钳工比赛图纸
- 格式:docx
- 大小:51.27 KB
- 文档页数:2
钳工技能大赛训练图纸 The manuscript was revised on the evening of 2021
“钳工加工工艺”一般操作流程
识读零件图
截取零件毛坯
选择加工基准
基准面加工
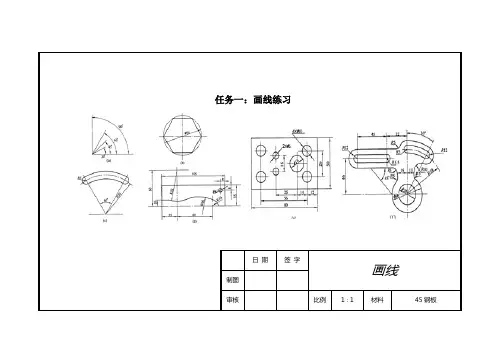
划线
锯割加工零件的外形
钻孔加工
各零件表面的粗加工(锉销加工)
各零件表面的精加工(锉销加工)
对照零件图纸及技术要求检验零件
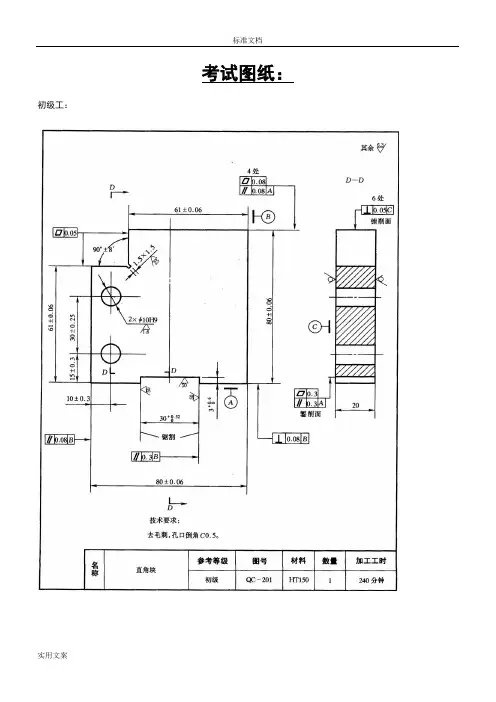
任务一:斜块配
任务二:外开放斜块配一
任务三:外开放斜块配二
任务任务四:外开放斜块配三
任务五:外开放斜块配四
任务六:凸凹体配合件
注意:运用3mm的工艺孔加工。
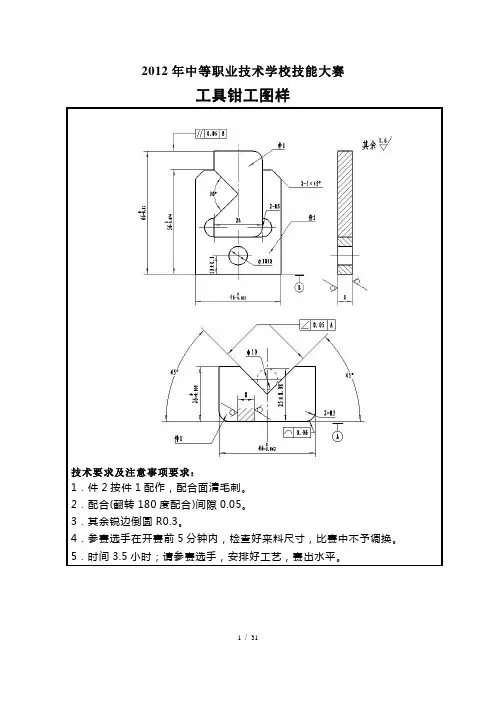
任务七:V型块配合加工
技术要求及注意事项要求:
1.件2按件1配作,配合面清毛刺。
2.配合(翻转180度配合)间隙。
3.其余锐边倒圆。
4.参赛选手在开赛前5分钟内,检查好来料尺寸,比赛中不予调换。
5.时间小时;请参赛选手,安排好工艺,赛出水平。
钳工竞赛图纸和三维立体图
钳工竞赛图纸和三维立体图
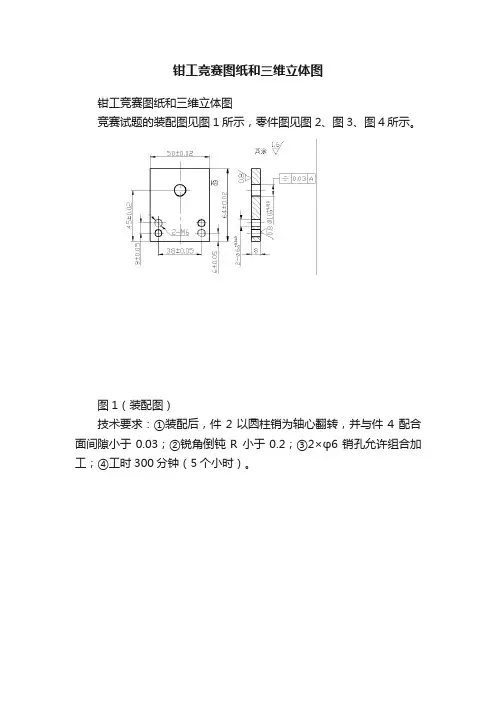
竞赛试题的装配图见图1所示,零件图见图2、图3、图4所示。
图1(装配图)
技术要求:①装配后,件2以圆柱销为轴心翻转,并与件4配合面间隙小于0.03;②锐角倒钝R 小于0.2;③2×φ6销孔允许组合加工;④工时300分钟(5个小时)。
图2(零件图,件号1)图3(零件图,件号2)
技术要求:①不允许使用钻模或二类工具进行加工;②不允许使用研磨抛光材料及工具;③锐边倒钝R 小于0.2;④2-φ6销孔允许组合后加工;⑤φ10为测量芯棒允差±0.005;
⑥材料45号
钢。
图4(零件图,件号4)
技术要求:①不允许使用钻模或二类工具进行加工;②不允许使用研磨抛光材料及工具;
③锐边倒钝R小于0.2;④2-φ6销孔允许组合后加工;⑤材料45号钢。