级进模说明书
- 格式:doc
- 大小:3.28 MB
- 文档页数:61
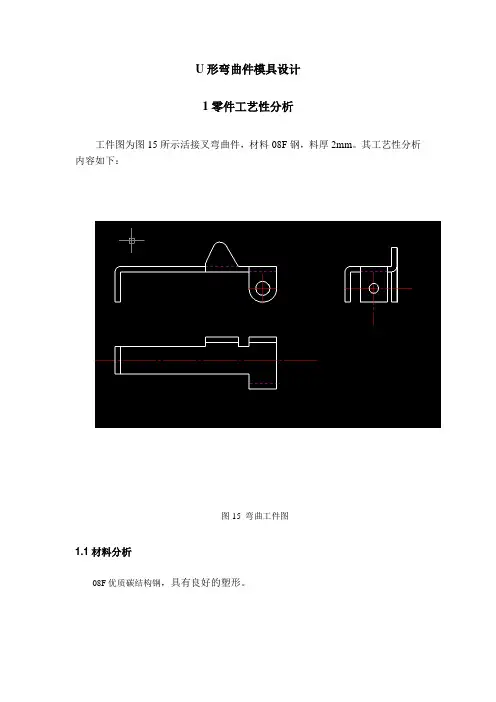
U形弯曲件模具设计1零件工艺性分析工件图为图15所示活接叉弯曲件,材料08F钢,料厚2mm。
其工艺性分析内容如下:图15 弯曲工件图1.1材料分析08F优质碳结构钢,具有良好的塑形。
1.2结构分析零件结构简单,左右对称,对弯曲成形较为有利。
可查得此材料所允许的最小弯曲半径r=0.5t=1,而零件弯曲半径mm=r,故不会弯裂。
另外,2>5.1mm零件上的孔位于弯曲变形区之外,所以弯曲时孔不会变形,可以先冲孔后弯曲。
计算零件相对弯曲半径1<5,卸载后弯曲件圆角半径的变化可以不予考虑,而弯曲中心角发生了变化,采用校正弯曲来控制角度回弹。
1.3.精度分析零件上只有个别尺寸有公差要求,其余未注公差尺寸也均按IT13选取,所以普通弯曲和冲裁即可满足零件的精度要求。
4.结论:由以上分析可知,该零件冲压工艺性良好,可以冲裁和弯曲。
2工艺方案的确定零件为搭扣,该零件的生产包括冲孔,弯曲和落料三个基本工序,可有以下三种工艺方案:方案一:先落料,后冲孔,再弯曲。
采用三套单工序模生产。
方案二:落料—冲孔复合冲压,再弯曲。
采用复合模和单工序弯曲模生产。
方案三:冲孔—落料连续冲压然后弯曲。
采用弯曲级进模。
方案一模具结构简单,但需三道工序三副模具,生产效率较低。
方案二需两副模具,且用复合模生产的冲压件形位精度和尺寸精度易保证,生产效率较高。
方案三,结合了强两种方案的有点,又节省了工序和成本,所以方案三比较适合。
3零件工艺计算3.1.弯曲工艺计算 3.1.1毛坯尺寸计算对于t r 5.0>有圆角半径的弯曲件,由于变薄不严重,按中性层展开的原理,坯料总长度应等于弯曲件直线部分和圆弧部分长度之和,可查得中性层位移系数x=0.42,所以坯料展开长度为70由于零件宽度尺寸为18mm ,故毛坯尺寸应为70mm×41mm 。
弯曲件平面展开图. 3.1.2弯曲力计算弯曲力是设计弯曲模和选择压力机的重要依据。
因为是U 型弯曲所以 1.自由弯曲力F 自=0.7*1.3*41*4*(280~390)/4=10446N~14551N 2.顶件和压料力FQ=0.5F 自=10446*0.5~14551*0.5=5223~7276N 3.压力机吨位的确定F 压机>F 自+FQ=15669~21827N 所以选择JG23-40开始双柱可倾式压力机。
角撑件的级进模设计院系航空航天工程学部专业飞行器制造工程(钣金与模具) 班级84030201学号32姓名贠磊指导教师占军负责教师航空航天大学2012年6月摘要我将设计一套级进模:“角撑件的级进模设计”。
本文重点论述制件的工艺分析;排样图的设计及确定;模具结构的设计与校核;压力机的选择;模具的技术经济分析以及典型模具零件的加工工艺的制订等。
本制件采用级进模生产,提高了生产效率,实现批量生产。
模具共分八个工位,第一、二、三、四步是冲裁,第五、六、七步是弯曲,最后一步是冲裁切断,获得制件。
第一部冲出定距侧刃和导正销孔,实现侧刃的粗定位和导正销的精确定位。
由于弯曲工序的需要,必须在凹模上设置浮顶器抬起送料。
同时在相应的工位的凹模板和卸料板上开设躲避槽。
另外,为保证冲裁精度及稳定性,需要在卸料版上设置一对小导柱、小导套。
该级进模设计结构合理,操作方便,寿命长,成本低。
制件能满足要求。
关键词:角撑件;级进模;卸料版;浮顶器。
