挤出成型工艺及模具设计
- 格式:ppt
- 大小:11.01 MB
- 文档页数:42
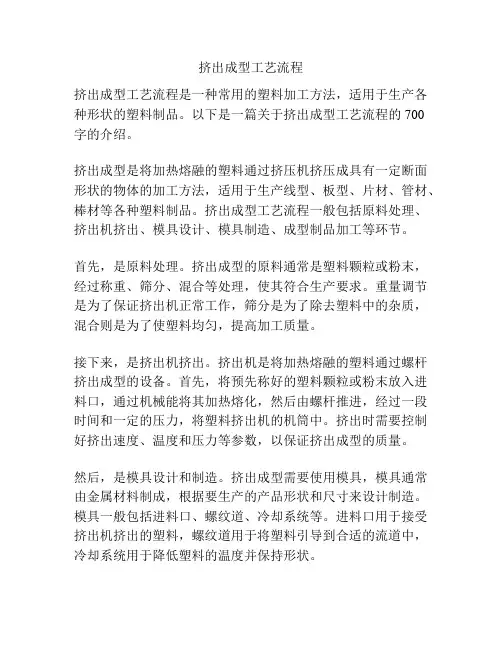
挤出成型工艺流程挤出成型工艺流程是一种常用的塑料加工方法,适用于生产各种形状的塑料制品。
以下是一篇关于挤出成型工艺流程的700字的介绍。
挤出成型是将加热熔融的塑料通过挤压机挤压成具有一定断面形状的物体的加工方法,适用于生产线型、板型、片材、管材、棒材等各种塑料制品。
挤出成型工艺流程一般包括原料处理、挤出机挤出、模具设计、模具制造、成型制品加工等环节。
首先,是原料处理。
挤出成型的原料通常是塑料颗粒或粉末,经过称重、筛分、混合等处理,使其符合生产要求。
重量调节是为了保证挤出机正常工作,筛分是为了除去塑料中的杂质,混合则是为了使塑料均匀,提高加工质量。
接下来,是挤出机挤出。
挤出机是将加热熔融的塑料通过螺杆挤出成型的设备。
首先,将预先称好的塑料颗粒或粉末放入进料口,通过机械能将其加热熔化,然后由螺杆推进,经过一段时间和一定的压力,将塑料挤出机的机筒中。
挤出时需要控制好挤出速度、温度和压力等参数,以保证挤出成型的质量。
然后,是模具设计和制造。
挤出成型需要使用模具,模具通常由金属材料制成,根据要生产的产品形状和尺寸来设计制造。
模具一般包括进料口、螺纹道、冷却系统等。
进料口用于接受挤出机挤出的塑料,螺纹道用于将塑料引导到合适的流道中,冷却系统用于降低塑料的温度并保持形状。
最后,是成型制品加工。
成型制品是挤出成型的最终产品,根据需要,可以对其进行表面处理,如切割、修整、打孔、冷却等。
这些步骤需要根据产品的要求来进行操作,以确保成型制品的质量和形状。
总结起来,挤出成型是一种常用的塑料加工方法,其工艺流程主要包括原料处理、挤出机挤出、模具设计制造和成型制品加工等环节。
通过合理控制各个环节的参数和操作,可以得到质量稳定、形状规整的塑料制品。
挤出成型工艺的应用广泛,可以生产各种形状的塑料制品,满足不同领域的需求。
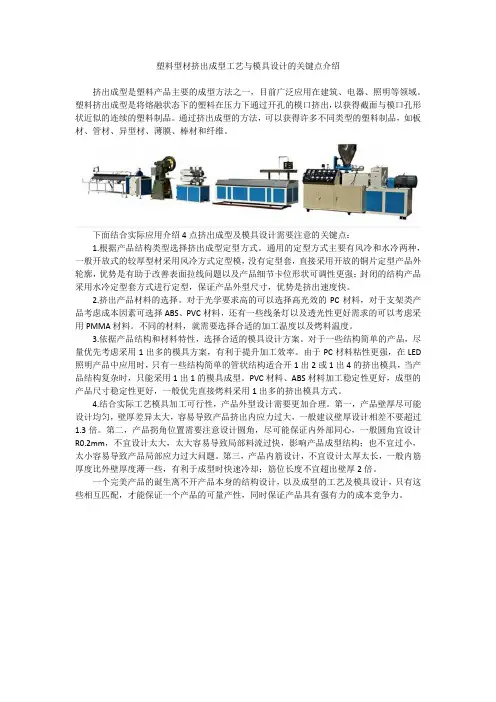
塑料型材挤出成型工艺与模具设计的关键点介绍挤出成型是塑料产品主要的成型方法之一,目前广泛应用在建筑、电器、照明等领域。
塑料挤出成型是将熔融状态下的塑料在压力下通过开孔的模口挤出,以获得截面与模口孔形状近似的连续的塑料制品。
通过挤出成型的方法,可以获得许多不同类型的塑料制品,如板材、管材、异型材、薄膜、棒材和纤维。
下面结合实际应用介绍4点挤出成型及模具设计需要注意的关键点:1.根据产品结构类型选择挤出成型定型方式。
通用的定型方式主要有风冷和水冷两种,一般开放式的较厚型材采用风冷方式定型模,没有定型套,直接采用开放的铜片定型产品外轮廓,优势是有助于改善表面拉线问题以及产品细节卡位形状可调性更强;封闭的结构产品采用水冷定型套方式进行定型,保证产品外型尺寸,优势是挤出速度快。
2.挤出产品材料的选择。
对于光学要求高的可以选择高光效的PC材料,对于支架类产品考虑成本因素可选择ABS、PVC材料,还有一些线条灯以及透光性更好需求的可以考虑采用PMMA材料。
不同的材料,就需要选择合适的加工温度以及烤料温度。
3.依据产品结构和材料特性,选择合适的模具设计方案。
