车削套类零件
- 格式:ppt
- 大小:397.00 KB
- 文档页数:11
套筒类零件的加工工艺及夹具设计套筒是一种常用的机械零件,广泛应用于汽车、机械设备等领域。
套筒的加工工艺及夹具设计对于产品质量和生产效率有着重要影响。
下面将从套筒类零件的加工工艺和夹具设计两个方面进行详细介绍。
一、套筒类零件的加工工艺1.材料选择:套筒常用的材料有铸铁、合金钢等。
根据产品的要求和使用环境选择合适的材料。
2.工艺规划:在确定套筒的形状和尺寸后,进行工艺规划。
包括确定加工顺序、加工方法、工艺参数等。
3.车削:套筒类零件的加工通常采用车削加工。
首先是粗车削,将套筒的外径、内径和长度粗略加工到指定尺寸。
然后进行精车削,将尺寸加工到精度要求的范围内。
4.放电加工:对于一些工艺要求高、难以进行车削的套筒类零件,可以采用放电加工。
通过电火花的烧蚀和溶解作用,使套筒的表面精度得到提高。
5.热处理:对于一些要求硬度和耐磨性的套筒类零件,可以进行热处理。
热处理方法包括淬火、调质等,可以提高套筒的使用寿命和性能。
6.光洁处理:对于一些外观要求高的套筒类零件,可以进行光洁处理。
包括抛光、喷砂等方法,使套筒表面变得光滑。
二、套筒类零件的夹具设计1.夹具类型选择:根据工件的形状和加工要求选择合适的夹具类型。
常用的夹具类型有卡盘夹具、槽铣夹具等。
2.夹紧力设计:根据套筒的材料和形状,设计夹具的夹紧力。
夹紧力要足够大,保证工件的刚性和位置精度。
3.夹具定位设计:设计夹具的定位方式,保证工件在加工过程中的位置精度。
常用的定位方式有销针定位、销楔定位等。
4.夹具结构设计:根据套筒的特点和工艺要求,设计夹具的结构。
包括夹具机构、夹具部件的尺寸和材料等。
5.夹具刀具设计:根据加工工艺的要求,设计夹具的刀具。
包括车刀、铣刀等。
刀具要具备良好的切削性能和耐磨性。
6.夹具的安装和调试:根据设计要求,进行夹具的安装和调试。
确保夹具能够正常工作并满足加工要求。
以上是关于套筒类零件的加工工艺及夹具设计的详细介绍。
加工工艺的合理选择和夹具的设计可以有效提高套筒类零件的加工效率和产品质量。

套类零件的加工方法《套类零件的加工方法:超接地气的独家秘籍》嘿,兄弟姐妹们!今天我来和你们唠唠套类零件的加工方法,这可就像是我压箱底的宝藏秘籍,一般人我可不告诉他哦!首先呢,咱们在加工套类零件之前,得好好准备一番,就像你出门旅行前得收拾好行李一样。
这个准备工作呀,最关键的就是要挑选合适的原材料。
这原材料就像是你做菜的食材,要是食材不新鲜或者不对路,那做出来的菜肯定不好吃,加工出来的零件也肯定不合格。
你得根据套类零件的具体要求,比如说硬度、韧性之类的参数,去选择合适的金属材料。
这就好比你要做一道川菜,肯定得选辣椒这种能体现风味的食材一样。
我就曾经因为没仔细看要求,选错了材料,结果加工出来的套类零件软趴趴的,就像没骨气的软脚虾,根本没法用,可把我坑惨了。
材料选好了,接下来就是划线工序。
这就像是给零件画个草图,告诉它哪里该怎么加工。
你得用专业的划线工具,像划针、钢板尺这些,在原材料上把加工的轮廓线和中心线什么的都划清楚。
这个时候啊,手可得稳,眼睛也得准,要是一划歪了,那就像你画眉毛画歪了一样,整个脸看起来都怪怪的。
我刚开始的时候,手总是抖,划出来的线那叫一个歪七扭八,师傅看了直摇头,说我划的线比醉汉走的路还弯呢。
划好线之后,就是钻孔啦。
钻孔就像是给零件开个洞,这个洞的位置和大小都得按照咱们划的线来。
你得把零件固定好,就像把调皮的小孩按在椅子上一样,不让它乱动。
然后用钻头慢慢地钻,速度不能太快,不然钻头容易断,就像你跑步太快容易摔倒一样。
我有一次心急,把钻头转得飞快,结果“咔嚓”一声,钻头断在零件里了,那感觉就像吃了一口沙子,别提多难受了。
而且在钻孔的过程中,要经常退钻头,把钻屑排出来,这钻屑就像垃圾一样,要是不及时清理,就会影响钻孔的质量,就像垃圾堆满了屋子,人在里面肯定不舒服。
钻好孔之后呢,就该进行车削加工了。
车削就像是给零件做个美容,把它的外形加工成咱们需要的样子。
