最新机械制造工艺学第二版1到6章答案讲课讲稿
- 格式:doc
- 大小:1.36 MB
- 文档页数:15
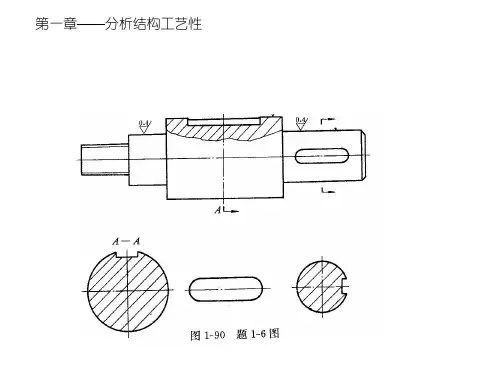
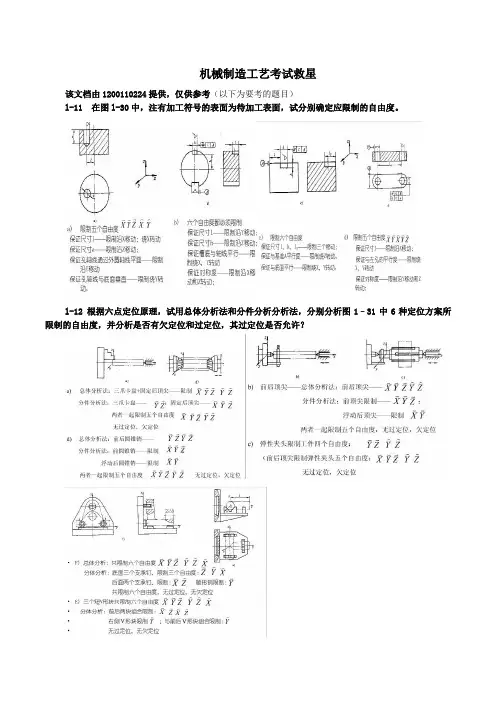
机械制造工艺考试救星该文档由24提供,仅供参考(以下为要考的题目)l-11 在图l-30中,注有加工符号的表面为待加工表面,试分别确定应限制的自由度。
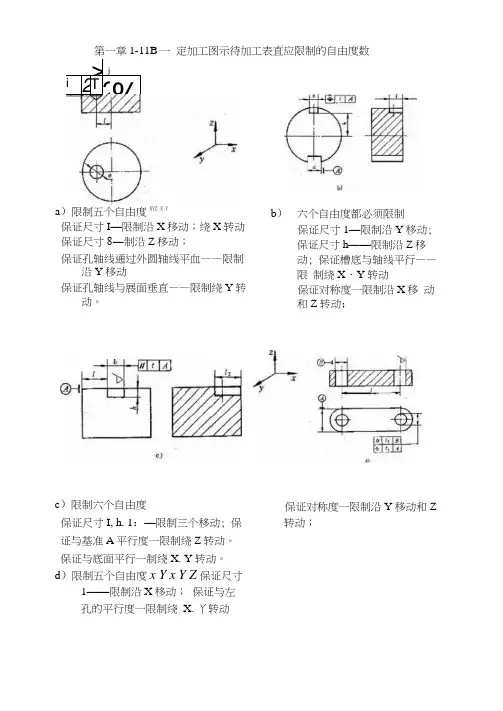
l-12 根据六点定位原理,试用总体分析法和分件分析分析法,分别分析图1–31中6种定位方案所限制的自由度,并分析是否有欠定位和过定位,其过定位是否允许?2-4 在车床上用两顶尖装夹工件车削细长轴时,出现图2-80a 、b 、c 所示误差是什么原因,分别可采用什么办法来减少或消除?答:a )主要原因是工件在切削力作用下弯曲变形,产生鼓形圆柱度误差。
主要采用提高工件刚度的方法减小这类误差,例如采用中心架或者跟刀架,减小切削力的作用点到支承之间的距离,以增大工件在切削时的刚度。
b )主要原因是机床在切削力作用下变形,产生马鞍形的圆柱度误差。
主要采用提高机床部件刚度的方法减小这类误差,例如加工中采用支撑套,增大机床的刚度。
c )主要原因是机床导轨与主轴回转轴线不平行造成的误差。
主要采用减小导轨对主轴回转轴线的平行度误差来减小这类误差,或者采用校正装置补偿该误差产生的影响。
2-5 试分析在转塔车床上将车刀垂直安装加工外圆时,影响直径误差的因素中,导轨在垂直面内和水平面内的弯曲,哪个影响大?与卧式车床比较有什么不同?为什么?答:D:工件直径; ΔDy,ΔDz 工件直径误差;Δy:导轨在水平面内的弯曲; Δz :导轨在垂直面内的弯曲; 车刀垂直安装时误差的敏感方向在垂直方向。
因此导轨在垂直面内的弯曲对工件直径误差的影响较大 车刀垂直安装: z 方向为误差敏感方向 在卧式车床中: y 方向为误差敏感方向2-8 设已知一工艺系统的误差复映系数为,工件在本工序前有圆度误差0.45mm ,若本工序形状精度规定允差0.01mm ,问至少进给几次方能使形状精度合格?解:已知mg m g ∆∆=⇒∆=∆/εε,为保证工序形状精度规定允差0.01mm ,则:02.045.001.0=≤ε由于每进给一次,误差复映系数为:325.00≥⇒==n n n εε时,02.0016.0≤=ε因此至少进给3次方能使形状精度合格。
2023机械制造工艺学第二版(王先逵著)课后答案下载机械制造工艺学第二版(王先逵著)基本信息第2版前言第1版前言第一章绪论第一节机械制造工程学科的发展第二节生产过程、工艺过程与工艺系统第三节生产类型与工艺特点第四节工件加工时的空位和基准习题与思考题第二章机械加工精度及其控制第一节概述第二节工艺系统的几何精度对加工精度的影响第三节工艺系统的受力变形对加工精度的影响第四节工艺系统的热变形对加工精度的影响第五节加工误差的统计分析第六节保证和提高加工精度的途径机械制造工艺学第二版(王先逵著)内容简介本书是1995年11月出版的《机械制造工艺学》一书的第2版,是根据近年来机械制造技术的发展,以及“机械制造工艺及设备专业指导委员会”制订的教学计划和课程教学大纲要求编写的。
