塑料薄膜挤出流延成型工艺过程图示详解修订稿
- 格式:docx
- 大小:312.58 KB
- 文档页数:3
挤出流延薄膜工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classicarticles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!挤出流延薄膜是一种常见的塑料加工工艺,其工艺流程通常包括原料准备、挤出成型、冷却定型、切割和包装等步骤。
塑料薄膜流延成型操作流程英文回答:Plastic Film Extrusion Coating Process.Introduction.Plastic film extrusion coating is a process of applying a thin layer of plastic to a substrate material, such as paper, metal, or plastic. The process involves extruding molten plastic through a die and onto the substrate material. The plastic film is then cooled and solidified to form a permanent bond with the substrate.Process Steps.The plastic film extrusion coating process typically involves the following steps:1. Preparation of the substrate material: The substratematerial is cleaned and prepared to ensure proper adhesion of the plastic film.2. Extrusion of the plastic film: Molten plastic is extruded through a die to form a thin film.3. Application of the plastic film to the substrate: The plastic film is applied to the substrate material using a variety of methods, such as roll coating, extrusion coating, or lamination.4. Cooling and solidification: The plastic film is cooled and solidified to form a permanent bond with the substrate.5. Finishing: The finished product is inspected and cut to the desired size and shape.Advantages of Plastic Film Extrusion Coating.Plastic film extrusion coating offers a number of advantages over other methods of applying a plastic coatingto a substrate material, including:High production rates.Uniform film thickness.Excellent adhesion.Ability to apply a wide range of plastic materials.Versatility in terms of substrate materials.Applications of Plastic Film Extrusion Coating.Plastic film extrusion coating is used in a wide variety of applications, including:Packaging.Construction.Automotive.Medical.Electronics.中文回答:塑料薄膜流延成型操作流程。

塑料薄膜挤出流延成型工艺
过程图示详解
-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
塑料薄膜挤出流延成型工艺过程图示详解
流程示意图:
一、典型塑料挤出流延成型薄膜生产工艺流程如下:
干燥、配料、混合、一真空料斗加料一挤出一滤网一模头一流延冷却一测厚仪一电晕处理一摆幅一切边牵引一展平去静电一收卷
二、塑料薄膜挤出流延成型生产工艺过程
塑料薄膜挤出流延成型生产易于大型化、高速化和自动化。
生产出来的薄膜透明度比吹塑薄膜好,厚薄精度有所提高,薄膜均匀性好,强度也高20% -30%,所用的原料的品种多,其成型厚度范围广,从8~300μm。
所以对其使用的原料纯度、均一性、助剂、稳定剂等有严格的要求,而选用优质而稳定的原材料也是一项十分重要的条件。
所以,生产塑料薄膜之前,第一项工作就是选定原材料,应细致分析和确定各种材料的基本特性是否符合要求。
