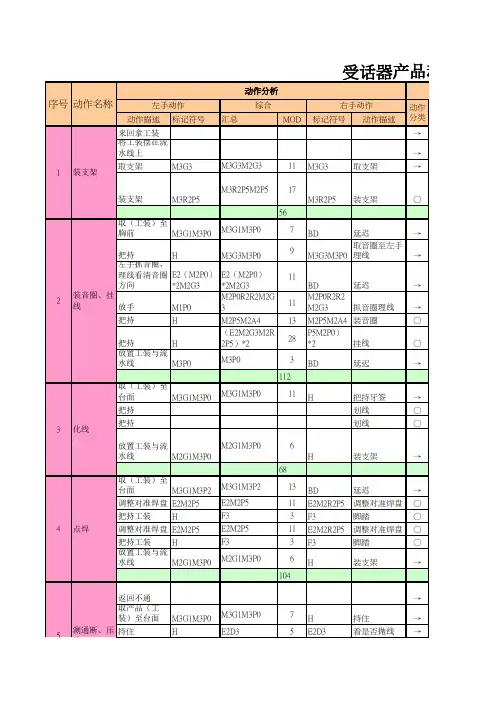
动作分析表(MOD)
- 格式:xls
- 大小:188.00 KB
- 文档页数:6
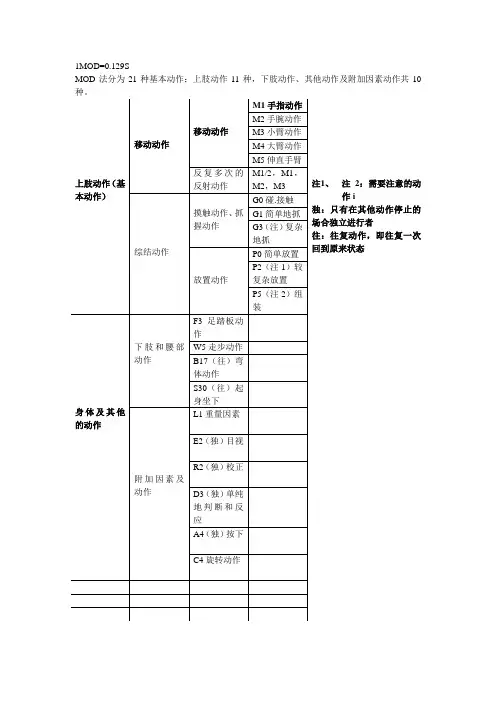
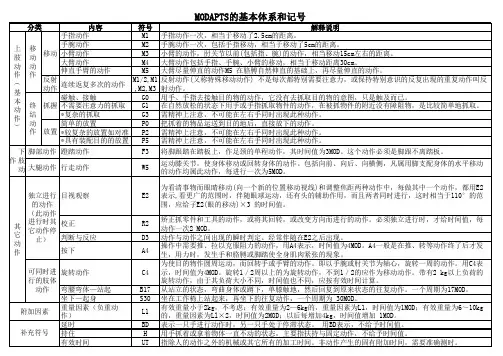
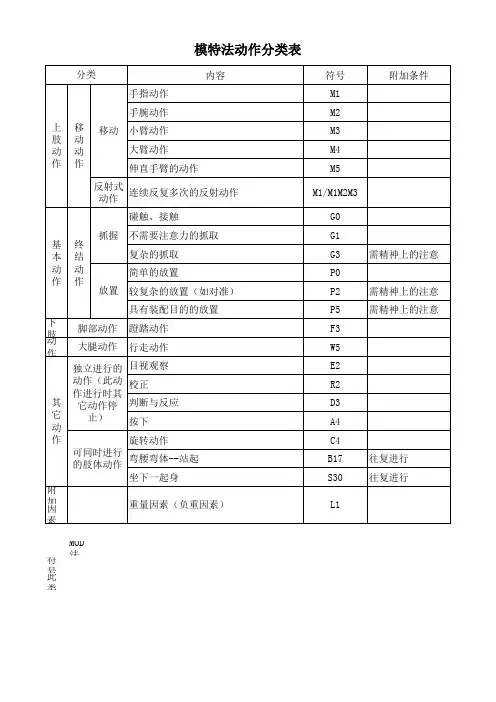
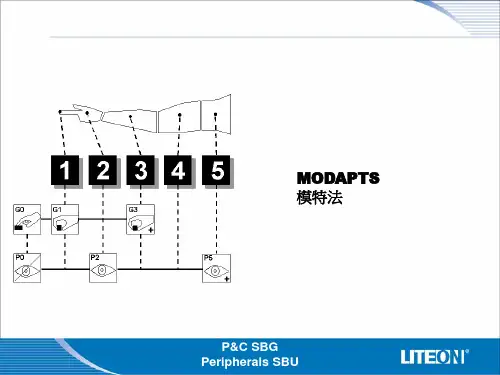
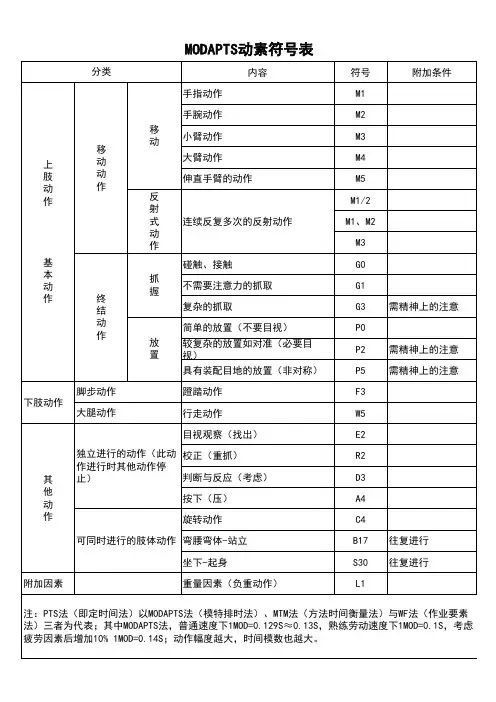
1MOD=0.129SMOD法分为21种基本动作:上肢动作11种,下肢动作、其他动作及附加因素动作共10种。
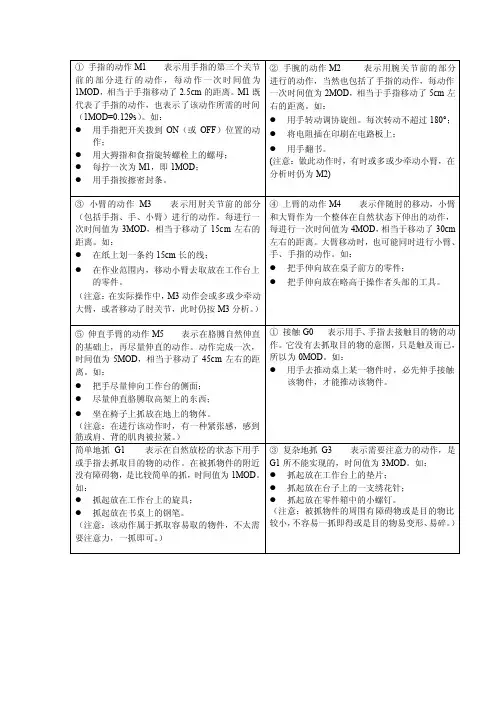
注1、注2:需要注意的动作i独:只有在其他动作停止的场合独立进行者往:往复动作,即往复一次回到原来状态模特法的动作分析:1、移动动作(M)(1)手指的动作M1:表示用手指的第三个关节前的部分进行的动作,时间值为1MOD,移动的距离为2.5cm,如把开关拨到on/off的位置,或者回转小的旋钮,或者用手指拧螺母(2)手的动作M2.。
用腕关节以前的部分进行的一次动作,时间为2MOD。
动作距离为5cm。
依靠手腕不止做横向动作,也可以使上下、左右、斜着和圆弧状的动作。
根据M2的动作方式,伴随手的动作,小臂多少也要动作,但是主动做是手,如转动协调旋钮每次转动不超过180度,或者是将电阻插到印刷电路板上(3)小臂的动作M3。
肘(zhou)关节以前的动作。
每动作一次时间值为3MOD,相当于移动15cm。
如:粗加工、组装部件等在操作机上作业时,移动零件的位置的动作;其正常的作业范围,在M3的移动动作范围内,将可能的作业区域叫正常的作业范围,设计作业区要尽可能设计的狭窄些,在设计生产设备的操作部分时,尽量使操作动作用M3的移动动作来完成,(4)大臂的动作M4,伴随肘的移动小臂和大臂作为一个整体在自然状态下伸出的侗族,移动距离一般为30cm,时间值为4MOD,如把手伸向放在略高于操作者头部的工具(5)大臂尽量伸直的动作M5。
在胳膊自然伸直的基础上,再尽量伸直的动作记为M5;移动的距离为45cm,在进行该动作时,有一种紧张感,感到筋或肩、背的肌肉被拉紧的情况。
(6)反射动作。
在生产或服务过程中,经常看到操作者将工具和专用工具紧紧握在手里,进行反复动作。
这种动作就叫反射动作反射动作不是每次都需要注意力的,所以其所需的时间比通常的移动动作的时间值少,如:用棒敲盒子,用布给盒子涂油,;用手指贴封条的动作,当其反复进行时,可以看成反射动作,不用工具,而指甲或手起到工具的作用。

