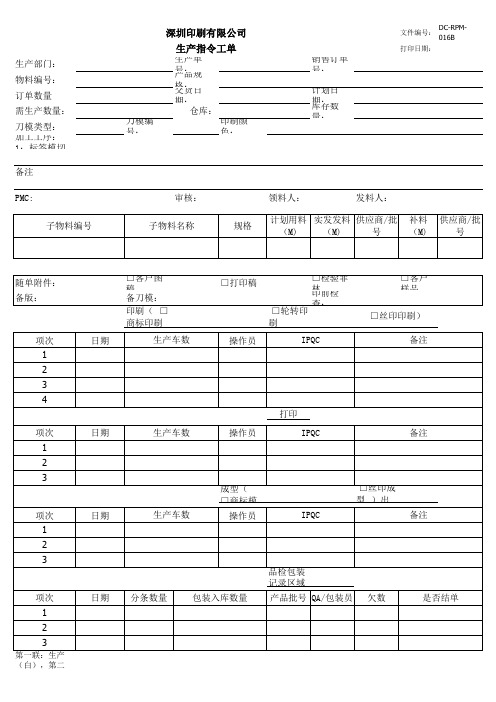
喷油丝印外发生产指令单
- 格式:xls
- 大小:59.50 KB
- 文档页数:2


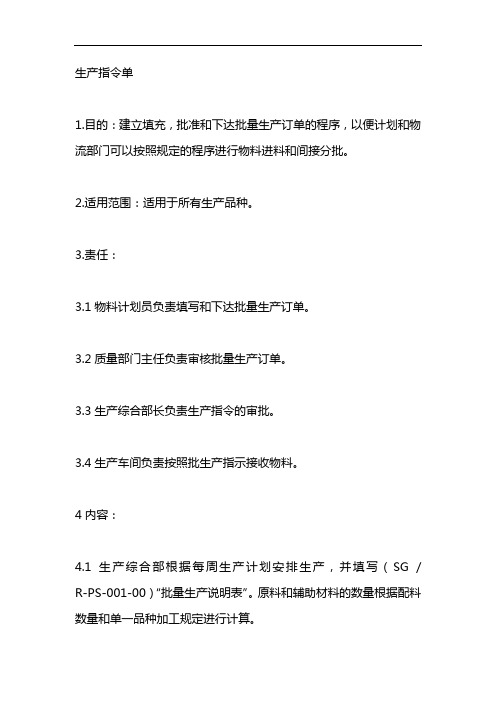
生产指令单1.目的:建立填充,批准和下达批量生产订单的程序,以便计划和物流部门可以按照规定的程序进行物料进料和间接分批。
2.适用范围:适用于所有生产品种。
3.责任:3.1物料计划员负责填写和下达批量生产订单。
3.2质量部门主任负责审核批量生产订单。
3.3生产综合部长负责生产指令的审批。
3.4生产车间负责按照批生产指示接收物料。
4内容:4.1生产综合部根据每周生产计划安排生产,并填写(SG / R-PS-001-00)“批量生产说明表”。
原料和辅助材料的数量根据配料数量和单一品种加工规定进行计算。
4.2完整的批量生产说明表应由质量部部长审查,并在综合生产部长批准后发布。
填写的内容应包括名称,批号,规格,生产能力以及准备用的原辅材料的名称,规格和剂量。
4.3批量生产说明书的说明书应明确注明产品名称,理论用量和固定用量,并规定计划工作时间4.4批准的批生产说明表一式四份,其中第一页是首页,由生产综合部门保存,第二页发送到计划后勤部门进行材料准备,第三页发送到车间。
带有批生产记录,第四个发送给质量控制人员。
4.5规划后勤部应在收到批量生产订单后准备材料。
4.6生产综合部门下达批量生产指导书后,车间领料员应按照指导书中规定的材料填写物料申请表,只有经车间主任批准后方可进行领料,仓库应根据请购单发出材料。
4.7提货时,提货成员应检查名称,规格,批号和数量。
检验正确后,仓库主管,仓库管理员和拣配人员应在物料拣配清单上签名以进行确认。
4.8物料拣选人员应将物料送到车间,以移出外室,清洁外包装,并执行《进入洁净区的物料提纯管理标准》(SG / SMP-CS-010-00)。
4.9配料人员应按批生产说明书领料,核对每种物料的名称,规格和数量,正确后在领料单上签名,交还领料员;车间主任应按照批量生产说明书和该品种的生产工艺规程组织生产。
4.10批量生产订单应在该品种生产前两天发布批量生产记录。
4.11如果任何部门在执行批量生产订单时遇到特殊情况而无法正常执行,则应向生产综合部门报告解决方案。