对于一些结构简单的产品,尽量优先考虑采用1出多的模具方案,有利于提升加工效率。
由于PC材料粘性更强,在LED 照明产品中应用时,只有一些结构简单的管状结构适合开1出2或1出4的挤出模具,当产品结构复杂时,只能采用1出1的模具成型。
PVC材料、ABS材料加工稳定性更好,成型的产品尺寸稳定性更好,一般优先直接烤料采用1出多的挤出模具方式。
4.结合实际工艺模具加工可行性,产品外型设计需要更加合理。
第一,产品壁厚尽可能设计均匀,壁厚差异太大,容易导致产品挤出内应力过大,一般建议壁厚设计相差不要超过1.3倍。
第二,产品拐角位置需要注意设计圆角,尽可能保证内外部同心,一般圆角宜设计R0.2mm,不宜设计太大,太大容易导致局部料流过快,影响产品成型结构;也不宜过小,太小容易导致产品局部应力过大问题。

塑料成型工艺与模具设计塑料是一种广泛应用于各种工业领域的材料,如塑料制品、汽车零部件、家用电器等。
要生产高质量的塑料制品需要掌握塑料成型工艺与模具设计。
1. 塑料成型工艺塑料成型工艺是将熔化的塑料通过模具加工成制品的过程。
常用的塑料成型工艺有注塑成型、挤出成型、吹塑成型、压缩成型等。
1.1 注塑成型注塑成型是指将熔化的塑料加入注塑机的料斗,并经过高压注入到模具中形成成品。
注塑机主要由三个部分组成:进料口、注射器和模具。
注塑成型工艺适用于制造大批量,外形复杂的制品,例如手机外壳、键盘等。
1.2 挤出成型挤出成型是将熔化的塑料通过特殊的挤出机械,经过模头挤出,形成长条状塑料制品。
该成型工艺适用于制造管道、线缆、塑料块等制品。
1.3 吹塑成型吹塑成型是指将熔化的塑料通过吹塑机械,吹入气压模具中进行成型。
该成型工艺适用于制造各种形状的塑料瓶、塑料桶等中空制品。
1.4 压缩成型压缩成型是将熔化的塑料放入模具中,然后加热模具,使塑料成型。
该成型工艺适用于制造薄壁制品、电缆附件、电器配件等制品。
2. 模具设计模具设计是指根据塑料制品的形状、尺寸和用途,设计适合的模具。
模具由注塑模具、挤出模具、吹塑模具、压缩模具等不同类型组成。
2.1 注塑模具设计注塑模具是一种用于注塑成型的专用模具。
注塑模具设计时需要根据制品的尺寸、形状、壁厚和材质选择合适的模具材料和型号。
设计时需要考虑到模具的结构合理性、模具的冷却方式以及模具动力系统和操作系统的设计等方面。
2.2 挤出模具设计挤出模具是挤出成型必须的一种模具。
挤出模具设计时需要考虑到制品的形状、尺寸和挤出机的性能等因素。
挤出模具还需要考虑到挤出头和模头的结构以及设计选材等。
2.3 吹塑模具设计吹塑模具是吹塑成型必须的一种模具。
吹塑模具设计时需要考虑到制品的形状、尺寸、厚度、重量等因素。
同时还需要考虑到吹出模具的形状、结构和材质等。
2.4 压缩模具设计压缩模具是压缩成型必须的一种模具。
塑料成型工艺及模具设计塑料成型是一种通过模具设计和加工塑料制品的工艺。
塑料成型工艺主要包括注塑成型、吹塑成型和挤塑成型。
注塑成型是最常见的塑料成型工艺之一。
该工艺首先将选定的塑料颗粒加热熔化,然后将熔融的塑料注入一个模具中。
模具通常由两个部分组成,分别是一个固定模具和一个活动模具。
熔融的塑料在模具中冷却和固化后,活动模具打开,成品塑料制品从中取出。