预置时间标准法的概要预置时间系统(Predetermined Time System)简称PTS法PTS法名称如下表PTS法的特点PTS最大的特点就是不用秒表既可以准确预定时间,并且不需评比,这给标准时间的设置带来极大的效率,同时也保证了公平性与客观性。
1)新产品及新作业开始生产前可以事前设定标准时间,为未来的生产管理与改善提供了管理的标准与方法的评估。
2)可以对作业内动素进行详细时间预定,最大限度地提供了方法优化与评比的可能,从而确定最合理、高效的作业方法。
3)不用秒表,在生产作业前确定标准时间,制定作业标准。
4)不需要时间分析中对观测时间的评比与修正,可直接求得正常时间,只需宽放一步即可求得ST.5)随着作业方法的变更而修订作业标准时间,因此PTS是生产线的流程再造及平衡改善时最方便的评估与设定手法。
MOD法的基本原理:1)、所有由人进行的作业,均是共通的基本动作组成,模特法将实际生产作业中的人体动作归纳为21种,详见下表2)、不同的人做同一动作(在作业条件相同的情况下)所需时间基本相等。
3)人体不同部位的动作,所用时间值是相互成比例的,如手的动作时间是手指动作的2倍,小臂的动作时间是手指动作时间的3倍。
模特法的时间单位与动作分类从理论上来说,时间单位的量值越小,越能精确地测量各种动作是时间值。
对各种PTS法,时间单位的一般选择原则是,应小于该种PTS法中最快的基本动作,将该动作完成一次所需时间值的某一量值作为该方法的基本时间单位。
模特法根据人的动作级次,选择以一个正常人的级次最低、速度最快、能量消耗最小的一次,即手指动作的时间消耗值,作为它的时间单位,即模特法的21种动作都以手指动作一次(移动距离2.5CM)的时间消耗值为基准进行试验、比较,来确定各种动作作时间值.具体21个动的分类及表示符号见下表(表8-2).MOD法动作分析1)手指的动作M1:用手指的第三个关节前的部分进行的动作(1MOD)动作距离2.5CM 动作举例:手持小零件的手指移动,用手指拧螺母,用手指擦密封条(注意:手指移动很微小,注意移动次数,避免漏掉2)手的动作M2,表示用手腕以前的手部进行的移动,动作距离5CM动作举例:持住零件在手腕的移动范围内安装、对准。
标准时间= 正常时间+( 正常时间×宽放百分数)= 正常时间×(1+ 宽放率);宽放率= ×100%= 管理宽放率+生理宽放率+ 疲劳宽放率,宽放率可根据经验确定,一般选0.1~0.3 范围内,其中:管理宽放率一般取3%~10%;疲劳宽放率一般取5%~20%;生理宽放率一般取2%~5%。
对于动作比较简单、劳动疲劳强度小的工序,宽放适当减小。
操作复杂、容易产生疲劳或者工作环境恶劣的可适当增加宽放。
