品质检验流程图特
- 格式:doc
- 大小:9.50 KB
- 文档页数:1
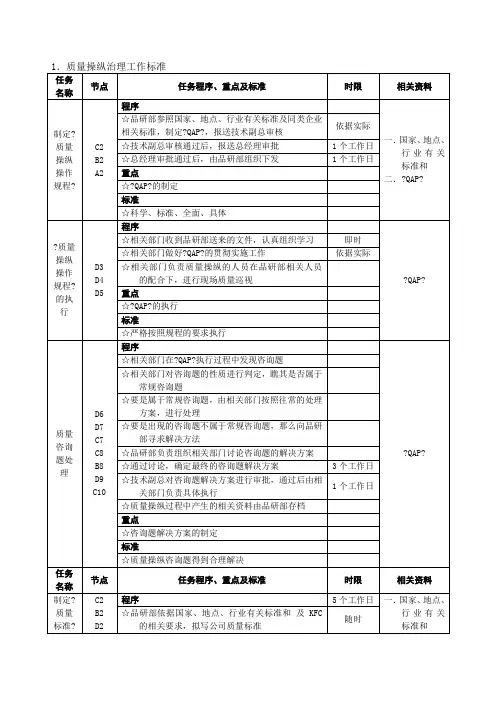
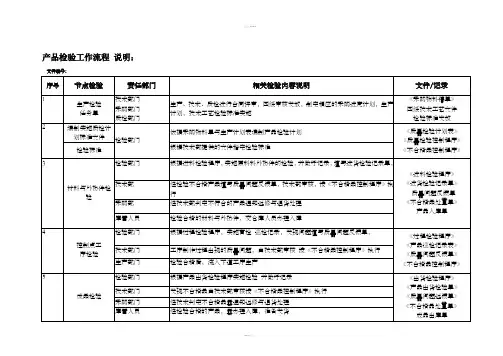
类 别安全项目(CRITICAL)关键项目(MAJOR)一般项目(MINOR)质量特性严重不符合规定;电子料的外观问题.一般机械材料(除塑胶壳及包装料)的外观问题.不影响装配的轻微尺寸偏差.表2 测量面的定义3. 术语定义表1 缺陷定义定 义不符合安全标准规定;对使用者有潜在的危险,如机械材料之锐利批峰。
重要的质量特性不符合规定1. 目的及适用范围为确保生产的电子烟质量稳定,符合国家标准并使客户满意,特制定本标准。
本规程适用于电子烟产品的成品检验(全检)及出货检验(抽检)。
2. 引用技术文件及标准GB/T.2828-2003 逐批检查计数调整型抽样程序及抽样表GB/T.2829-2003 周期检查计数抽样程序及抽样表表3 点大小的定义4. 抽样方案及判定标准抽样依据:按照国标《逐批检查计数抽样程序及抽样表 GB/T.2828- 2003》,其中:外观检验项目: 一般检查水平Ⅱ功能、性能检验项目 : 特殊检查水平S-3判定标准:以缺陷数为不合格品数,如果一个表面有多个不良,那么所有不良的总和来决定此表面不良是否超标。
对于划痕,则把所有划痕的长度相加之和来决定是否超标,对于圆形不良,则其直径和来决定是否超标)按以下标准判定检验结果。
a) 严重缺陷(CRI):Ac=0, Re=1 (无论批量大小)b) 重缺陷(MAJ): AQL=0.65c) 轻缺陷(MIN): AQL=1.5放宽或加严检验,亦按照GB/T.2828-2003标准规定执行。
5. 检验内容5.1 外观检验表4 划痕验收标准表5 点缺陷验收标准表6 组装缺陷验收标准注:其他外观不良如积漆、缩水、多喷、色差、手印、透底、熔接线、飞边、平整度或新出现的不良以实际不良限度封样为准验表7 电子烟5.3及包装检验表8 整机包。
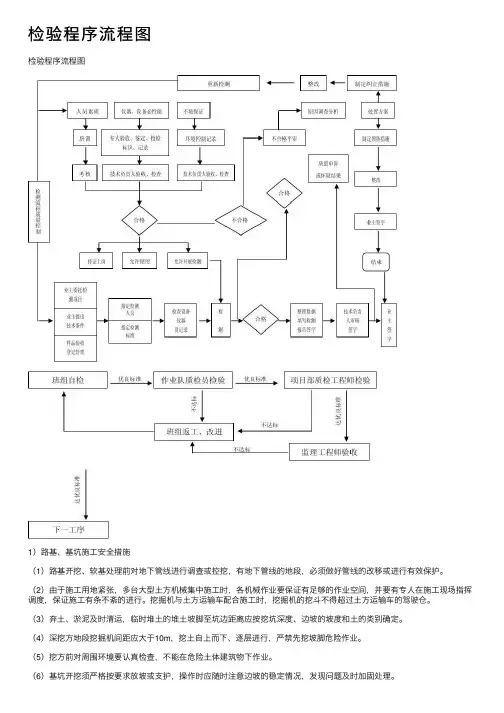
检验程序流程图检验程序流程图1)路基、基坑施⼯安全措施(1)路基开挖、软基处理前对地下管线进⾏调查或控挖,有地下管线的地段,必须做好管线的改移或进⾏有效保护。
(2)由于施⼯⽤地紧张,多台⼤型⼟⽅机械集中施⼯时,各机械作业要保证有⾜够的作业空间,并要有专⼈在施⼯现场指挥调度,保证施⼯有条不紊的进⾏。
挖掘机与⼟⽅运输车配合施⼯时,挖掘机的挖⽃不得超过⼟⽅运输车的驾驶仓。
(3)弃⼟、淤泥及时清运,临时堆⼟的堆⼟坡脚⾄坑边距离应按挖坑深度、边坡的坡度和⼟的类别确定。
(4)深挖⽅地段挖掘机间距应⼤于10m,挖⼟⾃上⽽下、逐层进⾏,严禁先挖坡脚危险作业。
(5)挖⽅前对周围环境要认真检查,不能在危险⼟体建筑物下作业。