注塑成型工艺具有制品尺寸稳定、生产效率高和适合大批量生产等优势。
吹塑成型是另一种常用的塑料成型工艺。
它主要用于制作一些中空或异型制品,如瓶子或塑料容器等。
吹塑成型的过程通常分为两个步骤:首先是挤出成型,将熔融的塑料通过挤出机挤出成一个长管状;然后是吹塑成型,将挤出成的塑料管放入一个气压模具中,通过内部气压逐渐将塑料推向模具壁上,使其与模具壁接触并冷却固化。
吹塑成型工艺具有成本低、生产效率高和对模具要求较低的优点。
挤塑成型是将熔融的塑料通过挤出机挤出成所需形状的工艺。
挤塑成型通常适用于制造长条状、薄壁制品,如塑料管、塑料板材等。
挤塑成型的过程分为三个步骤:首先是塑料熔化和挤出,将塑料颗粒加热熔化后,通过挤出机将其挤出成所需形状;然后是冷却固化,将挤出的塑料通过水冷却,使其迅速固化;最后是切割和整形,将挤出的塑料制品切割成所需长度,并进行整形和修整。
挤塑成型工艺具有生产效率高、成本低和适合大批量生产的特点。
在塑料成型过程中,模具设计起着非常重要的作用。
模具的设计需要考虑到塑料制品的形状和尺寸要求,以及生产效率和成本等因素。
模具通常由若干个零部件组成,包括固定模具、活动模具和模具芯等。
模具的设计需要考虑到注塑或吹塑成型过程中的塑料流动、冷却和固化等因素,以保证制品的质量和尺寸稳定。
总而言之,塑料成型是一种常见的制造工艺,通过模具设计和制造塑料制品。
不同的塑料成型工艺具有不同的特点和优势,可以根据制品需求选择合适的成型工艺。
模具设计是塑料成型过程中的关键要素,需要综合考虑多种因素,以满足制品质量、生产效率和成本的要求。
pc挤出生产工艺PC挤出生产工艺是一种将PC树脂通过挤出机挤出成型的工艺方法。
挤出工艺是目前最常用的塑料加工方法之一,它具有工艺灵活、生产效率高、产品质量稳定等优点。
下面将详细介绍PC挤出生产工艺。
1. 原料准备:PC树脂是由聚碳酸酯单体经聚合反应得到的,它具有优异的机械性能、热稳定性和电气性能。
在挤出生产工艺中,需要将PC树脂加入到挤出机的料仓中,并加热熔融。
同时,可以根据产品的要求,添加适量的添加剂,如增韧剂、防老化剂等。
2. 挤出机加工:PC树脂经过加热熔融后,进入挤出机的螺杆通道。
螺杆通过旋转和推进的运动,将熔融的PC树脂从螺杆通道挤出到模具中。
挤出机的温度、转速和进给量等参数需要根据PC树脂的性质和产品要求来进行调整,以保证挤出过程中的熔融和塑化效果。
3. 模具设计:PC挤出成型的模具通常分为单腔模和多腔模。
模具的设计需要考虑产品的形状、尺寸和表面光洁度要求等因素,以及挤出机的产能和模具的制造成本等因素。
模具的设计要尽可能简化,避免复杂的结构和操作,以提高生产效率和降低成本。
4. 挤出成型:当熔融的PC树脂从挤出机挤出到模具中后,经过短暂冷却和固化过程,形成初始成型件。
随后,模具开启,将成型件取出,并进行后续的冷却和处理。
挤出成型过程中,需要控制挤出速度和冷却温度等参数,以保证产品的尺寸精度和表面质量。
5. 产品处理:PC挤出成型的产品通常需要进行后续的处理,如修边、打磨、清洁等。
同时,也需要对产品进行质量检验,包括尺寸精度、外观质量、力学性能等方面的测试。
合格的产品可以进入下一道工序,不合格的产品需要重新加工或废弃。