正常时间一般采用模特法(MOD 法)来确定;MOD 法动作分析方法以及实例分析:(1) 移动动作M(5 个) 移动动作为手指的动作M1、手腕的动作M2、前臂动作M3、上臂动作M4 及伸直手臂的动作M5。
(2) 终结动作(6 个) 指移动动作(即移动手指一手臂)的终结动作。
移动手或手臂,不是去拿物件就是放置物件,所以终结动作由抓握(G)和放置动作(P)两种动作组成。
1) 抓握动作(G) 根据其动作的特点分为:①接触G0;②简单地抓G1 ;③复杂地抓G3 (注)。
2) 放置动作(P) 根据放置的特点又分为:①简单放置P0;②较复杂的需要注意力的放置P2(注);③复杂的需要注意力的放置P 5(注)。
(3)其它动作(11 种) 其它动作共分为:1) 下肢动作又分为:①足踏动作F3 ;②走步动作W5 。
2) 重量因素L1 考虑重量对时间值的影响。
3) 其它动作又分为:①目视动作E2( 独);②校正R2(独);③单纯地判断和反应动作D3( 独);④按下动作A4( 独);⑤旋转动作C4;⑥弯体动作B17(往);⑦坐下起身动作S30。
4.模特法的动作分析(1) 基本动作——上肢动作1) 移动动作(M) 移动动作包括 5 种,分别以手指、手和手臂进行作业来区分。
①手指动作M1 表示用手指的第三个关节前的部分进行的动作,每动作一次时间值为1MOD ,相当于手指移动了 2.5cm 的距离。
②手的动作M2 用腕关节以前的部分进行的动作,当然也包括了手指的动作,每进行一次为2MOD ,相当于动作距离为5cm 左右。
3.2 DIP T/U 段一般动作标准:No 动作描述分析式MOD 数左手:M4G1M2G1M4P0右手:H右手:M4G1M4M2P2M3左手:HM2G1M3P0右手:M3C4M2P2M3左手:HM2M1M3P0左手:M4P5+UT=2.5SECM4右手:M4P5+UT=2.5SECM4左手:M4P0G1M4P0M4G1M4右手:M2P0左手:M4P0M4右手:H 共:=3.3+2.2N SEC/EA NO 动作描述分析式MOD 数a. 取插销及PCB 板左手:M4G1M2G1M4P0右手:M4G1M4P2b.刮锡渣UT=1.8SEC =UT*N 颗c.放入输送带左手:H右手:M2G1M4P2No 动作描述分析式MOD 数左手:M4G1M4C4M3右手:Hb.检查零件脚是否过长时间UT=0.4(L+W)/7.5+0.006N SEC SEC=每目检一次所需时间(S1)*移动目光检视区域次数(N)+判断每颗零件脚是否过长时间(S2)*零件总数(N)*零件过长比率(B)(因人目光一次可看75*75CM)之区域,故看完一片PC 板需看n 次, n=(PCB 宽/7.5)*(PCB 长/7.5)(Unit:CM)抽样求得S1=0.4SEC,S2=0.006SEC)L:CMW:CM左手:H右手:M4G1M44 c.