挤出成型
- 格式:ppt
- 大小:1.97 MB
- 文档页数:22
挤出成型和注塑成型的异同点挤出成型和注塑成型是两种常见的塑料加工工艺,它们在塑料制品生产中起着重要作用。
虽然它们都属于塑料成型工艺,但在操作原理、应用范围等方面存在一些明显的异同点。
相同点首先,挤出成型和注塑成型都是将塑料原料在一定温度下加工成所需形状的工艺过程。
它们都需要先将塑料颗粒加热熔化,然后通过成型模具得到成品。
在生产效率方面,两者也都能实现批量生产,适用于大规模生产。
其次,挤出成型和注塑成型都能生产多种形状和尺寸的塑料制品,如管材、板材、型材等。
无论是挤出成型还是注塑成型,都可以根据客户需求设计相应的模具,生产出符合要求的塑料制品。
异点1.操作原理不同挤出成型是通过挤压融化的塑料料料挤出成型,其操作原理是利用螺杆在加热的缸体中将熔融的塑料挤出成型。
而注塑成型是将熔化的塑料通过喷嘴注入模具腔内,通过高压使塑料充实模具腔形成成品。
2.适用范围不同挤出成型适用于生产连续性较强的产品,如各种塑料管材、型材等。
注塑成型则更适合生产成型精度要求高、产品结构复杂的塑料制品,如塑料零件、外壳等。
3.生产周期不同一般情况下,注塑成型的生产周期相对较短,适合快速交付需求较紧的订单。
而挤出成型的生产周期较长,主要由于挤出成型需要连续挤压和冷却时间。
4.设备结构不同挤出成型设备主要由挤出机、模具、冷却系统等组成,而注塑成型设备包含注射机、模具、冷却系统等部件。
挤出机专门用于挤出工艺,而注射机则是专门为注塑工艺设计。
总的来说,挤出成型和注塑成型各有其适用的场合和优势,根据具体产品要求和生产需求选择合适的工艺是至关重要的。
通过充分了解挤出成型和注塑成型的异同点,可以更好地进行生产计划和工艺优化,提高生产效率和产品质量。
挤出成型法名词解释
挤出成型法是一种常见的塑料加工方法,也被称为挤塑或挤压成型。
它是利用
挤出机将熔化的塑料物料通过模具挤出,使其成型为所需的截面形状。
这种方法在塑料加工领域应用广泛,可以生产出各种形状复杂的塑料制品,如管材、板材、型材等。
挤出成型法的工作原理是通过将塑料颗粒或粉末加热熔化,然后将熔化的塑料
物料送入挤出机的螺杆筒内。
在螺杆的旋转作用下,熔化的塑料物料被压缩、混合、加热,最终在机筒出口处通过模具挤出,形成所需的截面形状。
挤出机通常由进料装置、加热装置、螺杆和机筒、模具、冷却装置等部件组成。
挤出成型法具有生产效率高、成型精度高、生产成本低等优点。
它适用于生产
各种截面形状的塑料制品,且可以通过更换模具实现生产不同形状和尺寸的产品。
此外,挤出成型法生产的制品表面光滑、一致性好,可以满足各种工业和民用领域的需求。
在挤出成型法中,塑料的选择、挤出机的参数调节、模具设计等因素都会影响
成型制品的质量和性能。
因此,在实际生产中,需要根据具体的产品要求和生产条件,合理选择塑料材料、挤出机型号和参数,设计合理的模具,确保生产出符合要求的塑料制品。
总的来说,挤出成型法是一种常用的塑料加工方法,具有广泛的应用前景。
通
过不断的技术改进和创新,挤出成型法将能够更好地满足不同行业的生产需求,为塑料制品的生产和应用提供更加便捷、高效的解决方案。
挤出成型定义
挤出成型是一种常见的加工工艺,通常适用于塑料、橡胶等材料的加工制造过程。
在挤出成型过程中,原料经过加热融化,然后通过一个特定形状的模具,使之产生连续且具有相同截面形状的成型产品。
这种加工方式具有高效、低成本和高质量等优势,被广泛应用于生产各种塑料制品,如管材、板材、型材等。
挤出成型的过程可以分为预处理、挤出成型和后处理三个阶段。
首先是预处理阶段,原料经过干燥、混合等处理,以保证挤出成型的质量稳定和良好。
接着是挤出成型阶段,原料在高温、高压下被挤出模具,形成连续的型材,这个阶段需要控制好的温度、压力和挤出速度等参数,以确保产品的准确尺寸和表面光洁。
最后是后处理阶段,挤出成型出来的产品可能需要冷却、切割、挤出料头等处理,以得到最终的产品。