AbstractI will design a progressive die: ‘Gusset Progressive Die Design ’. This article focuses on parts of the process; layout diagram of the design and determine; mold structure design and checking; presses choice; mold techno-economic analysis and the formulation of the typical process of the mold parts.The parts using progressive die production, improve production efficiency, to achieve mass production. The mold consists of eight stations, the first, two, three, four-step blanking, fifth, six, seven steps are curved, the last step blanking cut off access to parts. The first out of the set from the side of the blade and the guide pin hole, precise positioning of the rough location of the side edge and the guide pin. Floating roof must be set on the die due to the bending process needs to lift the feed. Open to avoid slot in the corresponding position of the concave template and discharge board. In addition, in order to ensure punching accuracy and stability, set up a pair of guide posts, small bushing in the discharge version.The progressive die design, reasonable structure, easy operation, long life and low cost. Parts to meet the requirements.Key words:gusset;progressive die; unloading board;cushion目录1绪论71.1 级进模概述71.2 毕业设计容、步骤:22零件的冲压工艺性分析92.1零件图的尺寸公差及技术要求92.2 08F钢的机械性能92.3弯曲件的工艺性分析102.3.1弯曲材料102.3.2弯曲件直边的高度102.3.3弯曲件的回弹102.4工艺方案103毛坯尺寸的计算及方案的确定53.1计算毛坯展开长度123.2排样图的设计及材料利用率的计算133.2.1排样方案133.2.2排样图的确定83.2.3确定工位数93.2.4步距精度的计算93.2.5定距方式的确定104工艺计算114.1各工位力的计算114.2压力中心的计算214.2.1各个工步压力中心134.2.2总体压力中心的计算154.3凹模周界的确定215模具零件的工作部分计算265.1冲裁部分尺寸计算:265.1.1凸凹模刃口尺寸计算1146模具结构设计与强度校核错误!未定义书签。
级进模设计说明书XXXX 学院毕业设计(论⽂)说明书题⽬冲压模具设计学⽣系别机电⼯程系专业班级材料成型及控制⼯程学号指导教师冲压模具毕业设计1.绪论1.1冲压的概念、特点及应⽤冲压是利⽤安装在冲压设备(主要是压⼒机)上的模具对材料施加压⼒,使其产⽣分离或塑性变形,从⽽获得所需零件(俗称冲压或冲压件)的⼀种压⼒加⼯⽅法。
