面光洁无瑕疵。
七、安全生产1. 设备安全:定期检查设备状态,确保设备正常运转,消除隐患。
2. 作业安全:操作人员必须穿戴符合要求的劳动保护用品,遵守作业规程,保证人身安全。
八、总结中厚板轧制工艺流程是一个复杂的生产过程,需要精细的操作和严格的质量控制。
通过对原料准备、初轧工序、精整工序、结束工序、质量控制和安全生产等方面的介绍,可以更好地了解中厚板轧制工艺流程。
附录3:中板轧钢轧制工艺参数
表5
注意:(1)钢坯的降温和钢坯的表面积有关,轧薄规格降温要比轧厚规格的降温快,注意把握轧制节奏。
(2)粗轧转钢控制宽度的道次辊缝(也就是最后一道横轧道次辊缝)需要严格按照规程中规定辊缝值进行摆辊缝,否则会出现宽度超差,判为废品。
具体计算说明
(1)如果轧废,总分为系统检查分值;
(2)正钢坯常钢坯没有轧废,总分= 系统检查的分值+轧制时间得分+成本得分+粗轧规程选择得分+
粗轧异常工况正确处置得分+粗轧操作流程得分;
(3)需要跳过轧制钢坯,正确跳过,总分= 系统检查的分值+轧制时间得分+成本得分++粗轧规程选择得分+
粗轧异常工况正确处置得分+粗轧操作流程得分,这里轧制时间得分和成本得分都为单独项的满分。
中厚板生产压下规程设计铜陵学院毕业论文(设计)`第一章选择坯料1.1制定生产工艺产品牌号:45钢产品规格:h?b?l=10?1900?10000mm本次所设计的产品为中厚板,连铸坯节能,组织和性能好,成材率高,主要用于生产厚度小于80mm中厚板,所以坯料选用连铸坯。
根据车间设备条件及原料和成品的尺寸,确定生产工艺过程如下:原料的加热→除鳞→轧制(粗轧、精轧)→矫直→冷却→划线→剪切→检查→清理→打印→包装。
板坯加热时宜采用步进式连续加热炉,加热温度应控制在1200℃左右,以保证开轧温度达到1150℃的要求。
另外,为了消除氧化铁皮和麻点以提高加热质量,可采用“快速、高温、小风量、小炉压”的加热方法。
该法除能减少氧化铁皮的生成外,还提高了氧化铁皮的易除性。
板坯的轧制有粗轧和精轧之分,对双机架轧机通常将第一架称为粗轧机,第二架称为精轧机。
粗轧阶段主要是控制宽度和延伸轧件。
精轧阶段主要使轧件继续延伸同时进行板形、厚度、性能、表面质量等控制。
精轧时温度低、轧制压力大,因此压下量不宜过大。
1.2 确定坯料尺寸所设计的产品的尺寸为h?b?l=10?1900?10000mm,加上切边余量,将宽度设计为1950mm,长度暂时不定,设计坯料的尺寸。
产品的厚度h为10mm,首先选取压缩比,压缩比由经验值选取,选取的最低标准为6-8,因此压缩比选取9,则坯料厚度H为90mm,由b=1950mm,坯料L=b-600, 取坯料长度L=1350mm,由于体积不变,坯料在轧制过程中会产生废料,选择烧损为98%,切损设计为98%,所以成材率K=98%×98%=96%,则h?b?l=H?B?H?K计算得到B=1680mm,最终确定坯料尺寸为:H?B?L=90?1680?1350mm 。
- 1 -陈伟:中厚板生产压下规程设计第二章变形量分配2.1 确定轧制方法先经过二辊轧机纵轧一道,在不考虑切边的情况下,使板坯长度等于成品宽度,然后转90°横轧到所需规格。