763焦炉刮板机设计
- 格式:doc
- 大小:139.00 KB
- 文档页数:10

煤矿用刮板输送机设计随着社会的发展和经济的不断增长,煤矿能源的需求也在不断增加。
为了满足这种增加的需求,煤矿生产企业需要运用先进的技术设备来提高工作效率和生产速度。
刮板输送机是传输煤炭的主要设备之一,其在煤矿生产中占据着非常重要的地位。
本文将从设计、结构、工作原理和应用等方面探讨煤矿用刮板输送机的设计。
一、设计煤矿用刮板输送机的设计需要考虑到以下几个方面:1.输送能力刮板输送机的设计要考虑到生产的需求,即每小时输送的煤炭量。
除此之外,还要考虑刮板输送机的长度和斜度。
2.输送距离刮板输送机的设计要考虑到输送距离,包括输送高度和水平距离。
3.材料选择刮板输送机的设计需要考虑到材料的选择,包括输送带和滚筒等部件的材料。
这些部件应选择寿命长、磨损小、强度高的材料。
二、结构刮板输送机的结构包括主体结构和配件结构。
1.主体结构刮板输送机的主体结构由支架、输送带、驱动器、滚筒和刮板组成。
其中,支架是刮板输送机的主要承重部件,要求以强度高、稳定性好为主要考虑因素。
输送带的宽度和材料要能够满足煤炭输送的需求。
驱动器是刮板输送机的主要动力部件,要求动力强劲、稳定性好。
滚筒是刮板输送机的主要承载部件,材料和设计要求很高,是评判刮板输送机好坏的重要标准。
刮板是刮板输送机的传动部件,要求强度大、稳定性好、刮削效果好。
2.配件结构刮板输送机的配件结构包括支座、吊架、导向辊和挡板等。
支座是刮板输送机的支撑结构,要求耐用、稳定性好。
吊架的作用是在输送过程中,将输送带固定好,保证输送带不会脱落。
导向辊是刮板输送机的辅助结构,可以将煤炭从输送带上导出去。
挡板是刮板输送机的衬板,主要用于防止煤炭波动、提高输送效率及保护输送带和滚筒。
三、工作原理刮板输送机的工作原理是将煤炭从矿井口或其他的装载点装载到滚筒输送带上,在输送过程中通过刮板的作用,使煤炭被刮落到输送带上转运到矿井的目的地。
刮板输送机的优点是输送距离长、能够完成大量的输送工作,是目前煤矿生产企业必不可少的设备之一。

4.1刮板输送机输送能力的计算4.1.1工作面刮板输送机的输送生产能力计算刮板输送机输送能力Q 按下式计算:Q =3600Av ρ (4-1)式中 Q ——刮板输送机输送量(t/h ); A ——溜槽上物料装载断面(m 2); v ——刮板链条速度(m/s ); ρ——物料堆积密度(t/m 3)。
4.1.2溜槽上物料断面积A 计算图4-1 溜槽中货载最大断面积溜槽上物料断面积A :4)(21211200321D h b b b C h b A A A A e π-⨯-++=-+= (4-2)式中 A 1、A 2——单侧挡板溜槽上物料断面各部分的面积(m 2);A 3——导向管断面面积(m 2); b ——溜槽宽度(m ); h 0——溜槽槽口高度(m ); b 0——溜槽槽口宽度(m );h 1——刮板输送机工作时档煤净高(m ); α——物料的动堆积角,取α=20˚;m 3.020tan )085.02.073.0(tan )(121=︒⨯-+=⨯-+=αb b b hb 1——溜槽上框架宽度(m ); b 2——溜槽距挡板的距离(m ); D ——导向管直径(m );C e ——装载系数。
)(m 159.0 407.014.33.0)085.02.073.0(9.021087.056.022=⨯-⨯-+⨯⨯+⨯=AQ =3600×0.159×1.04×0.9=535(t/h)4.1.3刮板输送机上的物料断面面积的计算当给定工作面刮板输送机的生产能力,验算溜槽最大物料断面面积A':159.0119.09.004.136004003600=<=⨯⨯=='A v Q A e ρ(m 2)所设计的刮板输送机中部槽尺寸满足生产能力要求。
4.2刮板输送机水平弯曲段几何参数的计算工作面刮板输送机,随着采煤机的移动,需要整体逐段向煤壁推移,使工作面刮板输送机呈蛇形弯曲状态。