全书内容共分7章:绪论、机械加工精度、机械加工表面质量及其控制、机械加工工艺规程设计、机器装配工艺过程设计、机床夹具设计和机械制造工艺技术的'发展。
作为教材,力求在保证基本内容的基础上,为反映现代制造工艺技术的发展,增加了一些新内容;注意多用图、表、实例来表达叙述性内容,理论联系实际;而且每章均有一定数量的习题和思考题,便于思考,掌握要点。
为帮助教师备课,配套制作了教师版计算机辅助课件。
本书主要作为高等院校“机械工程及其自动化”专业本科教材,也可供高职高专学校、职工大学、电视大学、函授大学、业余大学等学生作为教材或参考书,同时也可供从事机械制造业的工程技术人员和自学考试考生参考。
本书第1版曾荣获国家机械工业局1999年科学技术进步奖三等奖。
机械制造工艺学第二版(王先逵著)目录作者:王选逵主编出版社:机械工业出版社出版时间:-1-1版次:2页数:391字数:621000印刷时间:-1-1开本:纸张:胶版纸印次:I S B N:9787111047858包装:平装。
1-机械制造⼯艺学第⼆版(王先逵著)机械⼯业出版社课后答案机械制造⼯艺学(上)思考题及参考答案1、什么叫⽣产过程,⼯艺过程,⼯艺规程?答:⽣产过程:从原材料变成成品的劳动过程的总和。
⼯艺过程:在⽣产过程中,直接改变⽣产对象的形状、尺⼨、性能及相对位置关系的过程。
⼯艺规程:在具体⽣产条件下,将最合理的或较合理的⼯艺过程,⽤⽂字按规定的表格形式写成的⼯艺⽂件。
2、某机床⼚年产CA6140 卧式车床2000台,已知机床主轴的备品率为15%,机械加⼯废品率为5%。
试计算主轴的年⽣产纲领,并说明属于何种⽣产类型,⼯艺过程有何特点?若⼀年⼯作⽇为280天,试计算每⽉(按22天计算)的⽣产批量。
解:⽣产纲领公式 N=Qn(1+α)(1+β)=(1+15%)(1+5%)=2415台/年查表属于成批⽣产,⽣产批量计算:定位?各举例说明。
答:六点定位原理:在夹具中采⽤合理的六个定位⽀承点,与⼯件的定位基准相接触,来限制⼯件的六个⾃由度,称为六点定位原理。
完全定位:⼯件的六个⾃由度全部被限制⽽在夹具中占有完全确定的位置。
不完全定位:没有全部限制在六个⾃由度,但也能满⾜加⼯要求的定位。
⽋定位:根据加⼯要求,⼯件必须限制的⾃由度没有达到全部限制的定位。
过定位:⼯件在夹具中定位时,若⼏个定位⽀承重复限制同⼀个或⼏个⾃由度。
(d)⼀⾯两销定位,X,两个圆柱销重复限制,导致⼯件孔⽆法同时与两销配合,属过定位情况。
7、“⼯件在定位后夹紧前,在⽌推定位⽀承点的反⽅向上仍有移动的可能性,因此其位置不定”,这种说法是否正确?为什么?答:不正确,保证正确的定位时,⼀定要理解为⼯件的定位表⾯⼀定要与定位元件的定位表⾯相接触,只要相接触就会限制相应的⾃由度,使⼯件的位置得到确定,⾄于⼯件在⽀承点上未经夹紧的缘故。
8、根据六点定位原理,分析图中各⼯件需要限制哪些的⾃由度,指出⼯序基准,选择定位基准并⽤定位符号在图中表⽰出来。
