手工焊接工艺培训教程
- 格式:ppt
- 大小:2.04 MB
- 文档页数:50
手工锡焊技术焊接技术是初学者必须掌握的一种基本功。
在电子电工设备的装配、连接、和修理过程中,会经常遇到电路和元器件的焊接。
焊接质量的好坏对整机及电路的性能指标和可靠性都有很大的影响。
如果我们在焊接过程中不按工艺要求,不认真焊接,往往会带来人为故障,甚至损坏器件。
因此作为一个从事电子技术的工作人员,必须掌握焊接技术,练好焊接基本功,这样才能保证焊接质量,提高工作效率。
第一节、焊接工具一、电烙铁电烙铁是最常用的手工焊接工具之一,被广泛用于各种电子产品的生产维修。
1.电烙铁的种类常见的电烙铁有内热式、外热式、恒温式、吸锡式等形式。
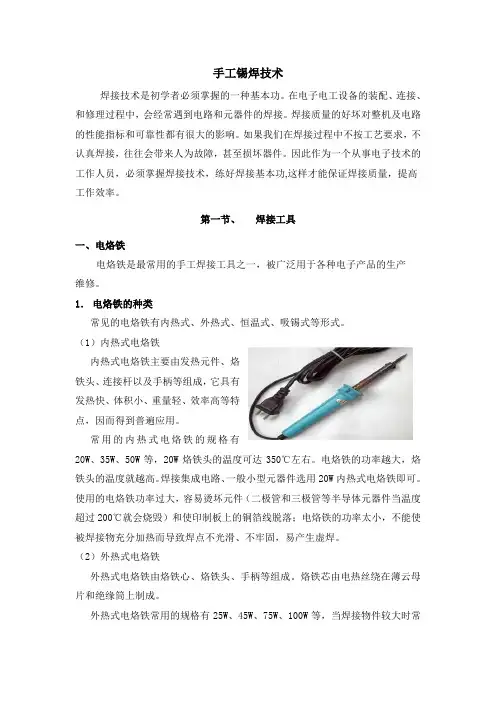
(1)内热式电烙铁内热式电烙铁主要由发热元件、烙铁头、连接杆以及手柄等组成,它具有发热快、体积小、重量轻、效率高等特点,因而得到普遍应用。
常用的内热式电烙铁的规格有20W、35W、50W等,20W烙铁头的温度可达350℃左右。
电烙铁的功率越大,烙铁头的温度就越高。
焊接集成电路、一般小型元器件选用20W内热式电烙铁即可。
使用的电烙铁功率过大,容易烫坏元件(二极管和三极管等半导体元器件当温度超过200℃就会烧毁)和使印制板上的铜箔线脱落;电烙铁的功率太小,不能使被焊接物充分加热而导致焊点不光滑、不牢固,易产生虚焊。
(2)外热式电烙铁外热式电烙铁由烙铁心、烙铁头、手柄等组成。
烙铁芯由电热丝绕在薄云母片和绝缘筒上制成。
外热式电烙铁常用的规格有25W、45W、75W、100W等,当焊接物件较大时常使用外热式电烙铁。
它的烙铁头可以被加工成各种形状以适应不同焊接面的需要。
(3)恒温电烙铁恒温电烙铁是用电烙铁内部的磁控开关来控制烙铁的加热电路,使烙铁头保持恒温。
磁控开关的软磁铁被加热到一定的温度时,便失去磁性,使触点断开,切断电源。
恒温烙铁也有用热敏元件来测温以控制加热电路使烙铁头保持恒温的。
(4)吸锡电烙铁吸锡电烙铁是拆除焊件的专用工具,可将焊接点上的焊锡吸除,使元件的引脚与焊盘分离。
操作时,先将烙铁加热,再将烙铁头放到焊点上,待熔化焊接点上的焊锡后,按动吸锡开关,即可将焊点上的焊锡吸掉,有时这个步骤要进行几次才行。
星原电子有限公司目录1、手工焊接(补焊)工艺指引A、概念B、电烙铁的使用要求C、焊锡丝使用要求D、焊接步骤E、手工焊接(补焊)工艺要求2、电烙铁使用注意事项手工焊接(补焊)工艺指引第一部分:手工焊接(补焊)工艺指引一、概念焊接:用焊锡做媒体,通过加热使两种(或以上)金属接合达到导电目的补焊:对设备自动焊接后的不合格焊点进行修补使其转变为合格焊点二、电烙铁使用要求1、确定烙铁温度●对于贴片元件与细脚元件之焊点,烙铁嘴温度控制在350℃~380℃●对于散热较快的粗脚元件及加锡较多的焊点(如散热片固定脚、单插片、双插片、压缩机继电器脚等),烙铁温度控制在380℃~420℃之间。
2、烙铁头必须在湿润的海绵上擦拭干净,将烙铁嘴上的氧化物或污物去除后方可焊接。