在挤出成型过程中,模具的设计是至关重要的一环。
不同形状的模具会影响挤出产品的截面形状和尺寸,因此需要根据产品的需求精确设计模具。
同时,挤出机的性能也会直接影响产品的质量,挤出机需要稳定的温度控制、压力控制和挤出速度调节,以确保产品的一致性和稳定性。
挤出成型技术的发展也在不断创新和完善中。
随着材料科学和机械工艺的不断进步,挤出成型技术越来越智能化和自动化,使得生产效率更高、产品质量更稳定。
同时,新材料的应用也拓展了挤出成型的领域,如生物可降解塑料、复合材料等,使得挤出产品更加环保和功能多样化。
总的来说,挤出成型作为一种常见的加工工艺,在塑料工业和橡胶工业中具有重要的地位。
通过不断的技术创新和工艺改进,挤出成型技术将会更加精密、智能化,为工业生产带来更多便利和效益。
1。
挤出成型的原理和工艺流程
挤出成型是一种常见的塑料加工工艺,通过将加热熔化的塑料挤压至模具中,使其快速冷却凝固并形成所需产品。
本文将介绍挤出成型的原理和工艺流程。
原理
挤出成型的原理基于塑料的热塑性特性,塑料在一定温度下能够熔化并具有流动性。
在挤出机中,塑料颗粒被加热熔化成为熔体,然后通过螺杆将熔体加压,推动熔体流经模具口向外挤出。
随着熔体在模具中迅速冷却,最终形成固化的塑料制品。
工艺流程
1.塑料颗粒加料:首先将塑料颗粒放入挤出机的料斗中,经过加热系统加热,使其
熔化成为熔体。
2.挤出过程:熔化的塑料经过螺杆的推动,被压入模头中,经过交变的高压和高温
使得熔体形成流态,流经挤出模的成型孔。
3.冷却固化:熔体在挤出口挤压而出后,迅速接触冷却水或风冷,使其迅速冷却凝
固。
4.切割成型:冷却后的塑料制品经过切割装置,按照所需长度进行切割,最终形成
成型的塑料制品。
工艺优势
挤出成型具有以下优点:
•高效率:生产速度快,生产成本相对较低。
•适用性广泛:可以加工各种形状和规格的塑料制品。
•制品质量稳定:产品表面光滑,尺寸精确。
•生产自动化程度高:无需过多人工干预,生产稳定可靠。
应用领域
挤出成型广泛应用于塑料制品生产行业,如管道、板材、型材、薄膜、包装材料等领域。
其高效率、高质量的特点使其成为塑料制品生产中不可或缺的一环。
总的来说,挤出成型作为一种常见的塑料加工工艺,通过简单高效的操作流程,可以生产出质量稳定的塑料制品,在工业生产中发挥着重要作用。
挤出成型的优缺点挤出成型是一种常见的塑料加工工艺,通常用于生产管道、板材、型材等产品。
这种工艺通过加热塑料原料使其软化,然后通过挤出机将软化的塑料强制挤压通过模具进行成型。
挤出成型有着独特的优点和缺点,下面将分别进行介绍。
优点:1.生产效率高:挤出成型生产效率较高,可以实现连续、自动化生产,节约人力成本,提高生产效率。
2.产品设计自由度大:挤出成型可根据产品的需求进行模具设计,易于定制各种形状和尺寸的产品,具有较大的设计自由度。
3.成本相对较低:挤出成型设备投资成本相对较低,且生产过程中原料利用率高,可以有效控制生产成本。
4.产品表面光滑:挤出成型产品表面光滑,无明显瑕疵,符合产品外观要求,适用于对外观要求较高的产品生产。
5.易于实现自动化生产:挤出成型可以与自动化生产线相结合,实现高度自动化生产,提高生产效率和产品质量一致性。
缺点:1.能耗较高:挤出成型生产过程需要较高的能耗,包括加热原料、挤出机运转等,能耗成本较高。
2.产品厚度不易控制:挤出成型在控制产品厚度方面存在一定难度,产品容易出现厚薄不均匀的情况,需要加强控制。
3.废品率较高:挤出成型过程中由于各种因素影响,容易产生废品,废品率相对较高,需要加强生产管理和技术控制。
4.对原料要求高:挤出成型对原料的要求较高,需要选用合适的塑料原料,影响生产成本和产品质量。
5.生产周期较长:挤出成型生产周期相对较长,从加热原料到成型需要一定时间,不适合对生产周期要求较短的产品。
