6.5挤出成型工艺详解
- 格式:ppt
- 大小:4.75 MB
- 文档页数:60
挤出成型是一种常见的塑料加工工艺,广泛应用于塑料制品、管材、板材、薄膜等的生产。
这个过程通过将熔融的塑料材料挤压通过模具,形成所需的截面形状,然后通过冷却和固化使其保持所需的形状。
下面将详细探讨挤出成型的工艺过程及其应用。
### 1. **原料准备和预处理:**挤出成型的第一步是准备原料。
通常,塑料颗粒或颗粒状的原材料被用作挤出的起点。
这些原材料在挤出之前通常需要进行预处理,以确保它们在挤出过程中能够达到理想的熔融性和流动性。
预处理可能包括干燥、混合、添加颜料或其他添加剂,以调整塑料的性质。
### 2. **塑料熔融:**准备好的原料被送入挤出机的料斗中。
在挤出机中,原料经过加热和熔融,最终形成一个粘稠的熔融塑料。
这个过程通常涉及到一个螺杆,通过旋转将原料从进料区域推送到熔融区域。
螺杆的设计和形状可以影响熔融的均匀性和速度。
### 3. **模具设计和选择:**挤出成型的模具通常由金属制成,其截面形状决定了最终产品的形状。
模具的设计需要考虑到材料的流动性、冷却需求以及最终产品的规格。
对于不同的产品,可能需要使用不同的模具。
### 4. **挤出过程:**熔融塑料通过螺杆被挤压到模具中,形成与模具截面相匹配的产品。
挤出机通常包括一组温度控制系统,以确保塑料保持在适当的熔融状态。
挤出的过程可以是单层或多层的,具体取决于产品的要求。
在挤出过程中,可以通过挤出机上的一些装置,如冷却装置和拉伸装置,来调整最终产品的性质。
### 5. **冷却和固化:**一旦挤出的塑料通过模具,它会进入到冷却区域。
在这里,通过空气、水或其他冷却介质对熔融的塑料进行冷却。
冷却的速度和方式会影响最终产品的结晶结构和性能。
一些复杂的挤出产品可能需要通过冷却和拉伸来调整其物理性质,以确保其符合要求。
### 6. **切割和处理:**一旦产品冷却并达到足够的硬度,它可以被切割成所需的长度。
有些产品可能需要进一步的处理,如切边、打孔、表面处理等。
挤出成型工艺流程是什么挤出成型是一种常见的塑料加工工艺,广泛应用于塑料制品的生产中。
该工艺通过将塑料材料加热到熔融状态后,将其挤出模具,经冷却固化形成所需的产品形状。
挤出成型工艺流程简单高效,成本低廉,因此受到广泛欢迎。
首先,挤出成型的第一步是选材。
塑料原料是塑料制品的基础,不同种类的塑料原料在挤出成型工艺中有着不同的特性和应用。
选材时需要考虑原料的熔融指数、耐热性、耐化学腐蚀性等因素,以确保产品质量和性能满足要求。
接下来是预处理阶段,塑料原料经过干燥、混合、着色等处理,以提高挤出成型过程中的加工性能和产品外观质量。
预处理阶段的操作严格按照工艺要求进行,确保原料的质量和稳定性。
第三步是挤出模具的设计与制造。
挤出成型的模具具有关键的作用,直接影响产品的成型质量和外观效果。
挤出模具的设计需要考虑产品形状、尺寸、壁厚等因素,合理设计模具结构,保证产品的准确性和一致性。
随后是挤出成型的主要过程,塑料原料在挤出机中受热融化,然后通过螺杆挤出头挤出至模具中,形成产品的初始形状。
在挤出的过程中,需要严格控制挤出机的温度、压力和速度等参数,确保原料充分熔化、气泡排除,并准确控制产品的尺寸和形状。
最后是冷却固化阶段,挤出模具中的塑料制品经过冷却后逐渐固化成型。
冷却的速度和时间也是影响产品质量的关键因素,合理的冷却过程可以有效避免产品内部应力过大、变形等问题,保证产品的稳定性和可靠性。
总的来说,挤出成型工艺流程包括选材、预处理、模具设计制造、挤出成型和冷却固化等多个环节,每个环节都至关重要,相互配合完成塑料制品生产的全过程。