把零件装夹在车床上,调整好刀具的位置和转速。

薄壁套类零件车削加工方法摘要:工业中广泛使用薄壁件,但是由于其加工工艺性差,在切削力、残余应力、切削热、夹紧力等因素影响下,薄壁件易发生加工变形,不易控制加工精度和提高加工效率。
本文对薄壁件加工过程中引起变形的因素进行了分析,通过改变工件的压紧方式和定位基准,设计制作工装并加工验证,得出加工薄壁件的合理工艺安排,顺利解决了工件变形问题,保证了加工质量,提高了加工效率。
关键词:薄壁套类零件车工夹具设计装夹方法一、前言航空工业中广泛使用薄壁结构零件。
薄壁零件由于其刚性好、强度高、相对重量较轻等优点,使得薄壁零件在社会中的运用越来越广泛。
薄壁零件主要是指零件的壁厚小于2mm的零件。
它们在机械加工工业中占有较大比例,薄壁套类零件因其具有重量轻、节约材料和结构紧凑等特点,广泛应用于航空领域。
此类零件结构复杂,刚度较低,加工余量大,并有很多的形位公差要求,加工中极易发生变形和切削振动,让刀现象严重,装夹和定位较困难,一直以来都是加工难点。
二、结构分析此项套类零件是用来支承旋转轴及轴承,该类零件的主要表面是内孔和外圆,其主要技术要求是内孔及外圆的尺寸以及圆度要求;内外圆之间的同轴度要求;孔轴线与端面的垂直度要求。
薄壁套类零件壁厚很薄,径向刚度很弱,在加工过程中受切削力、切削热及夹紧力等因素的影响,极易变形,导致以上各项技术要求难以保证。
针对这些问题,本文对薄壁套类零件加工过程中装夹方法做了初步的探讨。
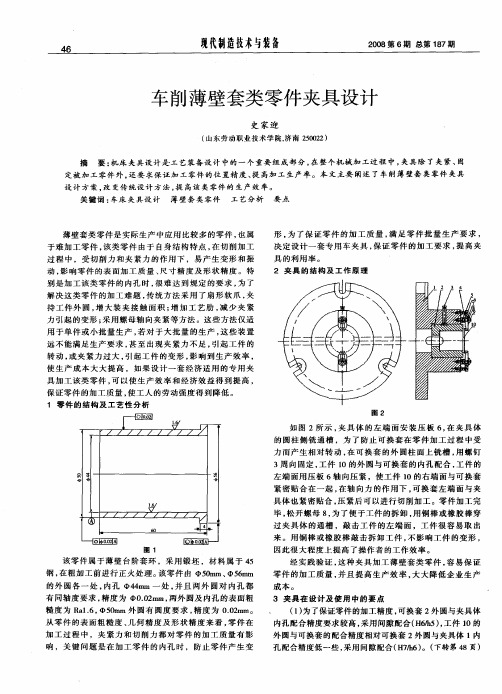
我厂生产某项车削加工薄壁套类后盖零件,首次投入400件,生产类型为大批量。
此项零件壁厚仅为0.7mm,最薄的地方为0.5mm。
三、初次加工存在的问题我们对首批加工情况进行调查、分析和研究,投入400件,超差品181件,报废19件,合格率仅为50%。
按照原来的加工方法,先镗右端内腔及环槽,再调头车削左端圆台,夹持零件右端外圆时零件已经变形,然后用和圆台同样大小的圆环将零件小端面压紧在芯轴上,接触面小,在加工过程中旋转,零件跳动量大,装夹不牢靠。


提高薄套类零件车削加工精度的研究万思敏(自贡硬质合金有限责任公司,四川自贡643000)应用科技脯要】本文针对薄套类零件车削加工的特点——零件壁滓、刚性差、易产生变形和振动。
围绕影响薄套类零件车削加工精度的因素一车床、刀具、切削用量、切削凌、工装夹具开展研究,通过分析研究,确定了选择车床、合理刀具几何参数和合适切削用量、切削液的原则及两种车削薄套类零件外圆和孔的工装夹具。
同时总结了两种简单易行的减振方法,提高薄套类零件车削加工精凰陕键间薄套类零件;加工精度;车削加工随着机械工业的逐步发展,薄套类零件需求数量日益增加。
由于薄套类零件在车削加工中易产生变形和振动,零件精度难保证,属难加工件。
下面从影响薄套类零件加工精度的因素和减振方法两方面进行研究和介绍。
1影响薄套类零件加工精度的因素1.1车床.车床是加工薄套类零件的基础,车床的精度直接影响薄套类零件的加工精度。
主轴轴颈圆度、主轴中心线与拖板导轨平行度、主轴间隙等均是影响因素。
调整车床主轴、拖板、刀架等转动和滑动部位的间隙,使车床处于最佳状态,提高薄套类零件车削加工精度。
12刀具,【..伺碜数合理的刀具几何参数是保证零件加工质量,提高效率,嘲氐成本的有效途径。
刀具门伺参数主要包括刀具的前角、后角、主偏角、副偏角、刃倾角。
这些角度是否合理,直接影响到被加工零件的质量。
下面是选择加工薄套类零件刀具几伺参数的原则:1)前角。
在主剖面内,前刀面与基面之间的夹角。
合理的前角既要切削刃锐利,又要有一定的强度和散热体积。
车削薄套类零件时,为减少振动适当加大前角。
2)后角。
在主剖面内,后刀面与切削平面之间的夹角。
车削薄套类零件时,选稍大后角,利于增加刀头强度,增大散熟,体积。
3)主偏角。
主切削刃在基面上的投影与进给运动方向之间的夹角。
加工薄套类零件为减少振动,选用较大主偏角,使主刀刃参加工作的长度越,J、越好。
