生产线动作时间分析图格式
- 格式:doc
- 大小:76.50 KB
- 文档页数:1
节拍和流水线工作指示图表节拍是流水线上完成的两件产品之间的时间间隔,是组织大量流水生产的依据,是最基本的期量标准,它可以反映流水线的产出速度,是根据计划期内的计划产量和有效时间来确定的。
单—品种流水生产线,在编制生产作业计划任务时,主要是根据流水线的生产能力和节拍,直接把生产任务分配给车间。
若任务大于能力,则通过调整流水线加快节拍,或采取措施增加流水线的有效工作时间,以增加产量。
计算公式如下:()=计划期流水线的有效工作时间计划节拍计划期流水线任务产量 =上期流水线的有效工作时间实际节拍上期流水线产量为了满足市场不断增长的需求,企业在编制作业计划时,要发动群众采取技术组织措施,提高流水线生产能力,达到计划节拍的要求。
对于多品种混合流水线,由于是不同品种成批轮番进行生产,因而还必须合理安排各种产品的投产顺序。
安排多品种混流生产投产顺序常用生产比倒数法或“生产平准化”方法。
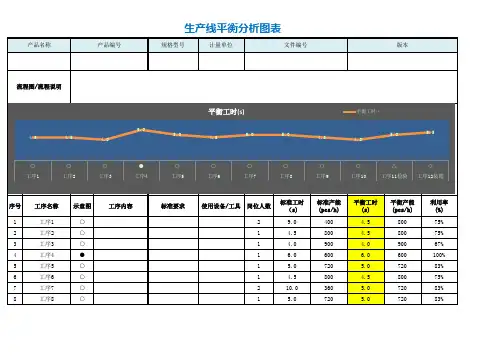
连续流水线作业指示图表的编制。
连续流水线的工序同期化程度很高,各个工序的节拍基本等于流水线的节拍,因此工作地的负荷率高。
这时就不存在工人利用个别设备不工作的时间去兼管其他设备的问题。
因此连续流水线的作业指示图表比较简单,只要规定每条流水线在轮班内的工作中断次数、中断时刻和中断时间即可。
下图1是连续流水线作业指示表的一个例子。
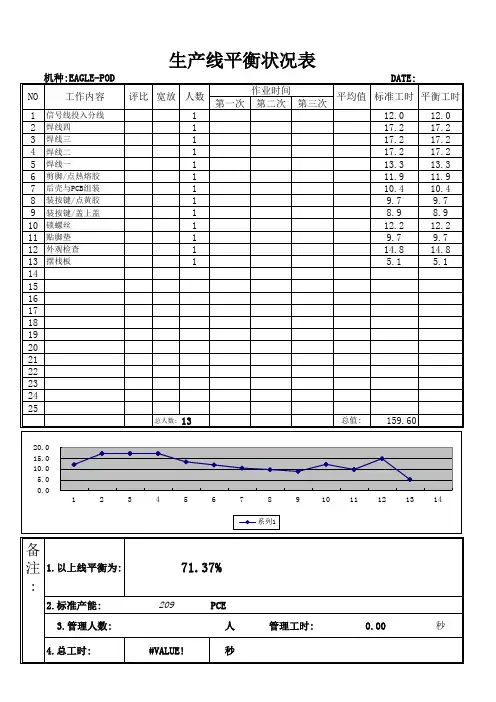
图1 连续流水线作业指示图表间断流水线作业指示图表的编制。
间断流水线由于各工序的生产率不一致,因而在生产中可能发生零部件等待工作地,或者工作地等待零部件进行加工的情况。
因此间断流水线作业指示图表的编制比较复杂,其关键是确定流水线的看管期,在此基础上确定看管期各工作地产量及负荷、看管期内各工作地工作时间长度、工作地工作起止时间、每个工作地的工人数量及劳动组织形式等。
在间断流水线中,各工作地的生产效率不同,为了保证工人的工作负荷相对均衡,就必须考虑为负荷较小的工人安排多设备看管,从而使每道工序在工人所看管设备的范围内巡回一次的时间内能生产相同数量的产品。
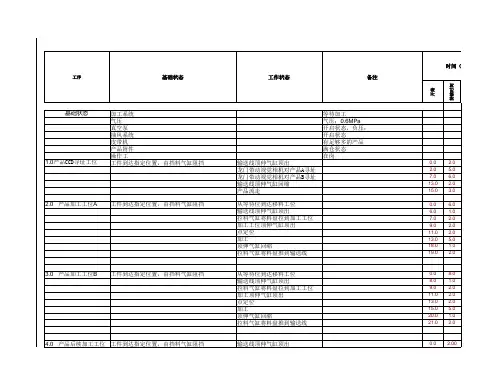

作业部机器类动作、时间、效率分析表作业部机器类动作、时间、效率分析表————————————————————————————————作者:————————————————————————————————日期:作业部机器类动作、时间、效率分析表~平切机一、刨切有效动作时间分析(以面为单位)序号动作时间(分/面)1 吊木头定位 42 打夹子3 3 试刨 1 4松夹子、吊木头 4 合计12二、客观辅助动作时间分析(以天为单位)序号动作时间(分/天)1 换刀 402 上厕所、打开水 15 3车间整理 10 合计65三、每天有效工作时间分析(以9小时540分钟计) 1 实际工作时间:540分-65分=475分 2 机器刨切时间:475分-12分/面*刨切面数3机器使用效率(%):(475分-12分/面*刨切面数)*100/475分四、不同刨切面数对应的木纹效率值(片/天)序号刨切面数机器使用效率(%)厚度0.3MM 以下厚度0.3MM 以上备注山纹直纹山纹直纹 22片/分20片/分 20片/分 18片/分 1 8 79.8 8338 7580 7580 6822 在实际核算中以15面、厚度0.3MM 以下山纹22片/分为标准测算效率值,其它换算为厚度0.3MM 以下山纹22片/分。
2 9 77.3 8074 7340 7340 6606 3 10 74.7 7810 7100 7100 6390 4 11 72.2 7546 6860 6860 6174 5 12 69.7 7282 6620 6620 5958 6 13 67.2 7018 6380 6380 5742 换算公式为:1、标准产量=各品种产量*各品种标准效率值/15面、厚度0.3MM 以下山纹22片/分标准效率值 2、标准效率值=标准产量7 14 64.6 6754 6140 6140 5526 81562.16490 5900 5900 5310 每人效率值(片/小时人) 240 219 219 197 9 16 59.6 6226 5660 5660 5094 10 17 57.1 5962 5420 5420 4878 111854.5 569851805180466212 30 24.2 2530 2300 2300 2070/换算工时说明:每月平均刨切面数以全月刨切面数/实际出勤天数计算五、效率档次与工资档次对比表效率档次各类品种标准效率值厚度0.3MM 以下厚度0.4MM 以下备注山纹直纹山纹直纹在实际核算中以15面、厚度0.3MM 以下山纹22片/分为标准测算效率值,其它换算为厚度0.3MM 以下山纹22片/分。