综上所述,挤出成型作为一种常见的塑料加工工艺具有一定的优点和缺点,生产厂家在选择加工工艺时需根据产品特点和需求进行合理选择,充分发挥挤出成型工艺的优势,同时加强技术改进和管理控制,以提高生产效率和产品质量,降低生产成本。
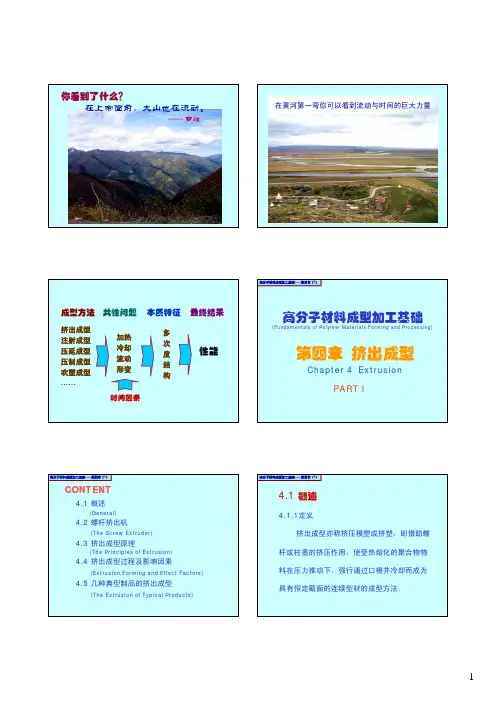
你看到了什么? 在上帝面前,大山也在流动.—— 雷纳在黄河第一弯你可以看到流动与时间的巨大力量高分子材料成型加工基础——第四章(1)成型方法 共性问题挤出成型 注射成型 压延成型 压制成型 吹塑成型 …… 加热 冷却 流动 形变本质特征多 次 度 结 构最终结果(Fundamentals of Polymer Materials Forming and Processing)高分子材料成型加工基础性能第四章 挤出成型Chapter 4 Extrusion PART I时间因素高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)CONTENT4.1 概述(General)4.1 概述4.1.1定义 挤出成型亦称挤压模塑或挤塑,即借助螺 杆或柱塞的挤压作用,使受热熔化的聚合物物 料在压力推动下,强行通过口模并冷却而成为 具有恒定截面的连续型材的成型方法.4.2 螺杆挤出机(The Screw Extruder)4.3 挤出成型原理(The Principles of Extrusion)4.4 挤出成型过程及影响因素(Extrusion Forming and Effect Factors)4.5 几种典型制品的挤出成型(The Extrusion of Typical Products)1高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)挤出硬管生产线挤出过程:第一阶段 固体输送(Conveying) 固体熔融(Melting) 熔体混合(Mixing) 熔体泵送(Pumping) 口模成形(Die Forming) 制品定型(Product Sizing) 制品冷却(Product Cooling) 制品切割(Product Cutting)第二阶段高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)4.1.2 挤出成型的分类(Classification)4.1.3 挤出成型在聚合物加工中的地位塑化能力强 生产效率高 材料适应宽 产品范围大1.按塑化方式分类(Plasticating Manner) 1)干法挤出 (Dry Extrusion) 2)湿法挤出 (Wet Extrusion) 2. 按加压方式分类(Pressuring Manner) 1)连续挤出 (Continuous Extrusion) 2)间歇挤出 (Intermittent Extrusion)突出的优点近80%的塑料材料需要用挤出成型,挤出 设备广泛用于塑料材料的塑化,熔体输送和泵送 加压,从而成为其它成型方法的基础.高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)4.2 螺杆挤出机的基本结构(The Main Structure of the Screw Extruder)单螺杆挤出机基本结构控制单元 Control unit 加料装置 Feeding unit 驱动装置 Driving unit 料 螺 筒 Barrel 杆 Screw 模 Die单螺杆挤出机Single Screw Extruder双螺杆挤出机Twin Screw Extruder口2高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)单螺杆挤出机基本结构控制单元 Control unit 加料装置 Feeding unit 驱动装置 Driving unit 料 螺 口 筒 Barrel 杆 Screw 模 Die1.