生产工艺流程图模板分享
- 格式:doc
- 大小:336.79 KB
- 文档页数:5
饲料生产工艺流程图
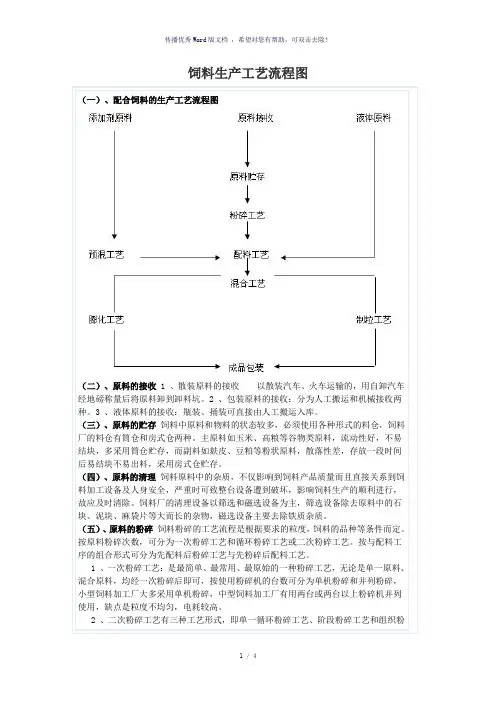
(一)、配合饲料的生产工艺流程图
(二)、原料的接收 1 、散装原料的接收以散装汽车、火车运输的,用自卸汽车经地磅称量后将原料卸到卸料坑。
2 、包装原料的接收:分为人工搬运和机械接收两种。
3 、液体原料的接收:瓶装、捅装可直接由人工搬运入库。
(三)、原料的贮存饲料中原料和物料的状态较多,必须使用各种形式的料仓,饲料厂的料仓有筒仓和房式仓两种。
主原料如玉米、高粮等谷物类原料,流动性好,不易结块,多采用筒仓贮存,而副料如麸皮、豆粕等粉状原料,散落性差,存放一段时间后易结块不易出料,采用房式仓贮存。
(四)、原料的清理饲料原料中的杂质,不仅影响到饲料产品质量而且直接关系到饲料加工设备及人身安全,严重时可致整台设备遭到破坏,影响饲料生产的顺利进行,故应及时清除。
饲料厂的清理设备以筛选和磁选设备为主,筛选设备除去原料中的石块、泥块、麻袋片等大而长的杂物,磁选设备主要去除铁质杂质。
(五)、原料的粉碎饲料粉碎的工艺流程是根据要求的粒度,饲料的品种等条件而定。
按原料粉碎次数,可分为一次粉碎工艺和循环粉碎工艺或二次粉碎工艺。
按与配料工序的组合形式可分为先配料后粉碎工艺与先粉碎后配料工艺。
1 、一次粉碎工艺:是最简单、最常用、最原始的一种粉碎工艺,无论是单一原料、混合原料,均经一次粉碎后即可,按使用粉碎机的台数可分为单机粉碎和并列粉碎,小型饲料加工厂大多采用单机粉碎,中型饲料加工厂有用两台或两台以上粉碎机并列使用,缺点是粒度不均匀,电耗较高。
2 、二次粉碎工艺有三种工艺形式,即单一循环粉碎工艺、阶段粉碎工艺和组织粉
---精心整理,希望对您有所帮助。

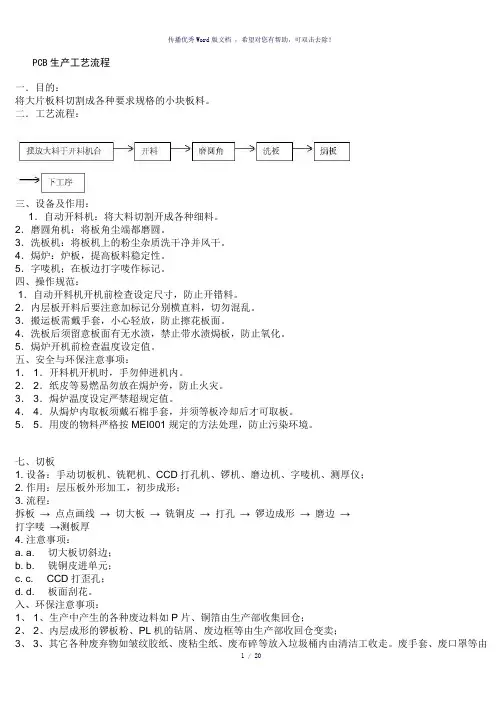
PCB生产工艺流程一.目的:将大片板料切割成各种要求规格的小块板料。
二.工艺流程:三、设备及作用:1.自动开料机:将大料切割开成各种细料。
2.磨圆角机:将板角尘端都磨圆。
3.洗板机:将板机上的粉尘杂质洗干净并风干。
4.焗炉:炉板,提高板料稳定性。
5.字唛机;在板边打字唛作标记。
四、操作规范:1.自动开料机开机前检查设定尺寸,防止开错料。
2.内层板开料后要注意加标记分别横直料,切勿混乱。
3.搬运板需戴手套,小心轻放,防止擦花板面。
4.洗板后须留意板面有无水渍,禁止带水渍焗板,防止氧化。
5.焗炉开机前检查温度设定值。
五、安全与环保注意事项:1. 1.开料机开机时,手勿伸进机内。
2. 2.纸皮等易燃品勿放在焗炉旁,防止火灾。
3. 3.焗炉温度设定严禁超规定值。
4. 4.从焗炉内取板须戴石棉手套,并须等板冷却后才可取板。
5. 5.用废的物料严格按MEI001规定的方法处理,防止污染环境。