⽋定位与过定位,并对不合理的定位⽅案提出改进意见。
机械制造工艺考试救星该文档由1200110224提供,仅供参考(以下为要考的题目)l-11 在图l-30中,注有加工符号的表面为待加工表面,试分别确定应限制的自由度。
l-12 根据六点定位原理,试用总体分析法和分件分析分析法,分别分析图1–31中6种定位方案所限制的自由度,并分析是否有欠定位和过定位,其过定位是否允许?2-4 在车床上用两顶尖装夹工件车削细长轴时,出现图2-80a 、b 、c 所示误差是什么原因,分别可采用什么办法来减少或消除?答:a )主要原因是工件在切削力作用下弯曲变形,产生鼓形圆柱度误差。
主要采用提高工件刚度的方法减小这类误差,例如采用中心架或者跟刀架,减小切削力的作用点到支承之间的距离,以增大工件在切削时的刚度。
b )主要原因是机床在切削力作用下变形,产生马鞍形的圆柱度误差。
主要采用提高机床部件刚度的方法减小这类误差,例如加工中采用支撑套,增大机床的刚度。
c )主要原因是机床导轨与主轴回转轴线不平行造成的误差。
主要采用减小导轨对主轴回转轴线的平行度误差来减小这类误差,或者采用校正装置补偿该误差产生的影响。
2-5 试分析在转塔车床上将车刀垂直安装加工外圆时,影响直径误差的因素中,导轨在垂直面内和水平面内的弯曲,哪个影响大?与卧式车床比较有什么不同?为什么?答:D:工件直径; ΔDy,ΔDz 工件直径误差;Δy:导轨在水平面内的弯曲; Δz :导轨在垂直面内的弯曲;车刀垂直安装时误差的敏感方向在垂直方向。
因此导轨在垂直面内的弯曲对工件直径误差的影响较大车刀垂直安装: z 方向为误差敏感方向 在卧式车床中: y 方向为误差敏感方向2-8 设已知一工艺系统的误差复映系数为0.25,工件在本工序前有圆度误差0.45mm ,若本工序形状精度规定允差0.01mm ,问至少进给几次方能使形状精度合格?解:已知mg m g ∆∆=⇒∆=∆/εε,为保证工序形状精度规定允差0.01mm ,则:02.045.001.0=≤ε由于每进给一次,误差复映系数为:325.00≥⇒==n n n εε时,02.0016.0≤=ε因此至少进给3次方能使形状精度合格。
第一章1-11B一定加工图示待加工表直应限制的自由度数a)限制五个自由度XYZ X Y保证尺寸I—限制沿X移动;绕X转动保证尺寸8―制沿Z移动;保证孔轴线通过外圆轴线平血——限制沿Y移动保证孔轴线与展面垂直——限制绕Y转动。
b)六个自由度都必须限制保证尺寸1—限制沿Y移动;保证尺寸h——限制沿Z移动; 保证槽底与轴线平行——限制绕X・Y转动保证对称度一限制沿X移动和Z转动;c)限制六个自由度保证尺寸I, h. 1:—限制三个移动; 保证与基准A平行度一限制绕Z转动。
保证与底面平行一制绕X. Y转动。