矿用刮板输送机设计一、设计目标:1.能够满足矿山或煤矿的输送需求,提高生产效率。
2.结构简单、使用方便,减少运行维护成本。
3.材料选用合理,提高设备的寿命和使用效果。
二、设计原理:三、设计步骤:1.确定输送机的输送能力和输送距离,以此来确定输送机的尺寸和结构。
2.选择合适的链条和刮板,根据物料的性质和输送能力来确定最佳的链条和刮板尺寸。
3.设计输送机槽体的结构,包括进料端、出料端和中间区域。
槽体应具有足够的强度和刚度,以确保正常运行。
4.设计传动装置,包括电动机和减速器。
应确保传动装置具有足够的功率和稳定性,以满足输送机的工作要求。
5.确定输送机的支撑结构,确保输送机的稳定性和安全性。
6.确定输送机的配套设备,如运行监测、自动控制等装置,以提高设备的安全性和自动化水平。
四、设计要点:1.在选择链条和刮板时,应根据输送物料的性质和环境条件来确定材料和尺寸。
要考虑到物料的粘附性、硬度和温度等因素。
2.槽体结构应设计合理,确保在运行过程中不会产生堵塞和泄漏等问题。
尤其是在输送湿煤等易粘附物料时需要格外注意。
3.传动装置的选用与设计直接影响设备的运行效果和寿命。
应选择具有合适转速和扭矩的电动机和减速器,并合理安装在输送机上。
4.输送机的支撑结构必须具有足够的强度和稳定性。
要根据输送机的尺寸和工况来选择合适的支撑方式,确保输送机的安全运行。
五、设计优化:1.采用高性能的链条和刮板,能够减少运行阻力和磨损,提高设备的使用寿命。
2.合理设计输送机的配套设备,如行走速度、自动控制等,以提高设备的工作效率和安全性。
3.采用新型的材料和结构,能够减轻设备的自重,提高输送能力和效率。
总之,矿用刮板输送机的设计应根据具体的工况和要求进行,各个部分的设计与选择要充分考虑设备的使用环境和物料特性,以提高设备的传送能力和使用效果。
同时,还要注重设备的结构强度与稳定性,以确保设备的安全运行。

刮板输送机结构设计刮板输送机是工业生产过程中常用的一种物料输送设备,主要用于水泥、矿石、化肥、煤炭等粉状、颗粒状物料的输送。
因其结构简单、可靠性高、输送距离长等优点而被广泛应用。
本文将重点介绍刮板输送机的结构设计。
1. 主要组成部分刮板输送机主要由以下几个组成部分组成:1.1 输送机架:刮板输送机的主体支撑部分,由钢板焊接而成,设计强度应符合输送物料的质量和输送距离的要求。
1.2 机头部分:包括电机、减速机、驱动轮等,是刮板输送机的动力来源,其设计必须符合输送机的承载能力和输送速度要求。
1.3 输送机头部分:通常包括可伸缩的进料口及其控制系统,以及旋转刮板和链条传动系统。
刮板输送机根据不同的输送要求,机头部分的结构也各有不同。
1.4 输送机尾部分:包括尾轮、拉力调节机构、清洗装置等,主要用于保证输送机的平稳运行和清洁卫生。
1.5 刮板输送机链板:刮板输送机链板是刮板输送机中的核心部件,根据输送物料的不同,链板的结构和材料也各有不同。
一般情况下,链板由高强度钢材制成。
2. 刮板输送机的结构设计2.1 机架的结构设计输送机架是刮板输送机的主体支撑部分,其设计必须符合承载物料重量和输送距离的要求。
机架一般由4根钢管组成一个整体,另外互相连接构成四边形的框架结构。
机架的主要受力部位是机架的首尾两端,因此设计时需要考虑这两个部分的加强。
2.2 机头的结构设计输送机头部分是刮板输送机的动力来源,其设计必须符合输送距离、输送量和输送速度的要求。
机头部分应包括电机、减速机、驱动轮等。
根据不同的输送要求,机头的结构也各不相同。
一般情况下,机头的驱动方式有链条传动和二次定位装置两种。
2.3 刮板输送机链条的结构设计刮板输送机链条是刮板输送机中的核心部件。
链板材料采用高强度合金钢,链板的连接采用高强度螺栓。
链条通过滚动承载机头和物料的重量,链条的结构设计必须符合输送物料的特性,链条的宽度、高度和夹力应进行严格的计算。