PC挤出生产工艺具有灵活性强、生产效率高、产品质量稳定等优势。
在实际应用中,可以根据产品的要求选择不同的工艺参数和模具设计,以满足不同的生产需求。
随着科技的不断进步,PC挤出生产工艺还将不断改进和创新,以提高生产效率和产品质量。
第六章挤出成型工艺第一节热塑性塑料工艺特性(一)收缩率热塑性塑料加工成型中产生的热收缩产生原因:宏观:材料的热胀冷缩行为-微观:分子间自由体积发生变化。
通常高分子材料的热膨胀系数远大于金属材料、陶瓷材料。
影响热塑性塑料成形收缩的因素如下:第六章挤出成型工艺第六章挤出成型工艺1、塑料品种热塑性塑料成形过程中由于还存在结晶化形起的体积变化,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此与热固性塑料相比则收缩率较大,收缩率范围宽、方向性明显。
另外成形后的收缩、退火或调湿处理后的收缩一般也都比热固性塑料大。
第六章挤出成型工艺2、塑件特性成形时融料与型腔表面接触外层立即冷却形成低密度的固态外壳。
由于塑料的导热性差,使塑件内层缓慢冷却而形成收缩大的高密度固态层。
所以壁厚、冷却慢、高密度层厚的则收缩大。
另外,有无嵌件及嵌件布局,数量都直接影响物料流动方向,密度分布及收缩阻力大小等,所以塑件的特性对收缩大小,方向性影响较大。
第六章挤出成型工艺3、进料口形式、尺寸、分布这些因素直接影响物料流动方向、密度分布、及成形时间。
直接进料口、进料口截面大(尤其截面较厚的)则收缩小但方向性大,进料口宽及长度短的则方向性小。
距进料口近的或与物料流动方向平行的则收缩大。
4、成形条件模具温度高,融料冷却慢、密度高、收缩大,尤其对结晶料则因结晶度高,体积变化大,故收缩更大。
另外,保持压力及时间对收缩也影响较大,压力大、时间长的则收缩小但方向性大。
第六章挤出成型工艺(二)流动性1、热塑性塑料流动性大小,一般可从分子量大小、熔融指数、表现粘度及流动比(流程长度/塑件壁厚)等一系列指数进行分析。
分子量小,分子量分布宽,分子结构规整性差,熔融指数高、表现粘度小;流动比大的则流动性就好。
按模具设计要求我们大致可将常用塑料的流动性分为三类:第六章挤出成型工艺(1)流动性好:尼龙、聚乙烯、聚苯乙烯、聚丙烯、醋酸纤维素;(2)流动性中等改性:聚苯乙烯(例ABS·AS)、PMMA、聚甲醛、聚氯醚;(3)流动性差:聚碳酸酯、硬聚氯乙烯、聚苯醚、聚砜、聚芳砜、氟塑料。
挤出成型原理及工艺挤出成型是目前比较普遍的塑料成型方法之一,适用于所有的热塑性塑料及部分热固性塑料,可以成型各种塑料管材,棒材,板材、电线电缆及异形截面型材等,还可以用于塑料的着色、造料和共混等。
挤出型材的质量取决于挤出模具,挤出模具主要是由机头和定型装置两部分组成,其结构设计的合理性是保证塑件成型质量的决定性因素。
一挤出成型原理及特点1.挤出成型原理挤出成型主要用于成型热量性塑料,其成型原理如图2-4所示(以管材的挤出为例)。
首先将粒状或粉状塑料加入料斗中,在挤出机旋转螺杆的作用下,加热的塑料沿螺杆的螺旋槽向前方输送。
在此过程中,塑料不断地接受外加热和螺杆与物料之间、物料与物料之间及物料与料筒之间的剪切磨擦热,逐渐熔融呈粘流态,然后在挤压系统的作用下,塑料熔体通过具有一定形状的挤出模具(机头)口模以及一系列辅助装置(定型、冷却、牵引、切割等装置),从而获得截面形状一定的塑料型材。