传动装置传动装置就是带动螺杆转动的部分,通常由电 机,减速机构和轴承组成. 电 机:电磁调速 直流调速 变频调速 油压马达 减速器:摆线针轮式 齿轮减速器 蜗轮减速器 目前我国挤出机的变速范围一般为 1 : 6高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)挤出机常见的传动形式2.加料装置1)料斗:一般利用园柱形,园锥形,园柱-园 锥形等,料斗内应设有切断料流,卸 除余料,干燥,预热等装置 2)加料方式: 重力上料 强制上料直流电动机-摆线针轮减速器调速电动机-无级变速器整流子电动机-涡轮减速箱油压马达-齿轮减速普通料斗真空料斗高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)Various Hoppers强制喂料料斗Forced-feed hopper变 量 加 料 器 搅 拌 加 料 器 螺 旋 加 料 器3高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)3. 挤出机机筒(Barrel)机筒是挤出机的主要部件之一,物料的塑化 和加压都在其中进行,压力可达30~50MPa, 温度150~410℃,因此机筒可看作受热,受 压容器,要求高强度,耐磨,耐腐蚀,通常机 筒由钢制外壳和合金钢内衬共同组成,目前多 采用38CrMoAl和Xaloy合金.机筒的结构形式1.整体式:便于加热,冷却系统的设置与拆装, 而且加热在轴向分布上较为均匀.单螺杆挤出机整体式料筒锥形双螺杆挤出机整体式料筒高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)2.组装式:由几段机筒组装而成,各段用法兰 螺栓联接在一起,破坏了机筒加热 的均匀性,增加了热损失.平行双螺杆挤出机的组装式机筒3.瓣合式:机筒由两瓣组装而成,用螺栓联接 在一起,便于螺杆拆卸和研究.但 同样破坏了机筒加热的均匀性,增 加了热损失.平行双螺杆挤出机 的瓣合式机筒高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)4. 螺杆(Screw)固体输送段 (Solid Convey Zone)普通渐变螺杆螺杆结构熔融段 (Melting Zone) 均化段 (Homogenizing Zone) 加料段 (Feeding Zone) 普通突变螺杆螺杆结构压缩段 (Compressing Zone) 计量段 (Metering Zone)4高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)1.螺杆各段的作用 加料段:自物料入口向前延伸的一段称为加料段, 在加料段中,物料依然是固体,主要作用是使物料 受压,受热前移,螺槽一般等距等深. 融化段:压缩段是指螺杆中部的一段,物料在这一 段中受热前移并压实熔化,同时也能排气,压缩段 的螺槽体积逐渐减小. 均化段:螺杆最后一段,均化段的作用是使熔体进 一步塑化均匀,并使料流定量,定压由机头流道均 匀挤出,这段螺槽截面是恒等的,但螺槽深度较浅.螺杆三段长度的分配比例高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)2.螺杆的主要参数1)螺杆直径(D)螺杆直径是指螺纹的公称直径,表示挤出机的 大小规格,目前国内广泛使用为30,45,65,90, 120,150,180mm的挤出机,螺杆直径的选择视 制品截面而定. 螺杆直径与制品尺寸的关系高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)2)长径比(L/D)长径比是螺杆的有效长度与螺杆直径之比,常见 的长径比有15,20,25,30等,长径比加大后, 螺杆长度增加,物料相对停留时间增加,塑化更充分 均匀,但加工难度增大,故应力求在较低长径比的条 件下获得优质高产.3)压缩比(ε)定义 —— 螺杆加料段第一个螺槽容积和均化段最后一个螺槽容积之比称为压缩比. 