d)限制五个自由度x Y x Y Z 保证尺寸1——限制沿X移动;保证与左孔的平行度一限制绕X. 丫转动保证对称度一限制沿Y移动和Z转动;>ji2T2%总体分析法:二爪卡盘+同定后顶尖——限制XYZYZ曲者■起限•制Ji.个口山度X Y Y7-无过定位,欠定位总体分析法:而后岡锥销—— 分件分析法:丽圆锥销限制浮动后圆锥销 限制两者一起限制五个自由度 XYZYZ第一章1-12頌分件分析法:三爪1<盘 Y Z :円定后顶尖 ---- y Z a) d)— YY ZY Z— — YXYZ无过定位,欠定位b)前后顶尖总体分析法: 前后顶尖XY ZY Z分件分析法:前顶尖限制—XYZ :浮动后顶尖——限制XY两者一起限制五个白由度,无过定位,欠定位c)弹性夹头限制I•件四个自山度:YZ Y Z(前后顶尖限制弹性夹头五个自由度:x Y Z Y Z无过定位,欠定位• L娥悴71啊:卄泯刨八…曰由握汽A Z I A ,分体分析:底⑥三个支承钉+限制三个自由度:Z Y X后血两个支承钉,限®:x Z棱形销限制:Y共限倒六个自由度,无过定位.无各定位・E)三个短v形块無限制六个自由度x YZ Y Z X- 分体分析:前后两块组合限制:X z X Z* 右侧V形块限剧Y;与前肓¥形块组合限制:Y无过定位卄无欠足位3- 1在车床上用两顶尖装夹工件车削细长轴时,出现图3-80a、b、c所示误差是什么原因,分别可采用什么办法来减少或消除?答:a)误差原因:1)由于细长轴工件的刚性差,在加工过程中因受力变形而使加工出的工件呈两端细中间粗的鼓形。
机械制造工艺考试救星该文档由1200110224提供,仅供参考(以下为要考的题目)l—11 在图l-30中,注有加工符号的表面为待加工表面,试分别确定应限制的自由度。
l—12 根据六点定位原理,试用总体分析法和分件分析分析法,分别分析图1–31中6种定位方案所限制的自由度,并分析是否有欠定位和过定位,其过定位是否允许?2-4 在车床上用两顶尖装夹工件车削细长轴时,出现图2-80a、b、c所示误差是什么原因,分别可采用什么办法来减少或消除?答:a)主要原因是工件在切削力作用下弯曲变形,产生鼓形圆柱度误差.主要采用提高工件刚度的方法减小这类误差,例如采用中心架或者跟刀架,减小切削力的作用点到支承之间的距离,以增大工件在切削时的刚度。
b)主要原因是机床在切削力作用下变形,产生马鞍形的圆柱度误差。
主要采用提高机床部件刚度的方法减小这类误差,例如加工中采用支撑套,增大机床的刚度。
c)主要原因是机床导轨与主轴回转轴线不平行造成的误差。
主要采用减小导轨对主轴回转轴线的平行度误差来减小这类误差,或者采用校正装置补偿该误差产生的影响.2-5 试分析在转塔车床上将车刀垂直安装加工外圆时,影响直径误差的因素中,导轨在垂直面内和水平面内的弯曲,哪个影响大?与卧式车床比较有什么不同?为什么?答:D:工件直径;ΔDy,ΔDz工件直径误差;Δy:导轨在水平面内的弯曲;Δz:导轨在垂直面内的弯曲;车刀垂直安装时误差的敏感方向在垂直方向。
因此导轨在垂直面内的弯曲对工件直径误差的影响较大车刀垂直安装:z方向为误差敏感方向在卧式车床中:y方向为误差敏感方向2—8 设已知一工艺系统的误差复映系数为0。
25,工件在本工序前有圆度误差0.45mm,若本工序形状精度规定允差0。
01mm,问至少进给几次方能使形状精度合格?解:已知,为保证工序形状精度规定允差0.01mm,则:由于每进给一次,误差复映系数为:时,因此至少进给3次方能使形状精度合格。