摘要刮板输送机是一种挠性牵引机构的连续输送机械,是为采煤工作面和采区巷道运煤布置的机械。
它的牵引机构是刮板链,承载装置是中部槽,刮板链安装在中部槽的槽面。
中部槽沿运输路线全线铺设,刮板链绕经机头、机尾的链轮接成封闭形置于中部槽中,与滚筒采煤机和输送机推移装置配套,实现落煤、装煤、运煤及推移输送机械化。
沿输送机全长都可向溜槽中装煤,装入中部槽中的煤被刮板链拖拉,在中部槽内滑行到卸载端卸下。
一般的刮板输送机能在25°以下的条件下使用。
刮板输送机在使用中要受拉、压、弯曲、冲击、摩擦和腐蚀等多种作用,因此,必须有足够的强度、刚度、耐磨和耐腐蚀性。
由于它的运输方式是物料和刮板链都在槽内滑行,因此运行阻力和磨损都很大。
但是,在采煤工作面运煤,目前还没有更好的机械可代替,只能从结构上、强度上和制造工艺上不断研究,使它更加完善、耐用。
刮板输送机是与大型综采工作面设备配套使用的液压支架、采煤机,完成把工作面采煤机采下的煤输送、转运到后续运输设备上的任务,并提供相应的连接手段。
本说明书主要介绍了输送机传动部的设计计算。
SGB630/220型输送机传动部主要是由电动机、减速箱和液力耦合器组成,该输送机内横向布置,电动机输出的动力经由三级圆锥圆柱齿轮的传动,最后驱动链轮转动。
此外,还对SGB630/220型输送机的使用与维护进行了说明,以便能更好的发挥该输送机的性能,达到最佳工作效果。
关键词:刮板输送机;减速器;机头部;机尾部;液力耦合器。
全套设计说明书,翻译,CAD图纸,联系153893706ABSTRACTScraper Conveyor is a continuous flexible traction transport machinery for mining coal face and Roadway layout of machinery.It's traction is the scraper chain, carrying equipment in the central trough, scraper chain installed in the central groove of the groove surface.Central groove along the transportation routes across the board laying around by the nose scraper chain, sprocket tail then placed into a closed-shaped central slot, with the passage of Shearer and conveyor equipment necessary, to achieve loading of coal, coal loading,over coal and transport mechanization.Along the full can to the chute conveyor are installed with coal, the coal is loaded into the central tank scraper chain drag, slide in the central tank to remove the uninstall side.General Scraper Conveyor function of the following conditions in the use of 25 °.Scraper conveyor in use are subject to tension, compression, bending, impact and corrosion and other effects of friction, therefore, must have sufficient strength, stiffness, wear and