必须以挤出制品各项性能指标为依据,及制品的使用环境、使用方法、功能等应有全面了解,以便选择树脂和助剂,进行合理的配方设计。
塑料薄膜挤出流延成型机的供料系统由原料配比、混合、干燥和输送、储存装置等组成,其作用是严格按原料配比要求,及时为挤出机供料,以使挤出机生产连续平稳地进行。
为了确保塑料薄膜挤出流延成型质量,及产品的物理力学性能,需准确计量各种原料的加入量。
对于高质量的流延成型薄膜(如多层、多种原料的混合挤出等),应配备高精度的矢量计重系统。
压延法、吹塑法、流延法、多层共挤生产工艺及产品性能差别一、生产工艺1、流延树脂经挤出机熔融塑化,从机头通过狭缝型模口挤出,使熔料紧贴在冷却辊筒上,然后再经过剥离、位伸、分切、卷取得到成品。
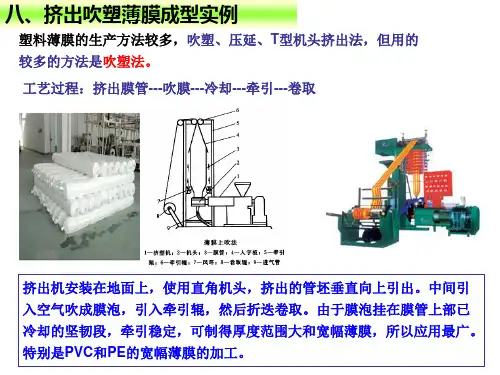
流延生产工艺示意图2、吹塑树脂经挤出机熔融塑化,从环形机头垂直向上引出,经吹胀后由人字板导入牵引辊,再经导向辊及卷取装置得到成品。
吹塑生产工艺示意图3、压延树脂经挤出机熔融塑化,从机头通过狭缝型模口挤出,经三辊压光机压延、次却,再经过冷却输送辊及卷取装置得到成品。
压延生产工艺示意图4、多层共挤多层共挤流延膜挤出技术是一种将两种或两种以上的不同塑料利用2台或2台以上的挤出机通过一个多流道的复合模头,汇合生产多层结构的复合薄膜,并通过急冷辊成型的技术。
多层共挤流延膜挤出技术也是传统的生产薄膜的挤出生产工艺。
采用这种方法可生产各种不同材料的薄膜,且具有很高的加工精度,尤其是在加工半结晶热塑性塑料时,这种加工方法能够充分地发挥被加工材料的性能,同时又能保持最佳的尺寸精度。
所制得的流延膜具有优良的光学性能和厚薄均匀度,并且由于采用急冷辊可以获得很高的生产速度,并改善薄膜的形态结构。
此法制得的薄膜与其他薄膜(如吹膜)相比,其优点是生产速度快,产量高,有利于大批量生产;产品的厚薄控制精度较高,厚度均匀性较好;透明性和光泽性俱佳;各向平衡性能优异。
某些材料,例如聚丙烯(PP)膜、聚脂(PET)膜加工的通用方法甚至是唯一的方法就是多层共挤流延法。
二、吹塑法和压延法的主要区别:(1)在同样生产能力,生产相同规格产品时,投资上压延式工艺比吹塑式工艺要高出大约十倍以上,大的投资才能保证好的质量。
(2)压延式生产工艺远远先进于吹塑式,在产品的各个性能指标(拉伸强度、拉伸断裂伸长率、直角撕裂强度、水蒸气渗透系数)上均高于吹塑产品,尤其在膜的厚度均匀程度上,压延式远比吹塑式均匀。
(3)从材料取向上讲,不同的生产工艺也直接影响到施工焊接二次加热时的稳定性,压延法生产的土工膜焊接时产生的收缩性远远小于吹塑式工艺生产的土工膜。
塑料薄膜挤出流延成型工艺进程图示详解流程示意图:
一.典范塑料挤出流延成型薄膜临盆工艺流程如下:
湿润.配料.混杂.一真空料斗加料一挤出一滤网一模头一流延冷却一测厚仪一电晕处理一摆幅一切边牵引一展平去静电一
收卷
二.塑料薄膜挤出流延成型临盆工艺进程
塑料薄膜挤出流延成型临盆易于大型化.高速化和主动化.临
盆出来的薄膜透明度比吹塑薄膜好,厚薄精度有所进步,薄膜平均
性好,强度也高20% -30%,所用的原料的品种多,其成型厚度规模广,从8~300μm.所以对其应用的原料纯度.均一性.助剂.稳固剂等有严厉的请求,而选用优质而稳固的原材料也是一项十分主要的前提.
所以,临盆塑料薄膜之前,第一项工作就是选定原材料,应过细剖析和肯定各类材料的根本特征是否相符请求.必须以挤出成品各项机能指标为根据,及成品的应用情况.应用办法.功效等应有周全懂得,以便选择树脂和助剂,进行合理的配方设计.
塑料薄膜挤出流延成型机的供料体系由原料配比.混杂.湿
润和输送.储存装配等构成,其感化是严厉按原料配比请求,实时为挤出机供料,以使挤出机临盆持续安稳地进行.
为了确保塑料薄膜挤出流延成型质量,及产品的物理力学机能,需精确计量各类原料的参加量.对于高质量的流延成型薄膜(如多层.多种原料的混杂挤出等),应配备高精度的矢量计重体系.。
塑料薄膜挤出流延成型工艺过程图示详解
公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
塑料薄膜挤出流延成型工艺过程图示详解
流程示意图:
一、典型塑料挤出流延成型薄膜生产工艺流程如下:
干燥、配料、混合、一真空料斗加料一挤出一滤网一模头一流延冷却一测厚仪一电晕处理一摆幅一切边牵引一展平去静电一收卷
?
二、塑料薄膜挤出流延成型生产工艺过程
塑料薄膜挤出流延成型生产易于大型化、高速化和自动化。
生产出来的薄膜透明度比吹塑薄膜好,厚薄精度有所提高,薄膜均匀性好,强度也高20% -30%,所用的原料的品种多,其成型厚度范围广,从8~300μm。
所以对其使用的原料纯度、均一性、助剂、稳定剂等有严格的要求,而选用优质而稳定的原材料也是一项十分重要的条件。
所以,生产塑料薄膜之前,第一项工作就是选定原材料,应细致分析和确定各种材料的基本特性是否符合要求。
必须以挤出制品各项性能指标为依据,及制品的使用环境、使用方法、功能等应有全面了解,以便选择树脂和助剂,进行合理的配方设计。
塑料薄膜挤出流延成型机的供料系统由原料配比、混合、干燥和输送、储存装置等组成,其作用是严格按原料配比要求,及时为挤出机供料,以使挤出机生产连续平稳地进行。
为了确保塑料薄膜挤出流延成型质量,及产品的物理力学性能,需准确计量各种原料的加入量。
对于高质量的流延成型薄膜(如多层、多种原料的混合挤出等),应配备高精度的矢量计重系统。