七、切板1. 设备:手动切板机、铣靶机、CCD打孔机、锣机、磨边机、字唛机、测厚仪;2. 作用:层压板外形加工,初步成形;3. 流程:拆板→ 点点画线→ 切大板→ 铣铜皮→ 打孔→ 锣边成形→ 磨边→打字唛→测板厚4. 注意事项:a. a. 切大板切斜边;b. b. 铣铜皮进单元;c. c. CCD打歪孔;d. d. 板面刮花。
入、环保注意事项:1、 1、生产中产生的各种废边料如P片、铜箔由生产部收集回仓;2、 2、内层成形的锣板粉、PL机的钻屑、废边框等由生产部收回仓变卖;3、 3、其它各种废弃物如皱纹胶纸、废粘尘纸、废布碎等放入垃圾桶内由清洁工收走。
废手套、废口罩等由生产部回仓。
4、 4、磨钢板拉所产生的废水不能直接排放,要通过废水排放管道排至废水部经其无害处理后方可排出。
钻孔一、一、目的:在线路板上钻通孔或盲孔,以建立层与层之间的通道。
二、二、工艺流程:1.双面板:2三、设备与用途1.钻机:用于线路板钻孔。
2.钉板机:将一块或一块以上的双面板用管位钉固定或一叠,以方便钻板时定位。
1 / 7下载文档可编辑
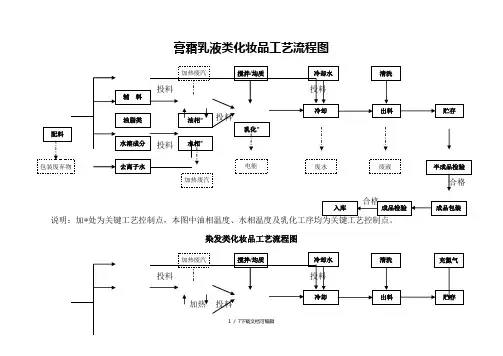
膏霜乳液类化妆品工艺流程图
说明:加*
染发类化妆品工艺流程图
说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
洗发类化妆品工艺流程图
2 / 7下载文档可编辑
说明:加*处为关键工艺控制点,本图中混合工序为关键工艺控制点。
香水类化妆品工艺流程图
3 / 7下载文档可编辑
美容类化妆品(唇膏)工艺流程图
4 / 7下载文档可编辑
5 / 7下载文档可编辑
美容类化妆品(粉饼)工艺流程图
填料
说明:加*处为关键工艺控制点,本图中研磨及压制成型工序均为关键工艺控制点。
配料
辅料
主料
添加剂 研磨*
废汽
加热
废弃包装物 混合/灭菌
电能
过筛 电能
压制成型* 装盒
成品贮存
6 / 7下载文档可编辑
(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)
7 / 7下载文档可编辑。
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
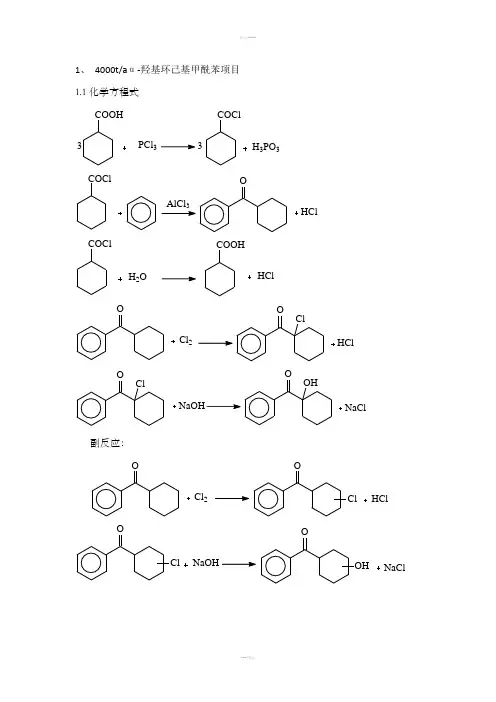
1、 4000t/a α-羟基环己基甲酰苯项目 1.1化学方程式COOH PCl 3COCl33H 3PO 3AlCl OHClCOClHClCOClH 2O COOHOHClCl 2OClNaClOClOOH副反应:OHClCl 2OClNaOHNaClOClOOHH 2OCOOHNaOHCOONa1.2 生产工艺流程(1) 项目生产工艺流程及污染物产生点位见图1.2-1。
备注:Gn-废气污染物、Wn-水污染物、Sn-固体废物。