corrosion resistance.Because of its mode of transport is the material and the scraper chain sliding in slots, so running resistance and wear are great.However, coal in the coal face, There is no better machine can replace only from the structure, the intensity of ongoing research and manufacturing process to make it more perfect and durable.Reproduced large-scale machine is fully coal face with the equipment supporting the use of the Gate transmission, reproduced equipment, to complete the face conveyor sent to the coal transportation, transit facilities to follow up on the conveyor belt of tasks and to provide the appropriate means of connection. This manual introduces the conveyor drive on the design calculations.SGB630/150C type conveyor unit of AC is mainly motor, gear box and hydraulic coupler component, the dual-head conveyor drive motor output of the power transmission through three gears, final drive sprocket rotation.In addition, returning use for SGB630/220 scraper conveyor and maintenance proves, In order to be able to good full play performance of person who should mine, reach the best working result.Key words:scraper conveyor; reducer; machine head; aircraft tail; hydraulic coupler.1 概述近年来随着高产高效集约化矿井的迅速发展,煤矿都在争取实现一矿一井一面的高度集约化生产模式。
第三章刮板输送机3选型设计1.选型依据刮板输送机是常用的物料输送设备之一,广泛应用于矿山、冶金、化工、建材、粮食等行业。
选型设计是确保输送机性能满足生产要求的重要步骤。
本章将根据物料特性、工艺要求、环境条件等因素,选取合适的刮板输送机型号。
2.物料特性本次选型设计的物料是煤矸石,煤矸石的物料特性如下:(1)颗粒度较大,一般为10-300mm;(2)湿度较高,一般为10-20%;(3)具有一定的粉尘性。
3.工艺要求根据生产线的要求,刮板输送机需要具备以下工艺要求:(1)输送能力:根据生产线的产量要求,选择合适的输送能力;(2)连续工作:输送机需要能够连续工作,确保生产线的持续运行;(3)耐磨性:由于煤矸石颗粒较大,输送机的刮板和输送槽需要具备良好的耐磨性;(4)密封性:考虑到物料具有一定的粉尘性,输送机需要具备良好的密封性,避免粉尘外泄。