3、休息或暂时不用焊接时需在烙铁嘴上加焊锡保护铬铁嘴。
4、用于擦拭烙铁嘴的海绵应保持湿润,员工操作时应带好静电带。
烙铁要保持良好接地。
5、新烙铁头要先加锡保护后再使用6、工作区域应保持清洁,不能将碎锡敲击于工作台面上7、烙铁拿握姿势,类似握笔写字状。
正确姿势不正确姿势不正确姿势8、烙铁头的选用,只有那些非常密集细小的焊点(如贴片元件密集的线路板)才选用尖嘴烙铁头,我司大部分线路板补焊尤其是粗脚元件补焊(含手工焊贴片IC)应该用扁平嘴烙铁头。
三、锡丝的使用要求2、焊锡丝端头距手拿处2~3英寸,不要短于1英寸。
拿过焊锡丝的手进食前必须要洗手。
3、焊锡丝的选用●贴片元件及细脚元件这类小焊点用Φ1.0以下的焊锡丝●大锡点及加锡多的焊点选用Φ1.2以上的焊锡丝四、焊接步骤擦干净烙铁嘴被焊接处加热加焊锡丝移开焊锡丝移走烙铁1 2 3 45对于一般的线路板补焊,可以简化为三步:把烙铁嘴擦干净(准备焊接)加热焊接处与送锡丝移开锡丝与烙铁五、手工焊接(补焊)工艺要求a)选择合适的烙铁及烙铁嘴,保证烙铁接地良好防止静电击伤(坏)元器件。
b)确认合适的烙铁温度,避免烙铁过热,防止损坏对温度冲击能力弱或较敏感的电子元器件。

焊工培训教学大纲(初级)2、手工电弧焊平焊的基本概念和特点。
3、手工电弧焊平焊的操作步骤和技巧。
4、手工电弧焊平焊的常见问题及解决方法。
5、手工电弧焊平焊的质量要求和检验方法。
四)、手工电弧焊角焊和对接焊教学要求:1、掌握手工电弧焊角焊和对接焊的操作技巧。
2、了解手工电弧焊角焊和对接焊的特点和应用范围。
3、能正确选用手工电弧焊焊条直径和焊接电流。
教学内容1、手工电弧焊角焊和对接焊的基本概念和特点。
2、手工电弧焊角焊和对接焊的操作步骤和技巧。
3、手工电弧焊角焊和对接焊的常见问题及解决方法。
4、手工电弧焊角焊和对接焊的质量要求和检验方法。
五)、焊接材料和焊接缺陷教学要求:1、了解常用焊接材料的种类和性能。
2、掌握焊接缺陷的种类和形成原因。
3、能正确识别和处理焊接缺陷。
教学内容1、焊接材料的种类和性能。
2、焊接缺陷的种类和形成原因。
3、焊接缺陷的识别和处理方法。
4、焊接缺陷的预防措施和质量控制方法。
六)、焊接工艺和焊接质量控制教学要求:1、了解焊接工艺的基本概念和分类。
2、掌握焊接工艺参数的选择和调整方法。
3、能正确识别和处理焊接缺陷。
教学内容1、焊接工艺的基本概念和分类。
2、焊接工艺参数的选择和调整方法。
3、焊接质量控制的方法和要求。
2.1 手工电弧焊焊接电源2.2 常用弧焊设备回路接线方法四、理论环节一)、手工电弧焊平对接焊教学要求:1、能正确选择手工电弧焊焊接工艺参数。
2、掌握手工电弧焊运条方法。
3、能正确分析手工电弧焊常见缺陷产生原因及防止方法。
教学内容:1、手工电弧焊焊接应力及变形。
2、手工电弧焊工艺。
3、手工电弧焊焊接检验。
4、不开坡口焊件平对接焊。
5、手工电弧焊薄板件平对接焊。
二)、手工电弧焊平角焊教学要求:1、掌握手工电弧焊单层焊和多层平角焊工艺参数的选择方法。
2、掌握手工电弧焊运条方法。
教学内容:1、手工电弧焊单层平角焊操作。