图1.2-1 项目生产工艺流程及污染物产生点位图(2)工艺过程简述:a、酰氯化将一定量的环己甲酸及三氯化磷加入酰氯化釜,蒸汽加热至70℃,常压下进行酰氯化反应,反应结束后过滤,中间产品环己酰氯进库。
副产品亚磷酸出售。
b、合成将一定量的三氯化铝和苯加入合成釜,滴加环己酰氯,冷冻盐水控制温度20℃左右进行反应,反应过程中产生的氯化氢气体经水吸收生成副产品盐酸(未吸收含氯气、HCl废气G2-1去废气处理装置)。
反应结束后合成液去水解釜。
(本条件下生产的产品的规格为99.5%)c、水解、酸洗向水解釜中加入一定量水,保持温度40℃进行水解,水解结束后,下层废水去碱式氯化铝工段。
再向釜中加入水和盐酸,升温至55℃进行酸洗,下层的废水去碱式氯化铝工段,上层去脱溶釜。
d、脱溶蒸汽加热至110℃,常压下进行脱溶,脱出的苯去苯中间罐回用(含苯不凝废气G2-2去废气处理装置),剩余物去氯化釜。
e、氯化向氯化釜中缓慢通入氯气,用循环水将釜温冷却至45℃进行氯化反应。
反应过程中产生的氯化氢气体经水吸收后生成副产品盐酸。
反应结束后,氯化液去碱解釜。
f、碱解碱解釜中加入一定量的氢氧化钠溶液和水,蒸汽加热至65℃进行碱解。
结束后,分层,下层废水W2-1去厂污水预处理设施。
上层有机层去精馏釜。
g、精馏将精馏釜用导热油加热至190℃、-0.1KPa下精馏,α-羟基环己基甲酰苯粗品去结晶釜(含α-羟基环己基甲酰苯不凝废气G2-3去废气处理装置)。
工艺流程图格式工艺流程图是工业过程管理中常用的一种工具,用于描述产品的制造过程。
它可以清晰地表达各个环节的先后顺序、操作方法和所需资源,帮助相关人员理解和掌握整个制造过程。
下面是一个700字的工艺流程图格式示例:工艺流程图格式示例:工艺名称:XXX产品制造流程制作部门:XXX工厂版本:V1.0日期:2022年10月1日制作人:XXX图例说明:- 开始:流程起始点。
- 操作步骤:每个步骤前有序号,表示操作的先后顺序。
- 判断:根据条件判断是否满足要求。
- 合并:多个分支汇聚为一个。
- 结束:流程结束点。
工艺流程图:开始 -> 准备原材料1. 原材料采购- 订单确认- 供应商选择- 原材料到货2. 原材料检验- 外观检查- 尺寸测量- 化学性质测试3. 原材料入库- 入库登记- 货位安排- 入库记录保存结束 -> 完成原材料准备开始 -> 制造产品4. 生产准备- 生产计划确定- 设备检查- 人员调配5. 制造工序1- 工装准备 - 开始生产 - 完成生产6. 制造工序2 - 工装更换 - 开始生产 - 完成生产7. 制造工序3 - 工装更换 - 开始生产 - 完成生产8. 制造工序4 - 工装更换 - 开始生产 - 完成生产9. 制造工序5 - 工装更换 - 开始生产 - 完成生产10. 制造工序6 - 工装更换 - 开始生产结束 -> 完成产品制造开始 -> 产品检验11. 产品外观检验- 视觉检查- 尺寸测量- 表面处理检查12. 