4.环境条件根据工作场所的实际环境条件,选型设计需要考虑以下因素:(1)温度:根据环境温度,选取合适的材质和控制方式,确保输送机正常工作;(2)湿度:考虑到湿度较高,选用防锈、防腐材料,以延长输送机的使用寿命;(3)粉尘:采取合适的防尘措施,确保环境清洁和操作员的健康安全。
5.选型方案综合以上要求,初步选取以下三种刮板输送机型号进行比较和评估。
型号1:TGSS型刮板输送机该型号刮板输送机具有以下特点:(1)输送能力大、速度较快,适用于高产量要求的生产线;(2)采用高强度耐磨材料制造,具有较好的耐磨性和耐腐蚀性;(3)可靠的密封设计,有效控制粉尘外泄,保护工作环境。
型号2:TGS型刮板输送机该型号刮板输送机具有以下特点:(1)输送能力中等,适用于中等产量要求的生产线;(2)选用优质钢材制造,表面经过特殊处理,具有较好的耐磨性和防腐性;(3)采用密封输送槽,减少粉尘外泄。
型号3:TGW型刮板输送机该型号刮板输送机具有以下特点:(1)输送能力较小,适用于较小产量要求的生产线;(2)选用优质铸铁材料制造,具有较好的耐磨性和耐腐蚀性;(3)采用密封输送槽和密封刮板,有效控制粉尘外泄。
刮板输送机毕业设计刮板输送机毕业设计毕业设计是大学生在毕业前完成的一项重要任务,它既是对所学知识的综合运用,也是对专业素养的一次考验。
在机械工程专业中,刮板输送机是一种常见的物料输送设备,广泛应用于矿山、化工、冶金等行业。
本文将围绕刮板输送机的毕业设计展开讨论,探讨其设计原理、技术要点和应用前景。
一、设计原理刮板输送机是一种通过刮板链将物料从一个地点输送到另一个地点的设备。
其工作原理主要包括以下几个方面:1. 刮板链传动:刮板输送机的运动依靠刮板链的传动。
刮板链由若干个刮板片和链节组成,通过电机驱动链轮旋转,刮板片在链轮的带动下进行往复运动,从而实现物料的输送。
2. 刮板板带:刮板输送机的输送带由刮板片组成,刮板片的形状和排列方式会影响物料的输送效果。
通常,刮板片的形状为倒梯形,这样可以增加物料与刮板板带之间的摩擦力,提高输送效率。
3. 驱动装置:刮板输送机的驱动装置通常由电机、减速器和链轮组成。
电机提供动力,减速器将电机的高速旋转转换为适合刮板链运动的低速旋转,链轮则将旋转运动传递给刮板链。
二、技术要点在刮板输送机的毕业设计中,需要重点考虑以下几个技术要点:1. 输送能力:刮板输送机的输送能力是指单位时间内输送的物料量。
设计时需要根据实际工况和要求确定输送能力,考虑物料的种类、密度、湿度等因素。
2. 传动装置:刮板链的传动装置需要具备足够的动力和稳定性。
在设计中,需要选择合适的电机功率和减速器型号,并进行传动计算和轴承选型。
3. 结构设计:刮板输送机的结构设计需要考虑设备的稳定性和安全性。
合理的结构设计可以减少设备的振动和噪音,并提高设备的使用寿命。
4. 自动化控制:刮板输送机的自动化控制可以提高设备的运行效率和安全性。
在设计中,可以考虑采用传感器、PLC控制系统等技术手段,实现对设备的自动监测和控制。
三、应用前景刮板输送机作为一种常见的物料输送设备,在矿山、化工、冶金等行业有着广泛的应用前景。
刮板输送机设计计算1.引言刮板输送机是一种常用的物料搬运设备,它通过牵引链条带动刮板将物料从一端输送到另一端。
在设计刮板输送机时,需要考虑物料的特性、输送距离、输送能力等因素,以保证其正常运行和高效工作。
本文将详细介绍刮板输送机的设计计算。
2.物料特性首先需要了解输送物料的特性,包括物料的粒度、密度、湿度等参数。
根据物料的特性,选择合适的刮板输送机结构、刮板和链条,以确保物料的安全输送和排除堵塞的能力。
3.输送能力计算Q=V×W×k其中,Q为刮板输送机的理论输送能力(单位为t/h),V为刮板速度(单位为m/s),W为输送宽度(单位为m),k为修正系数。
修正系数k的取值范围一般为0.8~1.0,对于多层输送和高速输送的刮板输送机,k的取值可以更低。
根据实际需要,选择合适的k值进行计算。