挤出成型工艺以其简单高效、成本低廉的特点,被广泛应用于各种塑料制品的生产中,为塑料加工工业的发展做出了重要贡献。
1。
挤出成型工艺流程挤出成型是一种常见的塑料加工工艺,在制造业中得到广泛应用。
它主要通过塑料材料在高温和高压下经过挤出机的处理,将其挤压成所需的形状,然后冷却固化成型。
下面将介绍挤出成型的工艺流程。
1. 原料准备在挤出成型之前,首先需要准备塑料原料。
通常这些原料以颗粒或粉末的形式存在,根据需要的成型产品来选择合适的原料种类和比例。
原料的质量和性能直接影响最终成型品的质量。
2. 加料进料将事先准备好的塑料原料经过称量和混合后送入到挤出机的进料口。
在这个过程中,可能会加入一些添加剂、颜料或回收料,以满足产品的特殊要求或实现资源再利用。
3. 加热熔融挤出机内部设有加热系统,将塑料原料加热熔化并混合均匀,使其达到适合挤出成型的熔融状态。
在这个过程中,温度和压力需要得到精确控制,以确保塑料的流动性和稳定性。
4. 挤出成型经过熔融后的塑料物料被挤出机的螺杆推送到模具内部。
通过模具的设计,可以使塑料原料得以挤压成所需的形状,比如板材、管材、型材等。
同时,还可以通过模具的冷却系统控制成型品的温度和凝固速度。
5. 冷却固化一旦塑料原料通过模具成型后,需要经过一段时间的冷却固化,使其保持所需的形状和尺寸。
通常可以采用自然冷却或水冷系统进行加速冷却,以提高生产效率。
6. 后续加工经过冷却固化后的产品可能需要进行一些后续加工,比如切割、打磨、表面处理等,以达到最终的产品要求。
这些加工步骤可以根据具体产品的特点和用途来确定。
挤出成型工艺简单高效,适用于生产大批量的塑料制品,广泛应用于建筑、家居、汽车、电子等领域。
通过完善的工艺流程控制和技术创新,挤出成型可以实现更高的生产效率和产品质量,满足不同客户的需求。
挤出成型工艺流程挤出成型是一种常见的塑料加工方法,它通过将塑料颗粒加热融化后,通过挤出机的螺杆挤压成型,最终得到各种形状的塑料制品。
挤出成型工艺流程是一个相对复杂的过程,需要严格控制各个环节,下面将详细介绍挤出成型工艺的流程。
首先,挤出成型的第一步是原料的预处理。
在这一步骤中,需要将塑料颗粒进行干燥处理,以去除颗粒表面的水分,从而避免在挤出过程中产生气泡,影响制品的质量。
此外,还需要对颗粒进行混合和染色处理,确保最终挤出的制品颜色均匀、一致。
接下来是挤出机的操作。
在挤出机中,预处理好的塑料颗粒被加热融化,然后通过螺杆的旋转挤压出来,形成所需形状的塑料制品。
在这一步骤中,需要根据具体的产品要求,调整挤出机的温度、压力和挤出速度,以确保挤出制品的尺寸和形状符合要求。
随后是挤出制品的冷却和定型。
挤出成型后的塑料制品需要通过冷却水槽进行冷却,以使其温度迅速降低并固化成型。
在这一步骤中,需要根据不同的塑料材料和制品要求,调整冷却水槽的温度和冷却时间,以确保制品的质量和性能。
最后是挤出制品的切割和包装。
挤出成型后的塑料制品需要进行切割,以得到最终的产品尺寸。
在切割过程中,需要根据产品要求,选择合适的切割工艺和设备,确保切割后的产品尺寸精准。
随后,需要对产品进行包装,以保护制品表面不受损坏,并方便运输和储存。
总的来说,挤出成型工艺流程涉及到原料预处理、挤出机操作、冷却定型、切割包装等多个环节,需要严格控制每个环节的工艺参数,以确保最终制品的质量和性能。
只有在每个环节都严格执行标准操作流程,才能生产出符合要求的塑料制品。
挤出成型的原理和工艺流程
挤出成型是一种常见的塑料加工工艺,通过将加热熔化的塑料挤压至模具中,使其快速冷却凝固并形成所需产品。
本文将介绍挤出成型的原理和工艺流程。