4)吾蝙角。
副切削刃在基面上的投影与背进给运动方向之间的夹角。
车工选择题复习卷含答案1. 主切削平面与假定工作平面间的夹角,并在基面中测量的角度是()。
(A)前角(B)后角(C)主偏角(正确答案)(D)副偏角答案解析:(C)主偏角2. 车外圆时,刀尖()于工件轴线,使前角增大,后角减小。
(A)低(B)等高(C)高(正确答案)(D)无影响的答案解析:(C)高3. 车削有硬皮的铸、锻件或粗加工时,为保证刀具强度,应取()的前角。
(A)较大(B)较小(正确答案)(C)零(D)无所谓答案解析:(B)较小4. 精车时,为了减小工件的表面粗糙度,刃倾角应取()值。
(A)正、负都可以(B)正(正确答案)(C)负答案解析:(B)正5. 切削用量中,()对刀具磨损的影响最大。
(A)切削速度(正确答案)(B)进给量(C)背吃刀量答案解析:(A)切削速度6. 在切削过程中,按其作用,工作运动可分为()。
(A)切削运动和主运动(B)主运动和进给运动(正确答案)(C)切削运动和进给运动(D)辅助运动和主运动答案解析:(B)主运动和进给运动7. 车削时,工件的旋转运动是()。
(A)主运动(正确答案)(B)进给运动(C)切削运动(D)辅助运动答案解析:(A)主运动8. 工件上经刀具切削后产生的表面叫()。
(A)已加工表面(正确答案)(B)待加工表面(C)加工表面(D)基面答案解析:(A)已加工表面9. 车刀切削刃正在切削的表面是()。
(A)已加工表面(B)加工表面(正确答案)(C)待加工表面(D)基面答案解析:(B)加工表面10. ()是衡量主运动大小的参数(A)切削速度(正确答案)(B)进给量(C)切削深度(D)切削温度答案解析:(A)切削速度11. 车削直径d=60mm的工件外圆,车床主轴转速n=600r/min,问切削速度是多少?()(A)103m/min(B)95m/min(C)108m/min(D)113m/min(正确答案)答案解析:(D)113m/min12. ()是计算机床功率,选择切削用量的主要依据。
盘套类零件的车削1. 盘类零件的加工盘类零件的轴向L(纵向)尺寸一般远小于径向D尺寸,且最大外圆直径D与最小内圆直径d 相差较大,并以端面面积大为主要特征,如图6-1所示。
这类零件有:圆盘、台阶盘以及带有其他形状的齿形盘、花盘、轮盘和圆盘形零件等。
在这类零件中,较多部分是作为动力部件,配合轴杆类零件传递运动和转矩。
盘类零件的主要表面为内圆面、外圆面及端面等,其加工方法与其毛坯材料、加工余量有关.分别简介如下。
一、工艺分析1.选材与选毛坯盘类零件一般需承受交变载荷,工作时处于复杂应力状态。
其材料应具有良好的综合力学性能,因此常用45钢或40Cr钢先做锻件,并进行调质处理,较少直接用圆钢做毛坯,但对于承受载荷较小圆盘类零件或主要用来传递运动的齿轮,也可以直接用铸件或采用圆钢、有色金属件和非金属件毛坯。
2.确定工序间的加工余量盘类零件的毛坯加工余量在选毛坯时就已确定,但每一个工序的加工,须为下一工序留下加工余量。
3.定位基准与装夹方法盘类零件内孔、端面的尺寸精度、形位精度、表面粗糙度,是盘类零件加工的主要技术要求和要解决的主要问题。
盘类零件加工时通常以内孔、端面定位或外圆、端面定位、使用专用心轴(一种带孔工件的夹具)或卡盘装夹工件。
二、工艺过程特点一般来说,车削加工通常以内孔、端面定位、插人心轴装夹工件,这符合基准重合、基准统一原则。
车内孔时,车削步骤的选择原则除了与车外圆有共同点之外,还有下列几点:1)为保证内外圆同轴,最好采用"一刀落"的方法,即粗车端面、粗车外圆、钻孔、粗镗孔、精镗孔、精车端面、精车外圆、倒角、切断、调头车另一端面和倒角。
如果零件尺寸较大,棒料不能插入主轴锥孔中,可以将棒料比要求尺寸放长lomm左右切断。
在镗孔时不要镗穿,以增加刚性,车到需要尺寸以后再切断。
2)对于精度要求较高的内孔,可按下列步骤进行车削,即钻孔、粗铰孔、精铰孔、精车端面、磨孔。
但必须注意,在粗铰孔时应留铰孑L或磨孔余量。