焊锡上岗培训教材
- 格式:doc
- 大小:183.00 KB
- 文档页数:10

手焊錫知識和技能培訓教材1.目的了解及撐握手焊锡知识和技能,確保產品品質優良。
2. 内容和要求2.1焊锡的定义:把固体焊锡以熔融状态置于要接合的母材金属之间发生合金化學反应,使金属相接合的技术。
2.2焊锡的目的:(1)导电性接续---使二个金属接合,得以导电。
(2)机械性接续---使二个金属接合,得以固定二者的位置。
(3)密闭效果---焊锡之后可防止该部分有水、空气、油等漏出或流入。
(4)其他---使金属表面电镀化,可以防锈。
将漆包线置于熔融焊锡中,除去漆膜以便进行焊锡/电镀。
3.3松香的作用:(1)表面净化作用---普通金属的表面附件有污物、氧化物等,如果不除去则不能进行良好的焊接。
(2)防止再氧化作用---覆盖在焊锡接面和母材表面防止氧化。
(3)减低表面张力作用---溶解的焊锡由于表面张力会成为球状,松香可减小表面张力,使焊锡易于展开,并使母材与焊锡较好地溶合在一起。
2.4焊锡的三要素:(1)洁净---接合金属洁净化。
(2)加热---把接合金属加热升温至焊锡的最适温度。
(3)形成合金层---在接合面上附上焊锡,通过金属扩散作用产生合金层。
隰鸟焊锡三要素是焊锡作业不可缺少的条件,其中任何一条不充分都会导致焊锡不良。
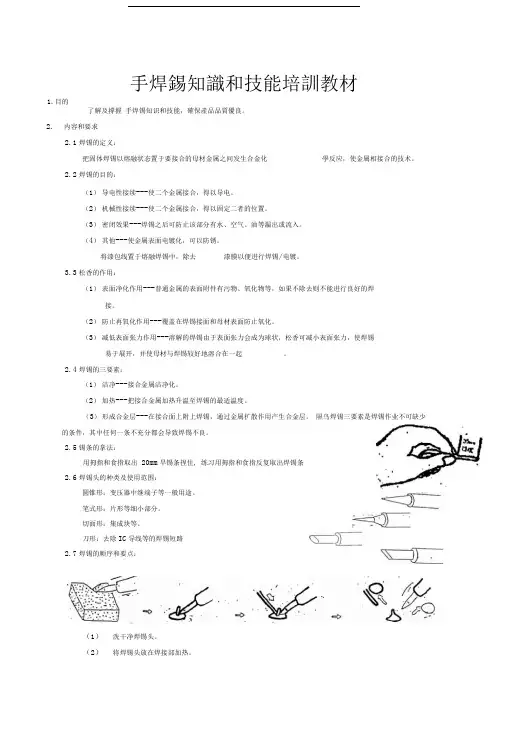
2.5锡条的拿法:用拇指和食指取出20mm旱锡条捏住, 练习用拇指和食指反复取出焊锡条2.6焊锡头的种类及使用范围:圆锥形:变压器中继端子等一般用途。
笔式形:片形等细小部分。
切面形:集成块等。
刀形:去除IC导线等的焊锡短路2.7焊锡的顺序和要点:(1)洗干净焊锡头。
(2)将焊锡头放在焊接部加热。
(3)使用适量的焊锡条。
(4)拿开焊锡条,之后拿开焊锡头。
;;■■注意:焊接顺序是手工焊接工作的基础,如不按焊接顺序2.8 使用海绵的目的:(1)清洁焊锡头:去除焊锡头的松香焊锡。
-J::'-海绵水份的控制:用手撑捏紧只有一、二滴水珠掉下来即为合适。
如清洁用的海绵中含水过多,则不仅不能洗去焊锡头的脏物,而且焊锡温度急剧降低,焊锡时易发生没上锡,假焊现象。
第一节焊接工艺三、焊接工艺1、电烙铁的温度:一般情况下,电烙铁的温度应视不同的锡丝而定,锡丝有无铅和有铅两种。
无铅:①普通元器件:温度在360℃--- 400℃之间;(如电阻、电容、晶体管、可控硅、保险管、三端稳压集成电路等)②带塑胶元件:温度在320℃--- 360℃之间;(如排线、轻触开关、插座、LED、LCD 等)③特殊元器件:温度在400℃--- 440℃之间。
(如插片、变压器、五金件、芯片等)2、有铅:①普通元器件:温度在320℃--- 360℃之间;②带塑胶元件:温度在280℃--- 320℃之间;③特殊元器件:温度在360℃--- 400℃之间。