4.功率计算P=Q×H×η其中,P为所需的动力(单位为kW),Q为刮板输送机的理论输送能力(单位为t/h),H为输送高度(单位为m),η为输送机的综合传动效率。
综合传动效率η一般取0.85~0.95,根据实际情况进行选择。
5.结构设计刮板输送机的结构设计需要考虑刮板、链条、支架等部件的尺寸和强度。
刮板的尺寸需要根据输送物料的特性、刮板的材质和厚度等因素进行选择。
链条需要满足一定的强度要求,以保证其正常运行和使用寿命。
支架的设计要考虑输送机的稳定性和安全性。
6.输送距离计算7.特殊要求考虑在刮板输送机的设计中,还需要考虑一些特殊要求。
例如,对于易结块的物料,可以采用刮板输送机设置加热装置来破块。
对于易粉尘爆炸的物料,需要采取相应的防爆措施。
根据实际情况,对这些特殊要求进行合理的设计和计算。
总结:刮板输送机的设计计算涉及物料特性、输送能力、功率、结构设计、输送距离和特殊要求等方面。
在设计刮板输送机时,需要综合考虑这些因素,并进行合理的计算和研究。
只有在设计过程中充分考虑各种因素,才能确保刮板输送机的正常运行和高效工作。
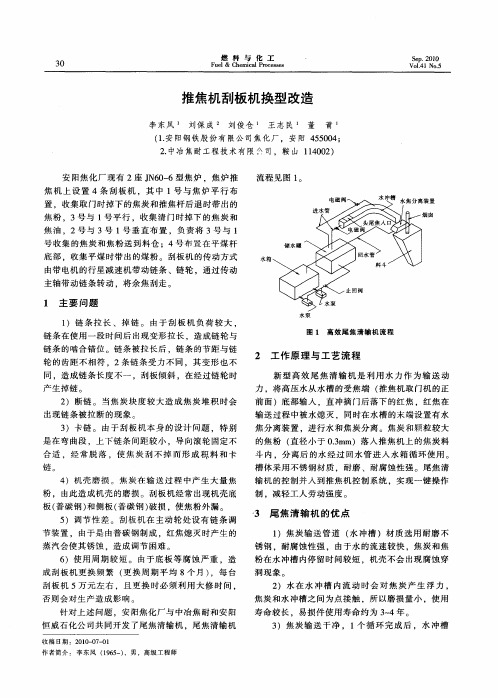
7.63m焦炉刮板机自控系统设计作者:刘琪王萌李明河安徽工业大学摘要:本文介绍了焦化厂焦炉新型清扫刮板机自控系统的控制方法。
通过Profibus-DP现场总线实现PLC与行走、卷取变频器及编码器之间的数据通信,通过带Profibus-DP接口的绝对型编码器实现对小车位移的精确控制,通过设置工作站实现对生产状况的监控。
详细说明了系统的设计思路及方法。
1引言国内刮板机仅能提升,不能水平输送,且功耗大、用材多,因此马钢煤焦化公司参照德国产品,设计研发了国内第一台粉焦刮板机。
粉焦刮板机安装在粉焦沉淀池上,用于将熄焦环水沉淀池中的粉焦刮到粉焦脱水台上,其新颖的设计具有功耗小,用材少的特点。
本系统要求刮板的位移控制精度小于5mm,因此控制系统设计了以下功能来实现刮取的稳定和整个系统的精确可靠运行和有效管理:(1)基于Profibus-DP现场总线的行走变频器和卷取变频器控制;(2)采用绝对型编码器对小车位移进行精确控制;(3)上位监控。
2控制方案刮板机系统控制对象包括:行走电机、卷取电机、电动抱闸。
行走电机、卷取电机包括正反转控制。
系统自动控制的核心是行走及卷取的精确定位控制。
(1)为实现精确定位控制,位置检测选用带Profihus-DP的绝对值编码器。
由PLC采集编码器提供的小车行走位移信号,将其与上位机设定的限位值进行比较,根据小车的实时位置得出新的速度给定值经Profibus-DP 现场总线传送至卷取变频器及行走变频器,控制卷取电机和行走的速度。
为实现快速停车,给变频器配备了制动单元和制动电阻。
(2)系统设备运行控制方式有全自动、手动两种。
启动后,自动循环往返实现工艺控制过程,对运行、停止、故障都有指示,并提供故障报警及事故紧急停车等功能。
同时在手动状态时,可手动、电动控制行走电机、卷取电机的运行。
系统传动部分及PLC部分放置在控制柜中,现场采用现场操作箱操作。
(3)为防止意外事故发生,在行程极限位,增设了接近开关,作为编码器故障的双重保险。
同时为了确保电机到位后绝对停车,特意配备了电动抱闸,作为最后停车保障之用。
(4)设备工作站。
工作站的功能包括操作界面和系统运行监控,具体内容为:工程师和操作员的操作权限,各设备操作画面,小车和刮板位置画面,本次小车、刮板位置数据,历史趋势图,报警信息等。
3控制系统配置(1)PLC选型及配置系统配置如图1所示。
SIMATICS7-300是西门子公司的PLC,CPU315-2DP集成了Profibus-DP现场总线接口及协议。
行走变频器和卷取变频器选择西门子的矢量控制变频器6SE70系列。
PLC与变频器和编码器之间的数据传送是通过Profibus-DP现场总线来实现的:为了节省控制电缆及实现数据传输,给变频器配备了CBP2通讯卡;为实现精确定位控制,位置检测选用带Profibus-DP的绝对值编码器,使变频器及编码器挂在S7-300PIC为主站的Profibus 网上。