生产指令单1. 引言生产指令单是一种重要的生产管理工具,用于指导和记录生产过程中的各项任务和要求。
本文档旨在提供一份标准的生产指令单模板,以便于生产管理人员根据实际需求进行操作。
2. 指令单信息以下为生产指令单的基本信息:•指令单编号: [填写指令单编号,例如:PROD-2022-001]•产品名称: [填写产品名称]•生产数量: [填写生产数量]•下达日期: [填写下达日期]•计划开始日期: [填写计划开始日期]•计划完成日期: [填写计划完成日期]3. 指令单内容请按照以下要求完成生产指令单的内容:3.1 产品规格在本部分中,详细描述产品的规格和要求,包括但不限于以下方面:•尺寸•材质•颜色•重量•功能要求3.2 生产工序在本部分中,列出生产过程中涉及的各项工序,每个工序包括以下信息:•工序名称: [填写工序名称]•工序编号: [填写工序编号]•工序要求: [填写工序要求,包括操作指导、检验要求等]•负责人: [填写负责人名称]•预计完成时间: [填写预计完成时间]3.3 物料清单在本部分中,列出生产过程中需要的物料清单,包括以下信息:•物料名称: [填写物料名称]•物料编号: [填写物料编号]•数量: [填写所需数量]•供应商: [填写物料供应商名称]3.4 质量控制在本部分中,说明质量控制要求和检验标准,包括但不限于以下内容:•检验项目•检验方法•合格标准•检验频率4. 备注在本部分中,可以添加任何额外的备注或说明信息。
注意:以上文档为生产指令单的模板,实际使用时,根据具体产品和生产过程进行适当的调整和填写。

生产指令单生产指令单编号:XXXXXXX企业名称:XXXXX有限公司生产日期:20XX年XX月XX日一、产品信息名称:XXX产品型号:XXXX数量:XXXX台质量等级:一级/二级/三级(根据客户要求确认)二、生产要求1.工艺要求:根据公司生产标准执行,确保产品质量稳定。
2.设备要求:生产设备应保持清洁卫生,严格按照设备操作规范操作。
3.原材料要求:拉丝材料必须符合生产标准,所有原材料必须从生产批次记录上集中编码,方便追溯。
4.生产环境要求:生产厂房应保持清洁卫生,以确保产品质量。
三、生产过程1.生产前准备(1)检查设备是否正常,根据生产计划准备生产工具。
(2)按照要求提取原材料,检查原材料质量是否合标准。
2.生产过程(1)根据工艺流程将原材料放入拉丝机进行拉丝。
(2)拉丝完成后将产品送入清洗设备清洗。
(3)清洗完成后进行烘干,待产品完全干燥后进行抛光处理。
(4)抛光完成后进行质量检查,检查是否符合客户要求质量等级。
(5)检查完成后进行包装封箱。
3.生产后清理生产结束后,清理生产现场和设备,保持生产环境整洁。
四、质量控制在生产中,执行以下质量控制措施:(1)出产中每批产品都要做检验和复检,确保产品符合要求。
(2)记录每一台设备及其所用材料的批号,方便追溯,避免不良品混入。
(3)严格按照操作规范进行生产,保障成品质量。
五、安全控制在生产中,执行以下安全控制措施:(1)生产现场设施完善,确保生产环境安全。
(2)操作设备前需进行安全培训,保障员工的人身安全。
(3)制定安全管理制度,遵守国家安全法规。
本着“质量至上,安全先行”的原则,公司将全力保证产品的质量和安全。
做到品质一流,用户至上,创造优秀的产品,展现更好的企业形象。