2、手工电弧焊多层平角焊操作。
3、手工电弧焊多层多道平角焊操作。
焊接实训教案一、说明1、课程的性质和内容主要内容包括:常用焊接方法、常用金属材料的焊接。
2、课程的任务和要求本课程的任务是使学生掌握中级电焊工应具备的专业理论知识与操作技能、技巧。
通过本课程的学习,应达到如下要求:基本知识要求(1)焊接生产工艺过程、特点和应用;(2)手工电弧焊的设备分类、结构及组成,安全操作方法;(3)焊条的组成、作用、规格及牌号表示方法;(4)手工电弧焊的工艺参数对焊缝质量的影响:(5)常用焊接接头形式、坡口作用种类、不同空间位置的焊接特点;(6)常见焊接缺陷产生原因及防止方法;(7)气焊、气割设备的组成和作用,气焊火焰的种类和应用。
焊丝和焊剂的作用,气割过程的实质,切割条件;基本技能要求(1)了解常用焊接质量的检验方法及适用范围。
(2)掌握低碳钢结构件平焊、基本操作技能。
(3)掌握气割基本操作要领及方法。
二、教学要求、内容及建议教学要求1、掌握焊(割)安全操作规程。
2、掌握焊接接头形式、焊缝符号的标注、焊接工艺参数的选择、电源极性及应用,并理解线能量。
3、掌握焊芯和药皮的类型,药皮的作用和焊条的分类。
4、理解焊接应力与变形产生的原理,掌握预防措施及矫正变形的方法。
5、了解焊接检验的分类及常见的检验方法。
6、掌握低碳钢板件对接焊的基本操作技能。
7、掌握气割设备及工具的使用方法,掌握火焰的点燃、调节、熄灭方法及造成回火的原因。
8、掌握气割安全操作技术9、了解减压器、射吸式焊割炬的结构、型号和工作原理,并能够正确选用割炬和割嘴。
掌握氧乙炔切割基本操作技能。
教学内容课题一、安全教育1、焊接安全的重要性。
2、焊(割)安全操作规程。
3、焊接实训场地的安全要求。
课题二、模拟练习1、焊钳的正确使用。
2、焊接的基本动作、姿势和运条方法。
3、手弧焊操作准备知识。
课题三、平敷焊1、焊接电弧的概念。
2、引弧。
3、焊接接头的形式和焊缝的形式4、平敷焊技能训练。
课题四、平对接焊1、焊接工艺参数。
2、平对接技能训练。
综合维修车间培训教材(一)手工电弧焊操作教程综合维修车间二〇一六年一月手工电弧焊操作流程电弧焊是熔化焊中最基本的焊接方法,它也是在各种焊接方法中应用最普遍的焊接方法,其中最简单最常见的是用手工操作电焊条进行焊接的电弧焊,称为手工电弧焊,简称手弧焊。
手弧焊的设备简单,操作方便灵活,适应性强。
它适用于厚度2mm以上的各种金属材料和各种形状结构的焊接,尤其适于结构形状复杂、焊缝短或弯曲的焊件和各种不同空间位置的焊缝焊接。
手弧焊的主要缺点是焊接质量不够稳定,生产效率较低,对操作者的技术水平要求较高。
手弧焊的焊接过程:首先将电焊机的输出端两极分别与焊件和焊钳连接,如图5-4所示。
再用焊钳夹持电焊条。
焊接时在焊条与焊件之间引出电弧,高温电弧将焊条端头与焊件局部熔化而形成熔池。
然后,熔池迅速冷却、凝固形成焊缝,使分离的两块焊件牢固地连接成一整体。
焊条的药皮熔化后形成熔渣覆盖在熔池上,熔渣冷却后形成渣壳对焊缝起保护作用上。
最后将渣壳清除掉,接头的焊接工作就此完成。