3、芯片 IC单个引脚的焊接时间应不超过2 秒,其它元件的单脚焊接时间最多不超过5 秒,以免因烙铁温度过高而损坏元器件。
我厂常用的锡丝规格及参数: φ1.0 mm 或φ1.5mm有铅锡丝:助焊剂含量为1.8%,锡(Sn)与铅(Pb)的比例为63:37。
无铅锡丝:助焊剂含量为2.2%,锡(Sn)与铜(Cu)的比例为99.3:0.7。
另外,锡丝又分免清洗与普通两种。
免清洗锡丝与普通锡丝的主要区别表现在其助焊剂含量方面,因为助焊剂的成份将对电路板的电气性能产生一定的破坏作用。
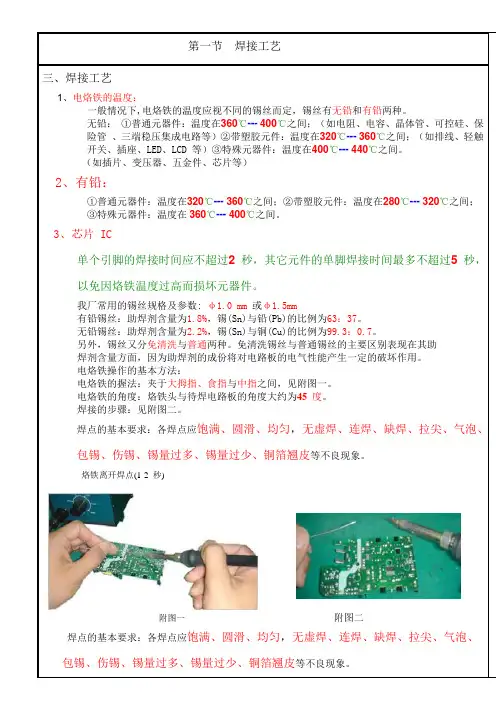
电烙铁操作的基本方法:电烙铁的握法:夹于大拇指、食指与中指之间,见附图一。
电烙铁的角度:烙铁头与待焊电路板的角度大约为45 度。
焊接的步骤:见附图二。
焊点的基本要求:各焊点应饱满、圆滑、均匀,无虚焊、连焊、缺焊、拉尖、气泡、包锡、伤锡、锡量过多、锡量过少、铜箔翘皮等不良现象。
烙铁离开焊点(1-2 秒)附图一附图二焊点的基本要求:各焊点应饱满、圆滑、均匀,无虚焊、连焊、缺焊、拉尖、气泡、第二节焊接工艺。

生产部焊锡、执锡技能培训教材培训目的一、提高在职员工工作责任心及安全文明生产意识二、提高员工的作业技术水平,养成良好的作业习惯及品质观念,提高生产效力降低作业损耗。
适用范围一、适用于生产部门的焊锡、执锡工培训培训内容一、电烙铁电烙铁是电子装置焊接的基本工具,它由烙铁头,烙铁芯(发热体)、外壳、手柄及引线等构成。
常用的有内热式和外热式两种。
两者的区别就在于发热体——用镍铬电阻丝绕制的烙铁芯安装位置。
内热式电烙铁的烙铁芯(陶瓷发热体)安装在烙铁头内,因而热效率高(85%—90%),发热快,体积小,重量轻,对交流电感应屏蔽作用好。
但是,内热式电烙铁发热体的镍铬丝和绝缘瓷管比较细,因而机械强度较外热式差,不耐冲击,在使用时不要随意敲击,铲撬,更不能用钳子夹发热管子,以免发生意外。
外热式的烙铁芯安装位置则包住烙铁芯,所以热效率不高,发热慢。
但规格较多,且价格便宜。
二、锡线焊锡线是焊接时用来填充金属结合处的材料,通常的焊料是焊锡——一种熔点较低的锡、镉等合金,在生产中常采用芯内储存有松香焊剂的低熔点焊锡丝。
由于焊锡中含有铅、镉等人体有害的金属,焊接操作时尽可能不要污染人体及环境。
三、焊剂焊剂又叫焊药、助焊剂,它能清除被焊接金属表面的杂质,防止氧化,增加焊锡的浸润作用。
印刷线路板不采用酸性焊剂,最方便的就是焊料、焊剂合一的松香焊锡上,也可以用松香块助焊。
当然用过锡调好的助焊剂更好,使用时用毛笔蘸取少许涂在焊接面上,此法在SMT维修中常采用。
四、焊锡定义用电烙铁对元器件进行焊接。
五、焊锡方法1.烙铁与PCB成45º。
2.普通元件1—4秒,贴片元件不超过3秒。
3.焊接时先下烙铁后送锡线,焊好后先收锡线后收烙铁。
六、焊锡技巧手工焊接技巧,可归纳为“一刮、二镀、三测、四焊、五查”十字:刮:将焊接物表面清洁处理,刮去氧化层。