开始执行日期计划完成日期实际完成日期指令程度执行组别接收确认
开始执行日期计划完成日期实际完成日期指令程度执行组别接收确认
开始执行日期计划完成日期实际完成日期指令程度执行组别接收确认
深圳市深越光电技术有限公司
生产部内部工作指令单
□重要 □一般 □不重要 □紧急 □不紧急□蚀刻 □丝印 □贴片 □切割 □装配 □FQC □包装 □文员 □统计 □其他指令内容
拟制: 审核:
SY/QR03-071-A
此单为生产部内部使用指令单;此单为主管以上人员下达,由经理审核,由各组别负责人接收执行,由各执行人回复实际完成日期。
□重要 □一般 □不重要 □紧急 □不紧急□蚀刻 □丝印 □贴片 □切割 □装配 □FQC □包装 □文员 □统计 □其他深圳市深越光电技术有限公司
生产部内部工作指令单
拟制: 审核:
深圳市深越光电技术有限公司
生产部内部工作指令单
□重要 □一般 □不重要 □紧急 □不紧急SY/QR03-071-A
指令内容
此单为生产部内部使用指令单;此单为主管以上人员下达,由经理审核,由各组别负责人接收执行,由各执行人回复实际完成日期。
SY/QR03-071-A □蚀刻 □丝印 □贴片 □切割 □装配 □FQC □包装 □文员 □统计 □其他此单为生产部内部使用指令单;此单为主管以上人员下达,由经理审核,由各组别负责人接收执行,由各执行人回复实际完成日期。
拟制: 审核:
指令内容。

生产制造命令单生产制造命令单日期_____________ 生产部门生产单号产品名称产品规格使料号品名规格单位用材生产日期产品编号生产数量料标准用量SPARE 备注单机用量制造方法完成日期移交单位生产计划主管生产计划员生产指令单主要包括:要生产的物品、生产的工位或机台、生产用时、工期要求、要生产工件的数量物料使用等;1、地面水泥砂浆找平层。
2、内墙抹水泥砂浆找平层,刮防水腻子,刷乳胶漆。
3、顶棚清理,刷白水泥浆。
4、订做及安装塑钢门窗及铝合金百叶风口。
5、增加钢楼梯及栏杆。
6、增加排水沟盖板。
注:本指令单所指令施工的内容均属较紧急的项目,施工单位在接到本指令单后应立即答复是否按指令执行,否则按默认认定;涉及到隐蔽工程或以后无法计量的工程,施工单位须在动工前通知计划部现场核查,并形成原始记录,附在签证单后。
工作指令单编号:建设单位:河北东都房地产开发有限公司分部分项工程锅炉房土建工程监理单位:河北远大工程咨询有限公司跟踪审计单位:部位北京市建壮咨询有限公司地基处理施工单位:承德隆泰建设工程有限责任公司指令标题:锅炉房施工指令人:日期:签发人日期:签收人日期:根据地基验槽记录,基槽曾被雨水浸泡过,建议将浸软土清除后依处理方案处理,处理方案如下:基地下300 厚土层挖除,换C15 砼浇注。
注:本指令单所指令施工的内容均属较紧急的项目,施工单位在接到本指令单后应立即答复是否按指令执行,否则按默认认定;涉及到隐蔽工程或以后无法计量的工程,施工单位须在动工前通知计划部现场核查,并形成原始记录,附在签证单后。
工作指令单编号:建设单位:河北东都房地产开发有限公司分部分项工程锅炉房土建工程监理单位:河北远大工程咨询有限公司跟踪审计单位:部位北京市建壮咨询有限公司锅炉房外防水施工单位:承德隆泰建设工程有限责任公司指令标题:锅炉房施工指令人:日期:签发人日期:签收人日期:根据图纸会审记录,增加锅炉房外墙防水,以防明水灌入室内。