(6)基坑开挖须严格按要求放坡或⽀护,操作时应随时注意边坡的稳定情况,发现问题及时加固处理。
2)脚⽤架、⽀架⼯程施⼯安全措施(1)钢管、扣件、螺栓的质量应符合规范规定。
不准使⽤锈蚀、弯瘪、滑⽛和有裂缝的⾦属杆件。
(2)脚⼿架纵、横距、步距应通过安全检算,满⾜结构安全需要。
(3)脚⼿架、⽀架搭设前,应对场地进⾏平整夯实、砼硬化处理,同时作好场地排⽔。
(4)脚⼿架、⽀架搭设完成后,应组织分段验收,合格后⽅准投⼊使⽤。
3)安全技术通⽤措施(1)在施⼯现场主要施⼯部位、作业点、危险区、主要通道⼝布设⾜够数量的警⽰牌、防护栏杆、标牌等,夜间设红灯警⽰,保证施⼯安全。
(2)详细编制各⼯种作业技术标准和安全操作细则。
杜绝违章⾏为,消除事故隐患,切实保障施⼯安全和重要设备不受损失。
(3)严格技术管理,在技术交底的同时,进⾏安全措施交底。
坚持⼯序技术交底制,并在施⼯中督促检查,使安全⼯作落到实处。
(4)施⼯机械在投⼊使⽤前按规定的安全技术标准进⾏检测、试运⾏和验收,确认能安全运⾏的⽅可投⼊使⽤,使⽤期间是悬挂“安全操作规程牌”,由专⼈持操作证使⽤,并定期维修。
6.4.2.3 主要分项⼯程施⼯质量保证措施1)施⼯测量(1)对所有施⼯⽤的测量仪器按计量要求定期到指定单位进⾏校定,施⼯过程中,如发现仪器误差过⼤,必须即时送修,并重新校定,精度满⾜要求之后,⽅可使⽤。
质量部岗位职责及检验内容目录管理:AZL—01-2017—18目的:IQC/IPQC/FQC/OQC检验方法原材料检验(IQC )原进厂检验包括三个方面:①库检:原材料品名规格、型号、数量等是否符合实际,一般由仓管人员完成.②质检:检验原材料物理,化学等特性是否符合相应原材料检验规定,一般采用抽检方式.③试检:取小批量试样进行生产,检查生产结果是否符合要求。
来料不合格的处理:①标识:在外包装上标明“不合格”,堆置于“不合格区”或挂上“不合格”标识牌等。
②处置:退货或调货或其他特采。
③纠正措施:对供应商提供相关要求或建议防止批量不合格的再次出现。
2紧急放行:因生产急需,在检验报告出来前需采用的物资,为紧急放行。
需留样检验,并对所放行物资进行特殊标识并记录,以便需要时进行追踪。
3特采:从非合格供应商中采购物资--加强检验。
②检验不合格而采用的物资-—挑选或修复后使用。
4应特别关注不合格品所造成的损失:①投入阶段发现,损失成本为1元。
②生产阶段发现,损失成本为10元。
③在客户手中发现,损失成本为100元。
二、过程检验(IPQC )lPQC 的检验范围包括:①产品:半成品、成品的质量。
②人员:操作员工艺执行质量,设备操作技能差。
③设备:设备运行状态,负荷程度。
④工艺、技术:工艺是否合理,技术是否符合产品特性要求.⑤环境:环境是否适宜产品生产需要。