压缩比获得方法:①等矩不等深 ②等深不等矩 ③不等距不等深 ④复合型螺杆普通螺杆的压缩比:ε=(D h1 )× h1 (D h3 )× h35高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)4)螺槽深度(h) 螺槽深度与物料的热稳定性有关,对剪切比较 敏感的低粘度物料如PE,PA适合选择较浅的 螺槽,对剪切速率不太敏感的高粘度物料如 PVC,PC 等,应选择较深螺槽. 通常5)螺距(s)螺旋角(¢) 螺距是两个相邻螺纹间的距离,螺旋角是螺 旋线与螺杆中心线垂直面之夹角.螺杆直径一 定时,螺距就决定了螺旋角或螺旋角就决定了 螺距.hs=KD(hs为均化段螺槽深度) 取0.02~0.06s = π Dtg 从 制 造 角 度 考 虑 , 对 于 普 通 等 距 不 等 深 螺 杆,常取螺距等于螺杆直径,此时螺旋角为 1742K—常数高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)6)螺杆的头部形状3.螺杆的结构形式渐变形:适于无定形塑料突变形:适于结晶性塑料高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)4. 几种新型螺杆 分离型螺杆 (Separator Screw) 屏障型螺杆 分流型螺杆(Barrier Screw) (Diffluent Screw)1) 分离型螺杆(Separator Screw)这类螺杆是在螺杆的压缩段附加一条螺 纹,这两条螺纹把原来一条螺纹形成的螺槽分 成两个螺槽,一条螺槽与加料段螺槽相通,用 来输送固态物料;另一条螺槽与均化段相通, 用于液态物料的输送.这就避免了单螺纹螺杆 固液共存于一个螺槽引起的温度波动.6高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)分离型螺杆的工作原理各种分离型螺杆Parr ScrewKim ScrewMaillefer Screw高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)2)屏障型螺杆(Barrier Screw)3)分流型螺杆(Diffluent Screw) 螺杆的某一部位设置许多突起部分,沟槽或孔 道,将螺槽内的料流分割,以改变物料的流动状 况,改进熔融状况,增强混炼和均化作用,如销 钉螺杆即是它们的代表.屏障型螺杆就是在螺杆的某部位设立屏障 段,使未熔的固态物料不能通过,并促使 固态物料熔融的一种螺杆. 通常情况下,屏障段设在均化段与压缩段 相交处.屏障型螺杆的雏形Saxton 混炼头Dulmage混炼头菠萝混炼头高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)销钉螺杆5 机头和口模机头和口模通常为一个整体,机头为口模和 料筒之间的过渡部分,口模是制品横截面的成型 部件.机头的作用是将处于旋转运动的聚合物熔 体转变为平行直线运动,使物料进一步塑化均 匀,并将熔体均匀而平稳地导入口模,还赋予必 要的成型压力,使物料易于成型和所得制品密实. 口模为具有一定截面形状的通道,聚合物熔体在 口模中流动时取得所需形状,并被口模外的定型 装置和冷却系统冷却硬化而成型.7高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)机头和口模的主要组成部件包括过滤网,多孔板,分流器,模芯,机颈和口模. 多孔板和过滤网的作用是使物料由旋转运动变为直线 运动,阻止杂质和未塑化的物料通过,以及增加料流背 压,使制品更加密实,分流器,模芯,口模则随不同制品 而异.