生产指令单产品名称(产地等级)生产批号包装瓶规格ml理论产量g装量g实际收率范围% ~ % 损耗率范围 % ~ %生产周期自年月日起至年月日止制单人制单日期年月日批准人批准日期年月日原辅料灵芝子实体kg包装瓶只炮制方法子实体清洗去柄、去杂润药切片(丝、丁)烘干精选包装初选清洗生产记录表物料编号:品名:生产批号:批号:生产日期:生产许可QA:接收量:kg 接收人:操作记录:操作人:复核人:完成量:kg 移交人:损耗量:kg QA:润药生产记录品名:生产批号:产量:生产日期:生产许可QA:接收人:抽真空时间进蒸汽时间工时完成量(湿重):kg操作人:复核人:移交人:损耗量:kg QA:切片生产记录表品名:生产批号:生产日期:生产许可QA:接收量:kg 接收人:速度/mm/min 切制片厚/mm 切制时间/h 工时/h 完成量:kg 损耗量:kg操作人:复核人:移交人:QA:烘干生产记录表品名:生产批号:生产日期:生产许可QA:接收人:温度/℃饮片厚度/mm 干燥时间/h 工时/h 完成量:kg操作人复核人:移交人:损耗量:kg QA:精选岗位记录批包装记录表编号 名称 产品批号包装规格生产准备(签字/日期) 操作人 复核人领用量 发放人 领用人核对人生产许可(签字/日期)QA :包装材 料名称 编号 单位 用量 理论用量 领用量 领用人 使用量 退库量 损耗量 物料平衡计算⎪⎪⎭⎫ ⎝⎛⨯++%领用量损耗量退库量使用量100操作人: 复核人 QA :工时温度:湿度:完成量: 损耗量:生产操作负责人: 日期: 年 月 日品名: 生产批号:生产日期: 生产许可QA : 接收人:接收数量:片一、二级品(3-5cm )数量 用时: 片三级品(3cm 以下)数量 用时: 丝(3cm 以下)数量 用时: 丁(0.5-1cm )数量 用时: 下脚料数量和处理办法 物料平衡:操作人 复核人:成品合箱记录表合箱日期品种合箱批号数量剩余零头批号零头数量操作人复核人产品递交单产品名称:规格:批号:数量:递交人:日期:接收人:日期:。

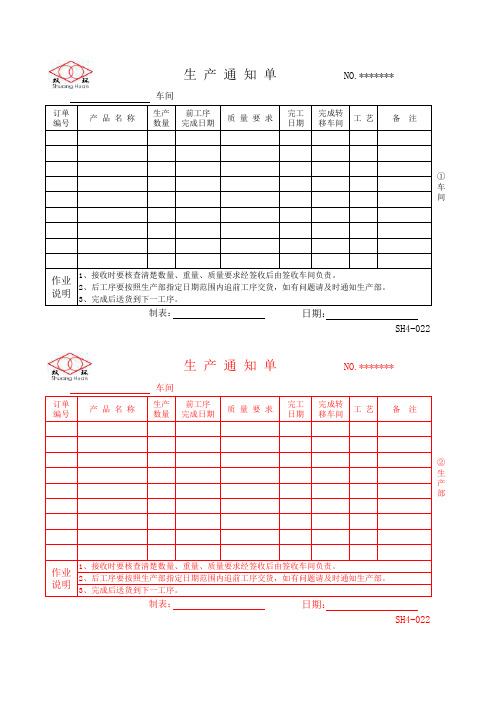
NO.GY
序号产品名称数量颜色加工方式交货期客户订单号料号备注
经
办:审核:客户回签:
6.素材及包装材料由我公司提供,素材损耗为2%;7.每月25号关账,月结90天。
喷油/丝印外发生产指令单
1.交货时品质、规格、包装必须符合本公司要求;
2.送货单,来料检验单必须按照我公司采购单之要求填写,品名,料号及我公司之客户订单号必须填写清楚方可收货;3.本公司之采购单贵公司确认交期,规格无误后在24小时内回传,如交期有更改需取得我公司同意方可生效;
4.本公司判退之不良品,必须在12小时内到本公司处理,逾期本公司将做报废处理;
5.贵公司必须严格按照签回之交货期交货,不得延误,否则将以每天50元罚款,若因此而被客户罚款,则全部由贵公司承担;。