为与下位PLC之间通讯,PLC系统配置了一块以太网通讯模块CP343-2,组成工业以太网。
(2)PLC输入输出点的确定系统共用1块AI模块、2块DI模块、2块DO模块。
输入点有以下几个方面:压力站(待建)压力信号,操作室控制启动、停止、选择信号,行走变频器、卷取变频器运行状态检测及故障检测,小车、刮板位移检测,限位、保护信号,故障复位。
输出点有以下几个方面:行走电机和卷取电机启动、停止控制;行走变频器和卷取变频器速度给定;电动抱闸;状态指示。
(3)用西门子工控机作为工作站,并采用TCP/IP通信方式实现监控软件WinCC与PLC的通信。
4系统的软件设计(1)工作站的软件设计系统控制参数的设定在人机界面上输入、输出的控制数据通过在线趋势图在人机界面上显示。
用WinCC6.0实现监控功能及人机界面。
首先,建立WinCC控制项目,在标签管理(Tag Management)中选择添加PLC驱动程序。
系统采用TCP/IP通信方式,选择支持S7协议的通信驱动程序SIMATICS7 ProtocolSuite.chn,在TCP/IP 通信方式下连接S7-300 PLC并设置TCP/IP地址等参数,其中TCP/IP地址应与PLC中TCP/IP地址的设置相同。
其次,在组态完毕的PLC下定义变量标签Tag,对每个标签设置标签名、数据类型、地址等参数,其中标签地址与PLC中的输入、输出变量的地址形成对应关系;最后,在图形编辑器中制作生产工艺流程监控画面,将变量标签与每个对象连接,实现对生产状况的监控。
WinCC的变量记录编辑器(Tag Logging)允许在控制过程中采集数据,并将调理后的数据用于显示和存档,并通过WinCC Online Trend(WinCC在线趋势)以曲线的形式显示过程变量,输出煤料的瞬时流量值和料仓的料位值。
此外,利用WinCC完善的用户权限管理功能可对用户的访问和操作权限进行有效管理,防止误操作。
(2)控制软件设计PLC编程软件应用STEP7 V5.3版。
刮板机运行控制方式有全自动、手动两种。
全自动控制的流程为:操作室发出启动请求,首先刮板卷取电机启动,将刮板放入沉淀池底,等待位置信号到达,启动小车行走电机,带动刮板刮焦。
到斜坡时,刮板上升,小车继续前进至坡顶,刮板停止上升,小车前进至沥水槽端部,小车停止,刮板上升,小车加速回至起始位置,然后循环动作。
程序流程如图2所示。
券取、行走电机分别由卷取、行走变频器来调速,刮板、小车的位置分别由1#、2#绝对值编码器检测。
2台变频器和2台编码器与S7-300 PLC由Profibus-DP现场总线相连,S7-300作为主站,变频器和编码器为从站。
在STEP7中为变频器分配网络地址,该地址必须与变频器CBP板中设置的相同。
网络中所有的站须设定为相同的数据传输率,本系统中传输率设1.5Mb。
西门子6SE70系列变频器的Profibus-DP通信卡为CBP,插在变频器中,由基本装置提供电源。
工作时,主站传送变频器运行指令给从站,同嘲接收变频器反馈回来的运行状态及故障报警状态。
在PLC的组织块OB1中调用SFC14“DPRD-DAR”、SFC15“DPWR_DAT”系统功能块向变频器的CBP通信卡读取/发送数据。
以行走变频器控制为例。
控制字单元地址从W#16#100至W#16#10B,可进行12个字节的读取/写入。
通过“DPWR-DAT”系统功能块把PLC应用程序“小车行进数据”数据块DBl中从DBl.DBX0.0开始的12个字节的内容写入行走变频器的控制存贮单元,包括初始化控制字,当前速度给定控制字、变频器使能控制字等。
另外,通过“DPRD-DAT”系统功能块把行走变频器的状态字读人“小车行进数据”数据块DBl中从DB1.DBX0.0开始的12个字节的单元中,包括小车行进速度实际值等状态字。