剪零件脚(每颗)UT=1.3 SEC **** 1.3N SEC 左手:M4C4P2右手:H共a+b=1.4+0.14N SEC(N:零件总颗数)12 1.91)拆板后切板,放入输送带共: /2 =6.4SEC/EA 标准时间20 3.1SEC2 b.拆断余板一端22 3.4SEC1 a.取下散热板治具(2片)28 4.3SEC4d.切板(2连板)****2.5SEC3 c.拆断余板另一端SEC2)取插销后刮锡渣放入输送带标准时间1a.自输送带取基板,并翻转16 2.5SEC 5 e.放入输送带(2块) 2.2N SEC 标准时间112 1.9SEC2**** 1.4SEC2)取机板检查零件是否过长后剪过长零件脚共=5.4+3(L+N)+0.006NB+1.3N SEC(L:PCB 板长,W:PCB 板宽,N:零件总颗数,B:零件过长比率)39SEC 5d.放回输送带101.5SEC3 b.取气剪9 1.43)输送带上取基板、正检2****=3(L+N)+0.006NB∑ae∑aC ∑adNO 动作描述分析式MOD 数左手:M4G1M4右手:H 2 b.检查零件面(每颗)UT=0.14 SEC****0.14N SEC 3 c.检查锡面(每个焊点)UT=0.3 (0.3"/四个焊点)****0.3*N/4SEC 左手H右手:M3G1C4共:= 13.2+(6.47NB) SEC(N:零件总颗数,B:正检不良率)NO 动作描述分析式MOD 数左手:M4G1M4A4C4右手:M3G1C4左手:H右手: M4G1M4c.清除焊孔UT=2.3 SEC =每点时间(S)*总焊锡点(N)*不良率(B)左手:C4D3M2A4C4右手:He.左手取锡丝,左手:M3G1M3P5右手取烙铁右手:M4G1M4f.补焊UT=2.47 SEC =每点时间(S)*总焊锡点(N)*不良率(B)左手:M3G1M4P0M4右手:H 左手:H右手:M3G1E2D3R2A4No 动作描述分析式MOD 数左手:M3G3M3H 右手:M4G1M4P2b.锁螺丝(第一颗)左手:H (自攻螺丝)1.5+0.022L(L:自攻螺丝长度:mm)右手:M3G1P2M2P2+0.022*L (自攻螺丝)(K:机械螺丝长度:mm)左手:H (机械螺丝)1.5+0027K 右手:M3G1P2M2P2+0.027*K(机械螺丝)5标准时间6 1.4SEC 补跷件后将基板放回输送带.1 a.自输送带取基板934标准时间a.按住跷件,反过PC 板17 2.6SEC12 d.压入跷起之脚(每颗)b.取络铁9 2.6SEC/EA17 1.4SEC****2.3NBSEC3.3SECSEC **** 2.47NB SEC标准时间SECSEC7g.