过滤网 换网器高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)口模结构示意图集流腔 集流腔 节流棒 模唇直通式管材口模示意图挤出机节流棒 过渡流道 过渡流道 挤出物弹性模唇高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)对机头和口模的要求 熔融料的流道应十分光滑,表面粗糙度Ra不 低于1.6μm并呈流线型,流道不能突然扩大或缩 小,更不能有死角. 为保证物料通过口模后具有规定的断面形状 和足够的定型时间,口模应有足够的成型长度. 机头成型部分横截面的大小,必须保证物料 有足够的压力,使得制品密实并消除拼缝线,因 此物料在机头中应保持一定的压缩比. 在满足强度的条件下,结构应紧凑.6. 温控装置 加热装置 (Heating Device) 冷却装置 (Cooling Device) 温度测定 (Temp. Measurement) 控制装置 (Control Device) 8高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)1) 加热装置 (1) 热载体加热 利用热载体(蒸气,油等)作为加热介质 的加热方法称为热载体加热. (2) 电阻加热 (3) 电感加热 通过电磁感应在机筒产生电的涡流使机筒 发热,从而达到加热机筒中物料的目的. (4) 红外加热电阻加热器 电感加热器铸铝电加热器电感应加热器高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)2)冷却装置 ⑴ 机筒的冷却 ①风冷却:优点是冷却比较柔和,缺点是冷却速 度慢,体积大,噪音大,易使外界温 度影响. ②水冷却:比风冷速度快,体积小,噪音低,但 易造成急冷,冷却水管结垢. ③油冷却:可克服以上缺点,但成本较高.挤出机料筒的冷却水冷却料筒 风冷却料筒高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)⑵ 螺杆的冷却⑶ 料斗座的冷却9高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)3) 温度测量与控制 ⑴ 温度的测量 ① 热电偶 (Thermocouple) ② 电阻温度计 (Resistance Thermometer) ③ 热敏电阻 (Thermosensitive Resistance) ⑵ 控温方法 ① 手动控制,也叫调压器控制,精度较差. ② 位式调节 ③ 时间比例调节 ④ PID调节(比例积分微分控制)温度控制方式位式温度控制时间比例控制高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)7.辅助设备 (Auxiliary Devices)1) 原料输送干燥 (Convey & Dry) 2) 定型冷却 (Sizing & Cooling) 3) 牵引装置 (Drawing Device) 4) 切割装置 (Cutting Device) 5) 其他辅助装备 (Other Devices)二. 双螺杆挤出机Twin Screw Extruder 双螺杆挤出机的组成 双螺杆挤出机的分类 螺杆的螺纹元件 双螺杆挤出机的工作特性高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)Main Structure of a Twin Screw Extruder双螺杆挤出机的主要结构Main Structure of a Twin Screw Extruder①机筒2 6 2 4 3 1 7②螺杆 ③加热器5④机头 ⑤传动装置 ⑥加料装置 ⑦机座10高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)双螺杆挤出机的分类 