2工序产品检验:对产品的检验,检验方式有较大差异和灵活性,可依据生产实际情况和产品特性,检验方式更灵活。
质检员全检:适用于关键工序转序时,多品种小批量,有致命缺陷项目的工序产品。
工作量较大,合格的即准许转序或入库,不合格则责成操作员工立即返工或返维。
质检员抽检:适用于工序产品在一般工序转序时,大批量,单件价值低,无致命缺陷的工序产品.员工自检:操作员对自己加工的产品先实行自检,检验合格后方可发出至下道工序。
可提高产品流转合格率和减轻质检员工作量,不易管理控制,时有突发异常现象。
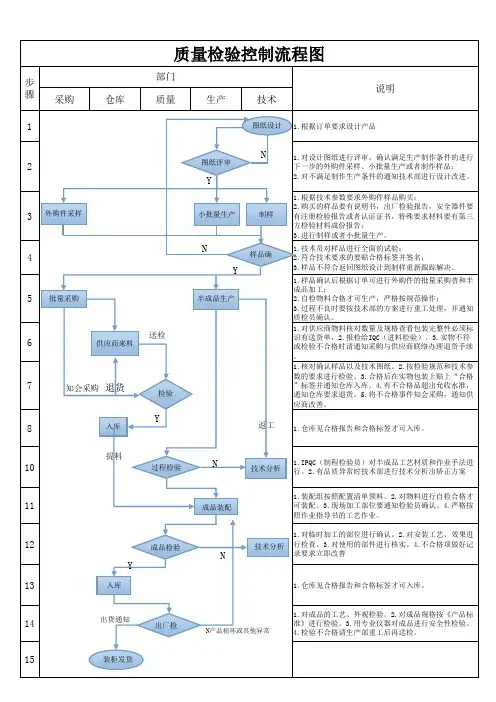
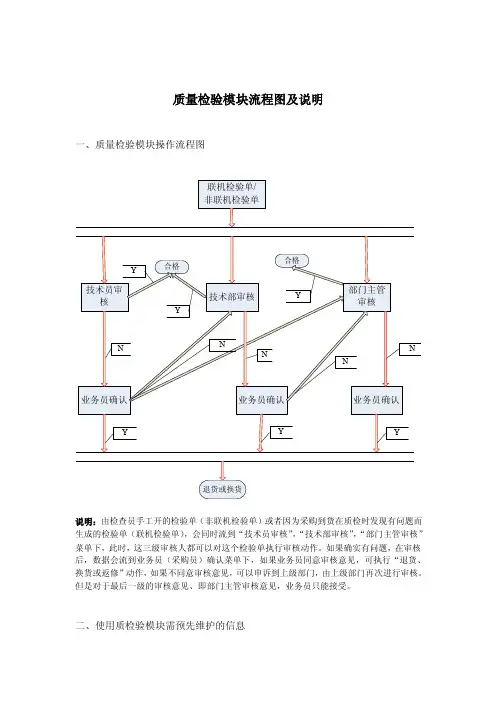
质量检验模块流程图及说明一、质量检验模块操作流程图说明:由检查员手工开的检验单(非联机检验单)或者因为采购到货在质检时发现有问题而生成的检验单(联机检验单),会同时流到“技术员审核”,“技术部审核”,“部门主管审核”菜单下,此时,这三级审核人都可以对这个检验单执行审核动作。
如果确实有问题,在审核后,数据会流到业务员(采购员)确认菜单下,如果业务员同意审核意见,可执行“退货、换货或返修”动作,如果不同意审核意见,可以申诉到上级部门,由上级部门再次进行审核。
但是对于最后一级的审核意见、即部门主管审核意见,业务员只能接受。
二、使用质检验模块需预先维护的信息为了提高工作效率,质量检验模块提供了预先维护的功能,对于预先维护好的信息,在后续的业务中,可以直接调用。
以下为需要维护的信息在质量模块的菜单名称,全部位于质量管理-基础设置文件夹下1、技术员处理意见维护:预先维护技术员审核(第一级审核)时的审核意见,以便审核时直接调用。
2、技术部处理意见维护:预先维护技术部审核(第二级审核)时的审核意见,以便审核时直接调用。
3、主管处理意见维护:预先维护主管审核(第三审核)时的审核意见,以便审核时直接调用。
4、存在问题维护:预先维护物料需开检验单的原因,以便检查员在开检验单时直接调用。
下面红色为工作计划模板,不需要的下载后可以编辑删除!谢谢工作计划一、近期今年是在新的工作岗位工作的年,是熟悉工作,履职,方法,积累经验的一年,年中“转变,”,即转变工作角色,工作职责。
转变工作角色:参加工作近十年了,从事的工作一直都单一,以至于对行业的工作所知甚少,以至陌生,县办公室全县的核心机构,工作涉及到全县各行各业,对此,在思考问题,事情时,跳出以前在的思维,摆正的位置,全局意识,转变工作角色。
工作职责:办公室对工作安排,尽快熟悉的工作和职责,熟悉县办公室的规章制度,工作要求;熟悉县办公室总体工作及年初工作,工作任务;三虚心办公室同志的,善于学习、勤于思考,在干中学、学中干,工作的运行和问题的程序;四要与科室同志总结前期工作,工作努力方向。
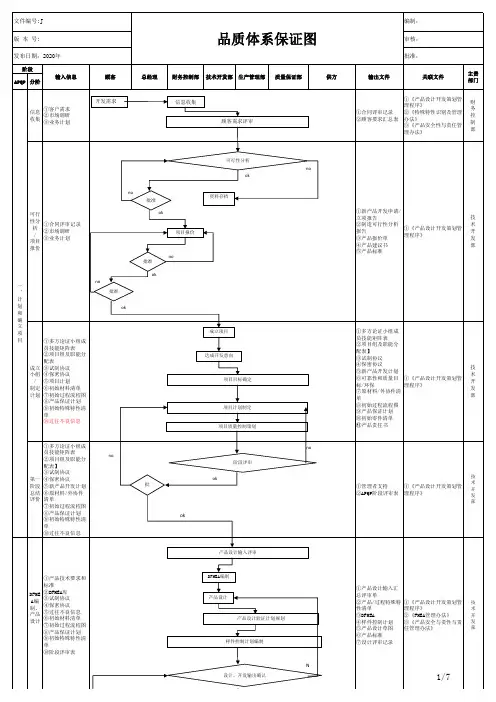