镀:对补焊处加锡或对导线、印板有关部位镀锡,如焊反面软线。
测:对所用器件进行外观上有无烫损,变形等损坏。
焊锡上岗培训教材
1.0焊锡的定义
在金属表面依据毛细管现象(注1),使锡附于金属表面从而使金属接合的方法称为焊锡。
注1:毛细管现象:将细小管置于液体中时,管中液面高于外液面的现象。
焊锡时熔化的锡流入欲接合金属间的细缝间的现象。
2.0焊锡的材料
2.1 “锡”
通常我们所说的“锡”是锡、铅依据其不同的比例而组成,通常有很多种。
使用方便,价格便宜的一般是含锡量为50%~60%的“锡”。
A.焊锡的性质与用途
B.“锡”的组成与融点
“锡”使用方便,能加工成适当的形状,其形状大体分类如下:
1)扁平形:也称为锭形,或铁锭形,因此,有投入浸渍用大型焊锡槽中后与小型焊锡
槽中,或使用大烙铁进行焊锡作业的。
2)棒状:在焊锡槽,或大型机器的焊锡作业中使用。
3)三角形:作为电子部件中焊锡作业用而普通使用,一边为约6mm的三角形断面,
长度约为300mm的即是其中一例。
4)线状:作为小型电子部件的焊锡作业用而被广泛使用,线径0.8φ~5φ,其中称为
“加入树脂的锡”,锡丝成份:焊料和助焊剂;一般使用的是该“加入树指的锡”。
2.2 焊锡膏(助焊剂)的3个基本作用:
A、洗净化作用
金属表面一般都覆有一层氧化物等,在这种状态下即使使用焊锡,也无法
使金属接合,焊接膏可使该类附在金属表面的氧化物、氢化物除去。
B、使锡表面张力低下的作用
熔化状焊锡有较大的表面张力,焊锡时要降低该表面张力,使焊锡较好地
附着在金属表面,焊锡膏可降低其表面张力增加其附着性。
注:表面张力:在液体表面起作用,使液体表面缩至最小的力,如水银在
玻璃板上成颗粒状、水滴生成等力。
C、防氧化作用
加热金属表面及熔化状态的焊锡,比在常温状态下更易氧化,焊锡膏能较
快地覆在已清洗净的金属表面,防止氧化。
2.3基本金属
能结合的金属种类很多,其中表面氧化的容易度,氧化物的性质与焊锡的亲和力等均有差异,焊锡的程度也就非常不同。
各类金属的焊锡容易度顺序如下表:
3.0工具
3.1电烙铁
A、种类与形状
主要使用的电烙铁,额定消耗功率有15、25、30、40、60、80、100、150、
200、300W等。
形状可依据使用场所而设法使其有各种形状。
一般的焊印刷线路板使用15~40W,细线的配线中使用30~60W。
B、电烙铁的选定
a、烙铁尖须能快速加热,但须能充分发生热量。
b、热效率须良好。
c、须完全电绝缘。
d、烙铁尖达到额定温度后,温度变化必须小
e、加热部分发生的热量不得影响到把手部分引起作业困难。
f、整体重量较轻,平衡良好。
g、把手部与加热头间以及烙铁尖不得松动。
h、应该较易更换烙铁尖。
3.2烙铁头
A、烙铁头的选定
烙铁头的形状根据焊盘大小和作业性质来选用。
烙铁头的材料有必要依据焊锡的目的及焊锡膏的种类选定。
