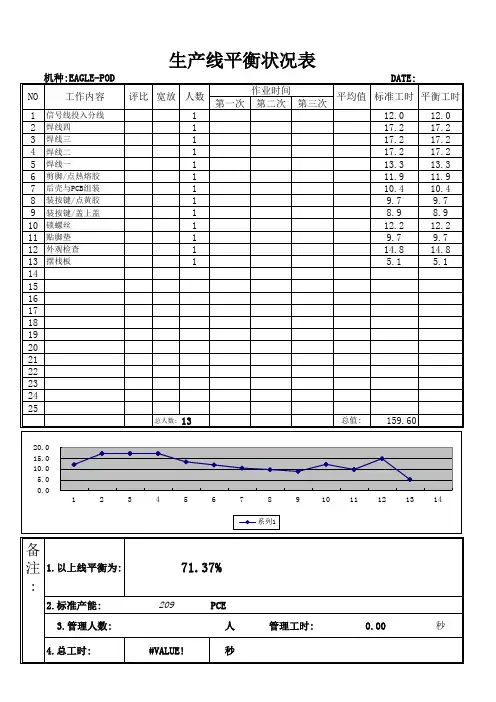
生产线动作时间分析图表格格式
- 格式:doc
- 大小:76.00 KB
- 文档页数:1

作业部机器类动作、时间、效率分析表作业部机器类动作、时间、效率分析表————————————————————————————————作者:————————————————————————————————日期:作业部机器类动作、时间、效率分析表~平切机一、刨切有效动作时间分析(以面为单位)序号动作时间(分/面)1 吊木头定位 42 打夹子3 3 试刨 1 4松夹子、吊木头 4 合计12二、客观辅助动作时间分析(以天为单位)序号动作时间(分/天)1 换刀 402 上厕所、打开水 15 3车间整理 10 合计65三、每天有效工作时间分析(以9小时540分钟计) 1 实际工作时间:540分-65分=475分 2 机器刨切时间:475分-12分/面*刨切面数3机器使用效率(%):(475分-12分/面*刨切面数)*100/475分四、不同刨切面数对应的木纹效率值(片/天)序号刨切面数机器使用效率(%)厚度0.3MM 以下厚度0.3MM 以上备注山纹直纹山纹直纹 22片/分20片/分 20片/分 18片/分 1 8 79.8 8338 7580 7580 6822 在实际核算中以15面、厚度0.3MM 以下山纹22片/分为标准测算效率值,其它换算为厚度0.3MM 以下山纹22片/分。
2 9 77.3 8074 7340 7340 6606 3 10 74.7 7810 7100 7100 6390 4 11 72.2 7546 6860 6860 6174 5 12 69.7 7282 6620 6620 5958 6 13 67.2 7018 6380 6380 5742 换算公式为:1、标准产量=各品种产量*各品种标准效率值/15面、厚度0.3MM 以下山纹22片/分标准效率值 2、标准效率值=标准产量7 14 64.6 6754 6140 6140 5526 81562.16490 5900 5900 5310 每人效率值(片/小时人) 240 219 219 197 9 16 59.6 6226 5660 5660 5094 10 17 57.1 5962 5420 5420 4878 111854.5 569851805180466212 30 24.2 2530 2300 2300 2070/换算工时说明:每月平均刨切面数以全月刨切面数/实际出勤天数计算五、效率档次与工资档次对比表效率档次各类品种标准效率值厚度0.3MM 以下厚度0.4MM 以下备注山纹直纹山纹直纹在实际核算中以15面、厚度0.3MM 以下山纹22片/分为标准测算效率值,其它换算为厚度0.3MM 以下山纹22片/分。