啮合类型非啮合型 部分啮合型 全啮合型 同向 反向 平行双螺杆 锥形双螺杆双螺杆挤出机螺杆的啮合类型非啮合型 旋转方向部分啮合型 结构形状全啮合型高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)双螺杆挤出机螺杆的旋转方向双螺杆挤出机的螺杆结构平行 双螺杆同向反向(向内)反向(向外)锥形 双螺杆高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)螺杆的螺纹元件根据用途一般采用积木式,其元件主要有:双螺杆挤出机的工作特性1.强制输送作用在同向旋转啮合的双螺杆挤出机中,两根 螺杆相互啮合,啮合处一根螺杆的螺纹插入另 一根螺杆的螺槽中,使其在物料输送过程中不 会产生倒流或滞流.无论螺槽是否填满.输送 速度基本保持不变,具有最大的强制输送性. 同时,螺纹啮合处对物料剪切过程使物料的表 层得到不断地更新,增进了排气效果,因此双 螺杆挤出机比单螺杆挤出机具有更好的排气性 能.① 螺纹块② 捏合块③ 齿形块11高分子材料成型加工基础——第四章(1)高分子材料成型加工基础——第四章(1)2. 混合作用 由于两根螺杆相互啮合,物料在挤出过程中 进行着比单螺杆挤出机中更为复杂的运动,不断 受到纵向横向的剪切混合,从而产生大量热能, 使物料加热更趋均匀,达到较高的塑化质量. 3.自洁作用 反向旋转的双螺杆,在啮合处的螺纹和螺槽 间存在速度差,相互擦离过程中,相互剥离粘附 在螺杆上的物料,使螺杆得到自洁. 同向旋转的双螺杆,在啮合处两根螺杆的运 动方向相反,相对速度更大,因此能剥去各种积 料,有更好的自洁作用.双螺杆出机的主要参数1.螺杆直径(Screw Diameter) (L/Ds) (Length/Diameter Ratio) (Rotation Direction)2.螺杆长径比 3.螺杆的转向 5.螺杆转速4.压缩比 (ε) (Compressing Ratio)(N) (Screw Speed) ( Distance Between Screws) (Clearance)6.双螺杆的中心距 7.螺杆与料筒间隙 8.螺槽深度(Channel Depth)高分子材料成型加工基础——第四章(1)再见12。
塑料挤出成型和注塑成型区别在哪
塑料成型技术是制造塑料制品的常用方法,其中挤出成型和注塑成型是两种常见的塑料加工工艺。
虽然它们都用于加工塑料制品,但挤出成型和注塑成型在工艺过程、适用范围和特点上有着明显的区别。
首先,挤出成型是将塑料颗粒通过加热融化后,在挤出机内经过螺杆挤出头挤出成型。
该工艺适用于生产长条状、截面规则的塑料制品,如塑料管材、板材、型材等,具有生产效率高、成本低等特点。
而注塑成型是将塑料颗粒融化后注入模具中,通过高压注射成型而得到成品。
注塑成型适用于制造成型复杂、尺寸精度要求高的塑料制品,如塑料零部件、壳体等。
其次,挤出成型和注塑成型在塑料制品的生产工艺上也存在明显差异。
挤出成型主要通过挤出机将熔化的塑料挤出成型,工艺比较简单,适用于连续生产,但对于成型形状复杂的产品生产效率相对较低。
而注塑成型则需要借助注塑机设备,通过模具的开合和射出系统完成成品的注射成型。
注塑成型的适用范围更广,可以生产各种复杂的立体形状产品。
最后,挤出成型和注塑成型在产品质量和材料利用率上也有所不同。
挤出成型的产品密度相对较低,而注塑成型的产品密度更高,同时注塑成型可以通过多腔模具实现多个产品同时成型,提高生产效率。
另外,由于注塑成型是将塑料材料直接注射到模具腔内,因此可以减少材料浪费,提高材料利用率。
因此,虽然挤出成型和注塑成型都是常见的塑料加工技术,但它们在工艺过程、适用范围和特点上存在明显区别。
选择合适的加工工艺取决于产品的形状、尺寸、材料以及生产要求,合理选用挤出成型或注塑成型将有助于提高生产效率、降低生产成本,并确保产品质量。
1。