原理
挤出成型的原理基于塑料的热塑性特性,塑料在一定温度下能够熔化并具有流动性。
在挤出机中,塑料颗粒被加热熔化成为熔体,然后通过螺杆将熔体加压,推动熔体流经模具口向外挤出。
随着熔体在模具中迅速冷却,最终形成固化的塑料制品。
工艺流程
1.塑料颗粒加料:首先将塑料颗粒放入挤出机的料斗中,经过加热系统加热,使其
熔化成为熔体。
2.挤出过程:熔化的塑料经过螺杆的推动,被压入模头中,经过交变的高压和高温
使得熔体形成流态,流经挤出模的成型孔。
3.冷却固化:熔体在挤出口挤压而出后,迅速接触冷却水或风冷,使其迅速冷却凝
固。
4.切割成型:冷却后的塑料制品经过切割装置,按照所需长度进行切割,最终形成
成型的塑料制品。
工艺优势
挤出成型具有以下优点:
•高效率:生产速度快,生产成本相对较低。
•适用性广泛:可以加工各种形状和规格的塑料制品。
•制品质量稳定:产品表面光滑,尺寸精确。
•生产自动化程度高:无需过多人工干预,生产稳定可靠。
应用领域
挤出成型广泛应用于塑料制品生产行业,如管道、板材、型材、薄膜、包装材料等领域。
其高效率、高质量的特点使其成为塑料制品生产中不可或缺的一环。
总的来说,挤出成型作为一种常见的塑料加工工艺,通过简单高效的操作流程,可以生产出质量稳定的塑料制品,在工业生产中发挥着重要作用。
挤出成型的工艺过程
挤出成型是一种常见的制造工艺,广泛应用于塑料、橡胶、金属等材料的加工领域。
该工艺通过将加热后的原料在挤出机中经过加压挤出,使其通过模具形成所需的截面形状。
下面将详细介绍挤出成型的工艺过程。
首先,挤出成型的原料通常以颗粒或粉末的形式投入到挤出机的料斗中。
这些原料在料斗中受热,经过融化或塑化处理,变成可挤出的熔融状态。
在挤出机的作用下,熔融原料通过螺杆挤出装置被压缩、加热并传送到模具处。
其次,挤出机内的螺杆有助于将原料加热、压缩和注入到模具中。
螺杆会根据设定的参数以恒定的速度旋转,推动熔融原料向前挤出。
同时,在挤出过程中,原料会受到一定的加工压力和温度控制,以确保挤出体材料的一致性。
接着,当熔融原料通过挤出机的模具口部挤出时,原料会根据模具的设计形成与模具截面相同的截面形状。
挤出后的原料会开始逐渐冷却和固化,在这个过程中,可以通过额外的冷却装置或风扇来加快原料的冷却速度,以保证制品形状的精确度和表面质量。
最后,挤出成型后的产品会进入切割或后续处理阶段。
通常会根据需要采取不同的加工方式,比如切割、挤出成型成型、穿孔等操作,以得到最终所需的产品形态。
这些后续处理操作也可以进一步改善产品的质量和型态。
总的来说,挤出成型工艺是一种高效、经济且广泛应用的技术,它为生产各种形状和尺寸的制品提供了便利。
只要控制好原料的质量、挤出机的工艺参数及模具设计,挤出成型可以获得高质量和一致性的成型制品。
希望通过本文对挤出成型工艺过程的介绍,读者能够更加深入地了解这一制造领域的重要技术。
1。
挤出成型原理及工艺挤出成型是目前比较普遍的塑料成型方法之一,适用于所有的热塑性塑料及部分热固性塑料,可以成型各种塑料管材,棒材,板材、电线电缆及异形截面型材等,还可以用于塑料的着色、造料和共混等。
挤出型材的质量取决于挤出模具,挤出模具主要是由机头和定型装置两部分组成,其结构设计的合理性是保证塑件成型质量的决定性因素。
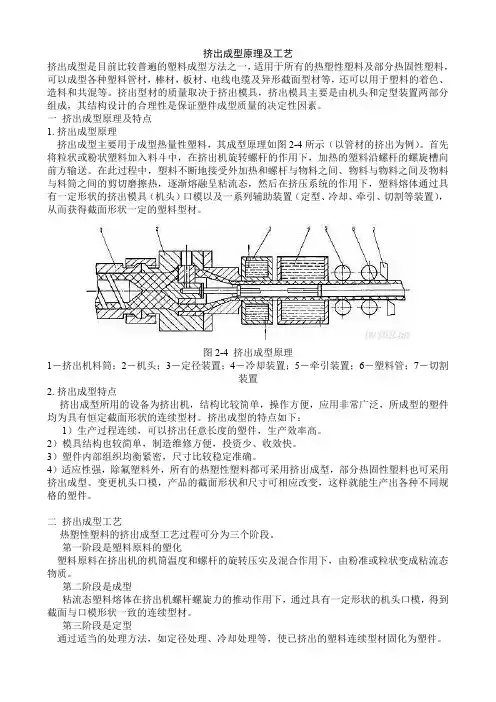
一挤出成型原理及特点1.挤出成型原理挤出成型主要用于成型热量性塑料,其成型原理如图2-4所示(以管材的挤出为例)。
首先将粒状或粉状塑料加入料斗中,在挤出机旋转螺杆的作用下,加热的塑料沿螺杆的螺旋槽向前方输送。