TZQP-PG-004 产品鉴别与追溯管理程序
TZQP-PG-003 采购产品品质管理程序TZQP-CG-001 采购管理程序
TZQP-PG-003 采购产品品质管理程序TZQP-PG-012 品质异常处理程序TZQP-SJ-006 模治具管理程序TZQP-GL-004 6S 管理程序TZQP-ZZ-001 制程管制程序TZQP-PG-009 检验与测试管理程序TZQP-GL-013 资料分析与持续改进管理程序TZQP-PG-013 纠正与预防措施管理程序TZQP-PG-010 信赖性试验管理程序
TZQP-SG-003 紧急应变管理程序
TZQP-GL-013 资料分析与持续改进管理程序
TZQP-GL-011 客户财产控制程序
TZQP-SJ-004工程变更管理程序
TZQP-PG-008 统计技术管理程序
TZQP-GL-005 员工激励与满意度调查管理程TZQP-SJ-001合理化管理程序TZQP-GL-001 记录管理程序TZQP-SG-001 交货管理程序TZQP-PG-014 客户抱怨管理程序TZQP-PG-011不合格品管理程序
TZQP-PG-005 量测系统分析管理程序TZQP-GL-006 训练管理程序TZQP-GL-010 经营计划管理程序TZQP-GL-012 内部质量审核管理程序TZQP-GL-007 产品审核管理程序
TZQP-YY-002 服务管理程序TZQP-SG-002搬运储存包装管理程序TZQP-PG-007 实验室管理程序
TZQP-PG-006 检验、测量与测试设备管理程序
TZQP-PG-004 产品鉴别与追溯性管理程序
TZQP-PG-001 品质会议管理程序。
服装质检部标准化检验流程一、概述辅料检验的目的是了解到仓辅料的品质情况,判定是否符合订购要求,能否在大货中使用。
二、工作容查验辅料的品质,数量等工作。
三、检验方法与标准按照AQL0.65进行抽样检验。
AQL表格如下:拉链检验:检验围尺寸、外观、颜色、色牢度、拉力测试、缩率、验针、耐腐蚀测试、其他客人要求的测试。
1.尺寸测量方法:将拉链自然平放在台面上,用尺测量其长度。
尺寸接受围(单位:mm)无特殊要求牛仔裤(裙)门襟拉链上止口布不低于15mm,下止口布不低于12mm。
2.外观外观检测:将拉链平放在台面上,无波浪,无弯曲,链齿光亮整洁,无污渍,带布无抽纱,上下止口无毛头,链齿啮合完好,180度翻转拉动拉链顺畅无卡齿感,特别是上下止处拉动顺畅并试其链锁是否有效。
3.颜色测量方法:标准光源下对板目测。
接受围:布带、拉头、链牙颜色3级以上。
4.色牢度检测方法:将拉链放于80度的温水中浸泡15分钟,取出后自然干燥,(客人有其他特殊要求的要委托第三方检测并有报告)。
接受标准:测试后色差3级以上。
5.拉力测试链牙啮合受力测试:完全闭合拉链,在拉链中段垂直于链布,同相反方向各均衡施力45N、15秒。