放回输送带上12 1.9214清洗烙铁头81.22****SEC自攻螺丝:共: =3.2+0.022L(1+N)+1.4N SEC/EA机械螺丝; 共:=3.2+0.027K(1+N)+1.4N SEC/EA111.7152.32*NSEC8h.点胶=每人点明间*N5)锁螺丝1a.取螺丝及锁固物∑a i∑ac∑ac左手: H (自攻螺丝)(1.4+0.022L)N右手:(M3P2M2P2+0.022*L)N (自攻螺丝)左手:H (机械螺丝)(1.4+0027K)N右手:(M3P2M2P2+0.027*K)N(机械螺丝)o.放散热片X手:M3G3M3P0R2P5;16 2.48SEC a.放晶体X手:M3G1M3P0R2P514 2.17SEC b.涂晶体散热膏双手:M3G3M3P0M3G1M3*2M220 3.10SEC c.放螺帽X手:M3G3M3P0R2P516 2.48SEC f.放绝缘片X手:M3G3M3P0R2P516 2.48SEC g.点红胶X手:M3M2P27 1.08SEC h.取出散热片放于輸送帶上X手:M3G1M4P08 1.24SEC i.组装好的散热片装箱X手:M3G1M4M2P212 1.86SEC j.穿晶体于散热片中X手:M3G1M3G1M2R2P517 2.63SEC l.穿螺丝于散热片中X手:M3G1M3G1M2R2P517 2.63SEC m.锁螺帽于散热片上X手:M3G1M3G1R2P5A4R2*3M2274.18SECNo 动作描述分析式MOD 数1 a.取机台X手:M3G3M28 1.24SEC 2 b.擦机身(单位面积)UT=1.1**** 1.32*SSEC 3 c.摇机身UT=1.120 3.10SEC 短胶袋(≦250mm ) UT=4.5SEC **** 5.40SEC 长胶袋(≧250mm) UT=7.0SEC ****8.40SEC 5 e.贴Label(单位面积mm)UT=0.003SEC ****0.004*SSEC 6 f.组装刀卡(V卡刀数N=a*b)UT=1.02SEC **** 1.22*NSEC 7g.插插头X手:M3G1R2M2P513 2.01SEC 8h.插端子X手:M3G1R2M2A412 1.86SEC 9i.按键盘X手:M3M2A49 1.39SEC 10j.目视机身;Label UT=8.0SEC ****9.60SEC 11k.目视线材UT=7.5SEC ****9.00SEC 12l.划记号M3M2G1M2P513 2.01SEC 13m.装机台于纸盒M3G3M3G3*3P5A4*2M2A4P538 5.88SEC 14n.成型纸盒M3G1M3M3M2A4*2M2A4P529 4.49SEC 15o.成型纸箱UT=28SEC****33.60SEC标准时间46)包装3 c.继续锁螺丝****SEC4 d.装胶袋。