图5-4 手工电弧焊示意图手弧焊设备手弧焊的主要设备是弧焊机,俗称为电焊机或焊机。
电焊机是焊接电弧的电源。
现介绍国内广泛使用的弧焊机,如图5-5所示。
1、BX3—300型交流弧焊机图5-5交流弧焊机2、直流弧焊机直流弧焊机供给焊接用直流电的电源设备,如图5-6所示。
其输出端有固定的正负之分。
由于电流方向不随时间的变化而变化,因此电弧燃烧稳定,运行使用可靠,有利于掌握和提高焊接质量。
使用直流弧焊机时,其输出端有固定的极性,即有确定的正极和负极,因此焊接导线的连接有两种接法,如图5-7所示。
1)正接法焊件接直流弧焊机的正极,电焊条接负极;2)反接法焊件接直流弧焊机的负极,电焊条接正极。
导线的连接方式不同,其焊接的效果会有差别,在生产中可根据焊条的性质或焊件所需热量情况来选用不同的接法。
在使用酸性焊条时:焊接较厚的钢板采用正接法,因局部加热熔化所需的热量比较多,而电弧阳极区的温度高于阴极区的温度,可加快母材的熔化,以增加熔深,保证焊缝根部熔透;焊接较薄的钢板或对铸铁、高碳钢及有色合金等材料的焊接,则采用反接法,因不需要强烈的加热,以防烧穿薄钢板。
⼿⼯焊接⼯艺培训⼿册培训教材⼿⼯焊接⼯艺⽬录(1)焊锡特点焊锡作为⼀种⽤于焊接电路元件的材料,有着相对较低的熔点。
⼤约200摄⽒度它即可熔化。
熔化的焊锡容易打湿构成电极的原材料,⽐如⽤于印刷电路板上的铜。
焊锡,快速流过⾦属之间的空隙,⽐如印刷电路板和元件之间巨⼤的电极差,冷却后就变的相当坚固,将⾦属牢固地连接起来。
⼀种⽤来连接⾦属的合⾦叫做铜锌合⾦。
铜锌合⾦可以分为两类:在450摄⽒度以下熔化的叫软焊锡,在450摄⽒度以上熔化的叫硬焊锡。
通常所⽤的焊锡归为软焊锡。
(2)焊接⽬的焊接必须达到以下⽬标:1)电路连接将两块⾦属焊连起来以便电流可以通过。
2)机械连接将两块⾦属焊连起来以确保其安全稳固。
3)有效密封焊接⼀块⾦属以防⽌⽔、空⽓和油泄露以及防⽌他们渗⼊⾦属内部。
4)防⽌腐蚀焊接覆盖了⾦属表⾯从⽽防⽌他们氧化(或者被侵蚀)。
(1) 锡-铅易熔焊锡焊接中最常⽤的焊锡是由锡或铅构成的,或者由⼆者混合⽽成。
锡-铅焊锡中由63%的锡和37%的铅混合⽽成的被称做锡-铅易熔焊锡有着所有此类焊锡中最底的熔点183摄⽒度。
锡-铅易熔焊锡在相同的温度条件下会在固态和液态状况之间相互转化。
即:所有的固态锡-铅易熔焊锡在被加热到183摄⽒度时均会转变为液态。
相反地,当温度低于183摄⽒度时它⼜会变回固态。
与其他锡-铅焊锡不同,锡-铅易熔焊锡不存在半熔化期,固体和液体的状态是同时存在的。
固态液态加热⾄183摄⽒度易熔焊锡(63%锡,37%铅)固态半熔化状态液态加热⾄183摄⽒度加热⾄220摄⽒度普通焊锡(55%锡,45%铅)铅锡合⾦状态图Liquidus 液相线Liquid 液态Solid 固态Half melted 半熔化Solidus 固相线Eutectic crystal point 易熔结晶点Sn 锡Pb 铅焊接中⽤到了多种类别及形状的焊锡,焊接中所⽤到的具体类别或形状的焊锡取决于实际采⽤的焊接⽅式。
1)焊条和焊线焊锡在熔解后被筑成狭长的形状。