拉链强力测试:闭合拉链使拉链处于自锁状态,分开两带布,呈现60度角,向两边各施力45N、10秒。
下止强力测试:拉头拉至下止,完全分开拉链,拉链两边呈180度,分别向两边各均衡施力40N、15秒。
拉辨强力测试:闭合拉链,拉头处于锁状,垂直于拉辨均衡施力50N、10秒。
6.缩率测试测试方法:取两条拉链,一条浸水沾湿烘干后测量长度,另一条200度干烫后测量长度,计算出缩率。
缩率接受围:缩率不可超过2%。
7.验针能顺利通过1.0mm验针卡的验针机。
8.耐腐蚀测试测试方法:将拉链放于80度浓度3%的Nacl溶液中180秒,取出自然干燥,目测有无锈斑、蚀痕。
洗水会有其他腐蚀无素的要按大货洗水方法洗水测试。
9.其他要求按客人要求竞用偶氮染料或其他元素如、铅、镍、镉等元素的得要委托第三方检测。
验货流程图采购部验货流程1.在采购部传递信息后,根据〈〈QA部工作职责〉〉的有关规定做出验货时间安排。
2.提前了解生产的工厂,生产的品种,了解合同的大致内容,熟悉生产要求和我司的质量要求,熟悉检验标准,要求和检验的重点。
3.了解大致要求后,要对所验的货物主要有哪些疵点,要做到心中有数。
对容易出现的问题要重点抓住,要有灵活应变的处理方法,在验货时要做到认真细致。
4.了解大货出来的时间,并安排准时到达工厂。
5.准备好检验的必备的东西(见验货必备的东西说明)以及自己所需的生活用品。
2.到工厂检验车间观看工厂检验员的检验,了解工厂的检验严格与否,并了解工厂的检验依据,检验制度,以及对一些严重的疵点的处理方法;同时也可到生产车间,了解我司货物的生产情况等问题,做到心中有数。
3.落实检验场所(如检验平台),设备(如克重机器,卷尺,计算器等)。
4.通常情况下应先征求工厂的意见和安排检验。
一般情况下,应征求厂家提供检验平台。
5.在检验时,我们应要求工厂的人进行配合,以便更好的操作。
6.确定检验的数量:A.一般情况下,是要根据不同数量,根据《抽样管理规范》进行随机抽查。
B.对抽取的货物按照国际通用标准或者客户标准进行检验。
所有检验出来的不良产品都应该根据不良程度分为致命缺陷(Critical),重大缺陷(Major),轻微缺陷(Minor)再根据采购合同提供的允收水准来判定改批次产品是不合格还是合格7.抽验的操作程序:A.把产品样品放在检验平台(场所)内,按照检验流程和根据相关的合同文件,笔记和图片认真仔细地检验核对;对产品的数量,外观,包装与麦头,功能等进行检验。
B.根据质量要求,按照报告形式同时填入表中。
C.对在检验过程中,发现的一些特殊和不清楚的疵点,可以当场询问工厂的质检人员,并取疵样。
D.在检验的过程中,一定要从严把握。
E.在进行随机抽查中,要做到认真细致,要按照逻辑办事,不要怕麻烦。
8.确定所有检验项目(见检验流程表)是否存在有漏验。