5结束语本系统运行后,不仅保证了焦炉刮板机的稳定精确运行,而且极大地方便了操作和管理。
采用绝对型编码器使小车位移检测更加精确,变频器群控采用Prfibus-DP现场总线控制模式,不仅可靠性高、操作方便、故障诊断快,而且功能修改灵活、方便,具有推广价值。
降低仪表的适用性。
而且大多传感器属于弱信号型,远距离传送很容易出现衰减、干扰的问题。
因此才出现了二次变送器和标准的电传送信号。
二次变送器的作用就是将传感器的信号放大成为符合工业传输标准的电信号,如0-5V、0-1 0V或4-20mA(其中用得最多的是4-20mA)。
而变送器通过对放大器电路的零点迁移以及增益调整,可以将标准信号准确的对应于物理量的被检测范围,如0-100℃或-10-100℃等等。
这是用硬件电路对物理量进行数学变换。
中央控制室的仪表将这些电信号驱动机械式的电压表、电流表就能显示被测的物理量。
对于不同的量程范围,只要更换指针后面的刻度盘就可以了。
更换刻度盘不会影响仪表的根本性质,这就给仪表的标准化、通用性和规模化生产带来的无可限量的好处。
3、数字化仪表到了数字化时代,指针式显示表变成了更直观、更精确的数字显示方式。
在数字化仪表中,这种显示方式实际上是用纯数学的方式对标准信号进行逆变换,成为大家习惯的物理量表达方式。
这种变换就是依靠软件做数学运算。
这些运算可能是线性方程,也可能是非线性方程,现在的电脑对这些运算是易如反掌。
4、信号变换中的数学问题信号的变换需要经过以下过程:物理量-传感器信号-标准电信号-A/D转换-数值显示。
声明:为简单起见,我们在此讨论的是线性的信号变换。
同时略过传感器的信号变换过程。
假定物理量为A,范围即为A0-Am,实时物理量为X;标准电信号是B0-Bm,实时电信号为Y;A/D转换数值为C0-Cm,实时数值为Z。
如此,B0对应于A0,Bm对应于Am,Y对应于X,及Y=f(X)。
由于是线性关系,得出方程式为Y=(Bm-B0)*(X-A0)/(Am-A 0)+B0。
又由于是线性关系,经过A/D转换后的数学方程Z=f(X)可以表示为Z=(Cm-C0)*(X-A0)/(Am-A0)+C0。
那么就很容易得出逆变换的数学方程为X=(Am-A0)*(Z-C0)/(Cm-C0)+A0。
方程中计算出来的X就可以在显示器上直接表达为被检测的物理量。
5、PLC中逆变换的计算方法以S7-200和4-20mA为例,经A/D转换后,我们得到的数值是6400-32000,及C0=6400,Cm=32000。
于是,X=(Am-A0) *(Z-6400)/(32000-6400)+A0。
例如某温度传感器和变送器检测的是-10-60℃,用上述的方程表达为X=70*(Z-6400)/25600-10。
经过PLC的数学运算指令计算后,HMI可以从结果寄存器中读取并直接显示为工程量。
用同样的原理,我们可以在HMI上输入工程量,然后由软件转换成控制系统使用的标准化数值。
在S7-200中,(Z-6400)/25600的计算结果是非常重要的数值。
这是一个0-1.0(100%)的实数,可以直接送到PID 指令(不是指令向导)的检测值输入端。
PID指令输出的也是0-1.0的实数,通过前面的计算式的反计算,可以转换成6400-32000,送到D/A端口变成4-20mA输出。
以上讲述的是PLC中工程量转换的基本方法,程序的编写则因人、因事而异。
但是万变不离其衷。
如果大家感兴趣,我可以给出自己编写的程序供大家参考,同时也希望各位网友不吝赐教、互相交流。
认识传感器[第1讲]——传感器的定义、分类作者:杨明明浏览次数:388一、传感器的定义国家标准GB7665-87对传感器下的定义是:“能感受规定的被测量并按照一定的规律转换成可用信号的器件或装置,通常由敏感元件和转换元件组成”。
传感器是一种检测装置,能感受到被测量的信息,并能将检测感受到的信息,按一定规律变换成为电信号或其他所需形式的信息输出,以满足信息的传输、处理、存储、显示、记录和控制等要求。