在此过程中,塑料不断地接受外加热和螺杆与物料之间、物料与物料之间及物料与料筒之间的剪切磨擦热,逐渐熔融呈粘流态,然后在挤压系统的作用下,塑料熔体通过具有一定形状的挤出模具(机头)口模以及一系列辅助装置(定型、冷却、牵引、切割等装置),从而获得截面形状一定的塑料型材。
图2-4挤出成型原理1-挤出机料筒;2-机头;3-定径装置;4-冷却装置;5-牵引装置;6-塑料管;7-切割装置2.挤出成型特点挤出成型所用的设备为挤出机,结构比较简单,操作方便,应用非常广泛,所成型的塑件均为具有恒定截面形状的连续型材。
挤出成型的特点如下:1)生产过程连续,可以挤出任意长度的塑件,生产效率高。
2)模具结构也较简单,制造维修方便,投资少、收效快。
3)塑件内部组织均衡紧密,尺寸比较稳定准确。
4)适应性强,除氟塑料外,所有的热塑性塑料都可采用挤出成型,部分热固性塑料也可采用挤出成型。
变更机头口模,产品的截面形状和尺寸可相应改变,这样就能生产出各种不同规格的塑件。
二挤出成型工艺热塑性塑料的挤出成型工艺过程可分为三个阶段。
第一阶段是塑料原料的塑化塑料原料在挤出机的机筒温度和螺杆的旋转压实及混合作用下,由粉准或粒状变成粘流态物质。
第二阶段是成型粘流态塑料熔体在挤出机螺杆螺旋力的推动作用下,通过具有一定形状的机头口模,得到截面与口模形状一致的连续型材。
![挤出成型工艺[详解]](https://uimg.taocdn.com/2e27d832cdbff121dd36a32d7375a417866fc1c6.webp)
挤出成型工艺挤出成型定义在纤维化学工业中也有用挤出机向喷丝头供料,以进行熔体纺丝。
挤出应用于热塑性塑料和橡胶的加工,可进行配料、造粒、胶料过滤等,可连续化生产,制造各种连续制品如管材、型材、板材(或片材)、薄膜、电线电缆包覆、橡胶轮胎胎面条、内胎胎筒、密封条等,其生产效率高。
在合成树脂生产中,挤出机可作为反应器,连续完成聚合和成型加工,在橡胶工业中压缩比不同的挤出机可以用来塑炼天然胶.不同材料的挤出机器的压缩比有些不同.编辑本段挤出成型原理料自料斗进入料筒,在螺杆旋转作用下,通过料筒内壁和螺杆表面摩擦剪切作用向前输送到加料段,在此松散固体向前输送同时被压实;在压缩段,螺槽深度变浅,进一步压实,同时在料筒外加热和螺杆与料筒内壁摩擦剪切作用,料温升高开始熔融,压缩段结束;均化段使物料均匀,定温、定量、定压挤出熔体,到机头后成型,经定型得到制品。
1、挤出方法按塑化方式:干法挤出与湿法挤出按加压方式:连续挤出与间歇挤出2、特点生产连续、效率高、操作简单、应用范围广编辑本段挤出成型设备1、主机挤出系统:由螺杆与料筒组成,是挤出机关键部分。
其作用是塑化物料,定量、定压、定温挤出熔体传动系统:驱动螺杆,提高所需的纽矩和转矩加热和冷却系统:保证塑料和挤出系统在成型过程中温度达工艺要求2、辅机由机头、定型装置、冷却装置、牵引装置、卷取装置、切割组成3、控制系统由电器、仪表和执行机构组成作用:控制主、辅机电动机、以满足所需转速和功率;控制主辅机温度、压力、流量,保证制品质量;实现挤出机组的自动控制,保证主、辅机协调运行。
编辑本段挤出机的概述塑料挤出机的主机是挤塑机,它由挤压系统、传动系统和加热冷却系统组成。
1.挤压系统挤压系统包括螺杆、机筒、料斗、机头、和模具,塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立压力下,被螺杆连续的挤出机头。
(1)螺杆:是挤塑机的最主要部件,它直接关系到挤塑机的应用范围和生产率,由高强度耐腐蚀的合金钢制成。
挤出成型工艺流程引言挤出成型工艺是一种常见的塑料加工方法,广泛应用于工业生产中。