图2-4挤出成型原理1-挤出机料筒;2-机头;3-定径装置;4-冷却装置;5-牵引装置;6-塑料管;7-切割装置2.挤出成型特点挤出成型所用的设备为挤出机,结构比较简单,操作方便,应用非常广泛,所成型的塑件均为具有恒定截面形状的连续型材。
挤出成型的特点如下:1)生产过程连续,可以挤出任意长度的塑件,生产效率高。
2)模具结构也较简单,制造维修方便,投资少、收效快。
3)塑件内部组织均衡紧密,尺寸比较稳定准确。
4)适应性强,除氟塑料外,所有的热塑性塑料都可采用挤出成型,部分热固性塑料也可采用挤出成型。
变更机头口模,产品的截面形状和尺寸可相应改变,这样就能生产出各种不同规格的塑件。
二挤出成型工艺热塑性塑料的挤出成型工艺过程可分为三个阶段。
第一阶段是塑料原料的塑化塑料原料在挤出机的机筒温度和螺杆的旋转压实及混合作用下,由粉准或粒状变成粘流态物质。
第二阶段是成型粘流态塑料熔体在挤出机螺杆螺旋力的推动作用下,通过具有一定形状的机头口模,得到截面与口模形状一致的连续型材。
塑料成型工艺与模具设计课程设计塑料成型工艺与模具设计是现代工程技术中的重要课程之一,本文将对该课程进行设计和介绍。
塑料成型工艺是将塑料原料通过一系列加热、压力和冷却等工艺步骤,使其变形为所需形状的过程。
而模具设计则是设计制造用于塑料成型的模具,确保塑料制品的质量和精度。
在塑料成型工艺中,最常用的方法包括注塑成型、挤出成型、吹塑成型、压塑成型等。
注塑成型是将熔化的塑料注入到模具中,通过冷却固化后取出塑料制品的方法。
挤出成型是将塑料材料通过挤出机加热熔化,然后通过模具的挤出口挤出成型。
吹塑成型是将熔化的塑料通过空气压力吹塑成型。
压塑成型是将熔化的塑料放置在模具中,然后通过压力使其成型。
在模具设计中,需要考虑塑料制品的形状、尺寸、结构等因素,以及模具的材料、制造工艺等因素。
模具设计的关键是确定模具的结构和尺寸,以确保塑料制品的质量和精度。
模具设计中常用的软件包括CAD、UG、Pro/E等,通过这些软件可以进行模具的三维建模和模具结构的分析。
在课程设计中,可以分为理论教学和实践操作两个部分。
理论教学部分可以包括塑料成型工艺的原理和分类、模具设计的基本概念和方法等内容。
实践操作部分可以包括模具设计软件的使用、模具制造工艺的学习和实践等内容。
学生可以通过实践操作,深入理解塑料成型工艺和模具设计的原理和方法。
在课程设计中,可以设置一些实例和案例,让学生进行实际操作和设计。
例如,可以设计一个注塑成型的塑料制品,要求学生根据给定的形状和尺寸,设计出合适的模具,并使用模具设计软件进行三维建模和结构分析。
然后,学生可以通过实际操作,制造出该塑料制品,并对其进行质量和精度的检测。
通过塑料成型工艺与模具设计课程的学习,学生可以获得塑料成型工艺和模具设计的基本知识和技能。
这对于他们未来从事塑料制品设计、制造和质量控制等工作具有重要意义。
同时,这门课程也为学生提供了动手能力和创新思维的锻炼机会。
塑料成型工艺与模具设计是一门重要的工程技术课程,通过学习和实践,可以使学生掌握塑料成型工艺和模具设计的基本原理和方法,培养学生的动手能力和创新思维。