a、热传导性良好。
b、焊锡附着良好。
c、加工性良好。
d、硬度大。
e、价格合适。
B、烙铁头的材料
a、铜合金烙铁头
作为烙铁用而开发的铜合金,其与铜比较不易因发热而生成氧化物,硬度也较
硬。
但铜合金烙铁头损耗较快。
b、镀铁烙烙铁头
是在铜烙铁头上镀铁,再镀烙,烙铁头前端再镀锡,比铜合金烙铁头损耗少,
且无修理烙铁头的必要(不得修理整形)。
4.0焊接方法
4.1焊接基本条件
为正确进行焊接操作,清洁、加热、焊接(技能)三个要素是最基本,也是最重要的条件。
三要素中只要有一个没有得到充分,准确地执行就会造成焊接不良,或成为将来故障的隐患。
焊锡三要素及其管理项目:
金属表面的清洁
焊接设备的清洁
清洁
4.2电烙铁温度:320+/-20度,单点焊接时间小于3秒钟。
焊锡作业前,必须用电烙铁温度测
试仪校正烙铁温度在标准范围内。
锡焊时为高温,因焊锡流动良好,焊锡膏发挥作用,焊锡与基本金属的结合力强,会取得很好的效果,但反过来,存在因焊锡膏,焊锡氧化等引起的缺点,此时焊锡的烙铁头温度就很重要了。
A 、 电烙铁设定温度的现象与结果
烙铁头的接触方法
焊锡的用量 烙铁头的撤离方法
加热
焊接(技能)
焊接
4.3烙铁的握法
烙铁的握法有握笔式与握手式两种,烙铁的操作依据“细”“大”“加力”等的必要
性而自、由选用方法。
①桌面操作(设备面板配线)②支架配线③桌面操作(设备面板
小配线)④桌面操作(印刷板配线)
1)握笔式(③④)
因是手掌与指尖同时动作来操作,适合于狭窄场所,精细操作另适合于将烙铁尖
立起时使用。
2)握手式(①②)
因只是手掌的操作,故适用于较大的场所,及需用力时。
4.4烙铁的保养
烙铁在在焊锡作业过程中,烙铁长时间不用时,必须在烙铁头上浸上锡然后再放
在支架上,其目的是:防止烙铁头氧化。
5.0安全注意事项
安全是作业场所整理整顿的第一要决,以下事项须特别注意。
1)易燃物不可放于烙铁附近。
2)必须使用烙铁台。
3)不要让助焊剂或焊锡飞溅。
4)对助焊剂的烟雾、溶剂的蒸汽等考虑换气。
5)注意避免烧伤或触电。
6)建议戴上棉或丝质手套。
7)配戴安全眼镜。
8)注意附着在手指或工衣上的铅的污染。
9)作业后必须洗手(防铅中毒)
10)清扫作业场所。
6.0焊锡不良例解
A.焊接不良的例子
7.0检焊知识:
1)检焊时经常见到的缺陷有:短路,空焊,少锡,桥连,虚焊,冷焊,多锡等。
2)烙铁焊接顺序先用烙铁加热再焊接。
3)无铅标示
4) 点的基本要求:有光泽,锡点饱满。
5)洁海绵在清洁烙铁头时,不能水份过大,海绵的含水量以保持湿润,但挤压时不会形成水滴即可。
水量过多时,清洁烙铁头会快速降温,从而使烙铁承受太大的
热冲击,加速烙铁的氧化,减少它的使用寿命。
6)基本的焊锡步骤:
A、将烙铁头接触焊接物件加热;
B、向被焊接元件供锡,使锡附着焊接;
C、锡线离开;
D、烙铁离开;
E、焊锡检查;。