该工艺通过将预先加热的塑料料料挤压经过模具后形成希望的截面形状,可以制造出各种塑料制品。
本文将详细介绍挤出成型工艺的流程和步骤。
工艺流程概述挤出成型工艺流程主要包括以下几个步骤:原料准备、塑料熔融、挤出形成、冷却固化、切割成型。
下面将依次进行详细介绍。
1. 原料准备在挤出成型工艺中,首先需要选择适合的塑料原料。
常用的塑料原料包括聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)等。
根据所需制品的特性和用途要求,选择相应的原料。
接下来,将原料进行加工和准备,通常需要将塑料颗粒进行干燥处理,以确保原料的质量和性能。
2. 塑料熔融原料准备完成后,将原料投入到挤出机的料斗中。
挤出机通过加热和搅拌将塑料颗粒加热并融化成熔体。
在熔融过程中,需要控制好温度和压力,以确保塑料的熔融状态和流动性。
3. 挤出形成当塑料完全熔化后,熔体会从挤出机的机筒中被挤出,进入挤出头部。
挤出头部的形状会决定成品的截面形状,可以根据需要选择不同的挤出头。
在挤出头部,熔体会被压力挤压通过出模孔,形成希望的截面形状。
同时,还可以通过添加模头调整流道形状,实现更复杂的截面形状。
4. 冷却固化经过挤出头后,熔体将进入冷却系统。
冷却系统通常包括水冷却和气冷却两个部分。
通过冷却系统,塑料制品的温度会迅速降低,使其固化和硬化。
冷却时间的控制对成品的受力性能和尺寸稳定性非常重要。
5. 切割成型当塑料制品完全冷却固化后,通过切割设备将制品切割成所需长度。
根据不同的产品要求,可以选择不同的切割方式,如:剪切、锯切、切削等。
切割成型后的制品可以通过其他工艺进行表面处理、组装以及包装等。
工艺优化与控制挤出成型工艺流程中,需要注意一些关键参数的控制,以获得更好的成品质量和生产效率。
下面列举了一些常见的工艺优化和控制方法。
1. 控制挤出速度挤出速度是指单位时间内挤出的熔体量,对成形过程和成品质量均有影响。
挤出成型工艺流程挤出成型是一种常用的塑料加工方法,适用于生产各种形状的塑料制品。
下面将详细介绍挤出成型的工艺流程。
首先,需要准备工艺原材料。
一般来说,挤出成型的原材料是塑料颗粒。
根据产品要求,选择适当的塑料材料,将其加入挤出机的加料斗中。
接下来,将原材料通过给料装置送入挤出机的料斗中。
挤出机主要由螺杆和筒体组成。
在挤出过程中,螺杆旋转将原材料推向前方,并在高温下将其融化。
融化后的材料进入挤出机的挤出螺杆。
螺杆将塑料材料从挤出机的进料区推到融化区,再到泄压区,最后到压力区。
在压力区,螺杆通过推压的方式,将融化的塑料材料挤出机筒口。
挤出机的筒口是产品成型的关键部位。
筒口上安装有模头或者模具,决定了最终产品的形状。
在挤出过程中,通过模头或者模具的形状,将挤出螺杆挤出来的熔融塑料材料塑形成所需的产品。
挤出后的产品进入冷却设备进行冷却。
一般来说,冷却设备是一个水槽,产品在水槽中浸泡,通过水的散热作用,让产品迅速冷却固化。
冷却后的产品进入拉伸机构。
拉伸机构主要通过一组链条或者辊子的运转,将产品拉伸至所需长度。
通过拉伸,可以增加产品的拉伸性能和物理性能。
最后,经过切割设备进行切割。
一般来说,切割设备采用刀片进行切割操作,将长条状的产品切割成所需要的长度。
切割后的产品经过处理,可用于包装和交付市场使用。
以上就是挤出成型的工艺流程。
通过挤出成型,可以制造出各种形状的塑料制品,如管道、片材、棒材等。
挤出成型是一种成本低、生产效率高的塑料加工方法,广泛应用于塑料制品领域。
随着科技的发展,挤出成型的技术也在不断创新,使得成型质量和产品性能得到了进一步提升。