产品性能检验- 功能测试- 耐久性测试- 安全性测试结束 -> 通过产品检验开始 -> 产品包装13. 产品包装- 包装材料准备- 包装操作- 包装完成14. 产品出库- 出库登记- 发货通知结束 -> 产品包装完成开始 -> 产品质量保证15. 售后服务- 客户反馈处理- 售后服务记录- 问题解决和改进结束 -> 完成产品质量保证整个工艺流程分为准备原材料、制造产品、产品检验、产品包装和产品质量保证五个主要环节,每个环节下又有具体的操作步骤。
通用服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
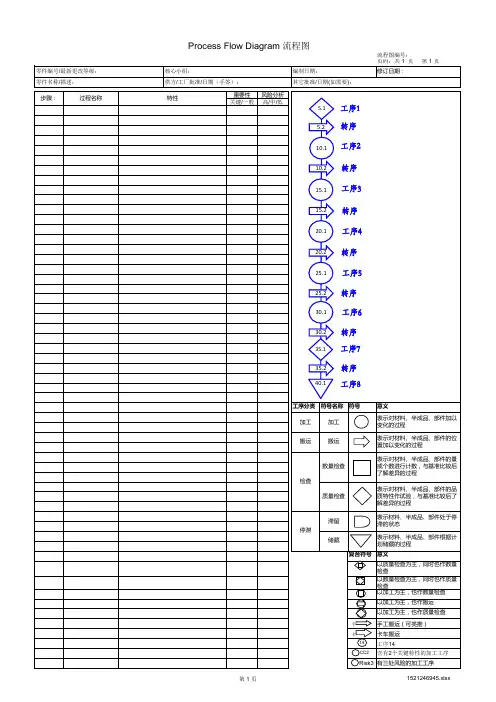
工艺流程图模板
工艺流程简述: 工艺流程:
(1) 包装机械配件工序流程及产污换件见下图:
(2)包装机械设备工序流程及产污环节见下图:
图2项目生产工艺流程图
噪声、固废、废气 焊烟 滚齿 噪声、固废、废气 钻孔 钻孔 磨平面 铣削 粗车 加工中心 下料 磨平面 铁板、钢管 粗车 铸件毛坯 噪声、固废、废气 焊烟 噪声、固废、废气 圆钢、圆盘 铁板、铝板 组装 成品 喷漆(外协) 其他配件 卷板 下料 组装 焊接 检测 检测 铝棒、铝管 焊接 焊接 成品 粗车 粗车 噪声、固废、废气 焊烟 噪声 噪声、固废、废气 噪声、固废、废气 装配。
流程图的使用越来越广泛,涉及的行业也多,所以使用的朋友也越来越多,那对于如此实用的流程图模板要怎样进行绘制呢?下面是分享的几款生产流程图模板,借助模板进行绘制可以节约很多时间,需要使用的模板可以自取。
模板所在地:迅捷画图
生产工厂管理流程图
这是生产工厂管理流程图,生产计划是关于企业生产运作系统总体方面的计划,是企业在计划期应达到的产品品种、质量、产量和产值等生产任务的计划和对产品生产进度的安排,所以要更加重视起来。
矿泉水生产流程图
这是矿泉水生产流程图通过流程图可了解到生产矿泉水的主要生产工艺流程,由原水到过滤器再到灌装线是需要一连串的操作设备。
能让我们知道原来制作一罐矿泉水并不是想象中的简单,而是需要各种仪器的过滤才可以完成,喜欢这个流程图,可以直接点击“在线编辑”并进行了解。
啤酒生产工艺流程图
此图为啤酒生产工艺流程,将啤酒生产过程中的制麦、糖化、发酵、罐装四个部分都清晰的绘制出来。
需在计算机及检测设备的配合下,借助监控组态软件平台,根据不同需要选择不同控制方案,实现生产过程温度、压力等参数的正确调节,可用流程图进行排查,确保生产工艺要求。
后勤保障工作流程图
这是一个后勤保障工作流程图,主要讲述各部门根据所需材料,填写申购材料计划单并注明物品名称、数量、规格型号及用途,需经部门负责人、主管经理、总经理批示同意后交后勤保障部进行采购。
上述的模板就是分享的生产工艺流程图模板,上述模板只是该绘制网站中的少数模板,想要了解更多模板的朋友可以搜索迅捷画图进行模板页面中,选择自己需要的模板进行使用。