冲压通常是在常温下对材料进⾏冷变形加⼯,且主要采⽤板料来加⼯成所需零件,所以也叫冷冲压或板料冲压。
冲压是材料压⼒加⼯或塑性加⼯的主要⽅法之⼀,⾪属于材料成型⼯程术。
冲压所使⽤的模具称为冲压模具,简称冲模。
冲模是将材料(⾦属或⾮⾦属)批量加⼯成所需冲件的专⽤⼯具。
冲模在冲压中⾄关重要,没有符合要求的冲模,批量冲压⽣产就难以进⾏;没有先进的冲模,先进的冲压⼯艺就⽆法实现。
冲压⼯艺与模具、冲压设备和冲压材料构成冲压加⼯的三要素,只有它们相互结合才能得出冲压件。
与机械加⼯及塑性加⼯的其它⽅法相⽐,冲压加⼯⽆论在技术⽅⾯还是经济⽅⾯都具有许多独特的优点。
主要表现如下。
(1) 冲压加⼯的⽣产效率⾼,且操作⽅便,易于实现机械化与⾃动化。
这是因为冲压是依靠冲模和冲压设备来完成加⼯,普通压⼒机的⾏程次数为每分钟可达⼏⼗次,⾼速压⼒要每分钟可达数百次甚⾄千次以上,⽽且每次冲压⾏程就可能得到⼀个冲件。
(2)冲压时由于模具保证了冲压件的尺⼨与形状精度,且⼀般不破坏冲压件的表⾯质量,⽽模具的寿命⼀般较长,所以冲压的质量稳定,互换性好,具有“⼀模⼀样”的特征。
(3)冲压可加⼯出尺⼨范围较⼤、形状较复杂的零件,如⼩到钟表的秒表,⼤到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较⾼。
(4)冲压⼀般没有切屑碎料⽣成,材料的消耗较少,且不需其它加热设备,因⽽是⼀种省料,节能的加⼯⽅法,冲压件的成本较低。
但是,冲压加⼯所使⽤的模具⼀般具有专⽤性,有时⼀个复杂零件需要数套模具才能加⼯成形,且模具制造的精度⾼,技术要求⾼,是技术密集形产品。

目录第一章绪论1.1冲压技术的应用和特点 (1)1.2冲压模具制造技术的发展趋势 (2)1.3论文的主要研究目标及内容 (3)1.4级进模的特点 (3)第二章冲压件的工艺分析及工艺方案2.1冲压件的工艺分析 (4)2.2冲压工艺方案的确定 (5)第三章主要参数设计计算 (6)3.1排样方式的确定及其计算 (7)3.1.1毛坯排样原则 (8)3.1.2设计排样图应注意的问题 (9)3.2排样图 (10)3.3 冲压力的计算 (11)3.3.1冲裁力的计算 (12)3.3.2卸料力的计算 (13)第四章冲压设备的选择4.1压力中心的确定 (14)4.2冲压设备的选择 (16)4.2.1冲压设备类型的选择 (17)4.2.2冲压设备规格的确定 (19)第五章模具主要零件的结构与设计5.1工作零件 (20)5.1.1凸模的设计 (21)5.1.1.1冲孔凸模的结构设计 (22)5.1.1.2冲孔凸模的结构设计 (23)5.1.1.5凸模强度校核 (24)5.1.2凹模的设计 (25)5.3卸料与顶件装置 (26)5.3.1卸料板 (29)5.3.2卸料螺钉的结构 (30)5.4.2 导正销 (31)5.4.3导柱导套 (32)5.5固定与联接零件 (33)5.5.1固定板与垫板 (34)5.5.2螺钉与销钉 (35)6.1模具设计总装图 (36)设计总结参考文献致谢摘要本次设计题目是带宽凸缘的覆盖件模具设计,制件来源于生产。
其带宽凸缘的覆盖件零件上需冲制三个孔、两个折弯位置。
通过对该零件的级进模具设计,掌握一般级进冲压模具的设计方法、特点和成型过程。
级进模的特点是冲压生产效率高、操作安全简单、生产成本较低、带宽凸缘的覆盖件质量高。
本设计详细介绍了级进模的排样方式、总体设计、零部件的设计以及工艺参数的选择计算。
注意设计当中的某些细节问题,了解冲压模具结构及工作原理;通过对AutoCAD的应用,从而有效的提高工作效率。
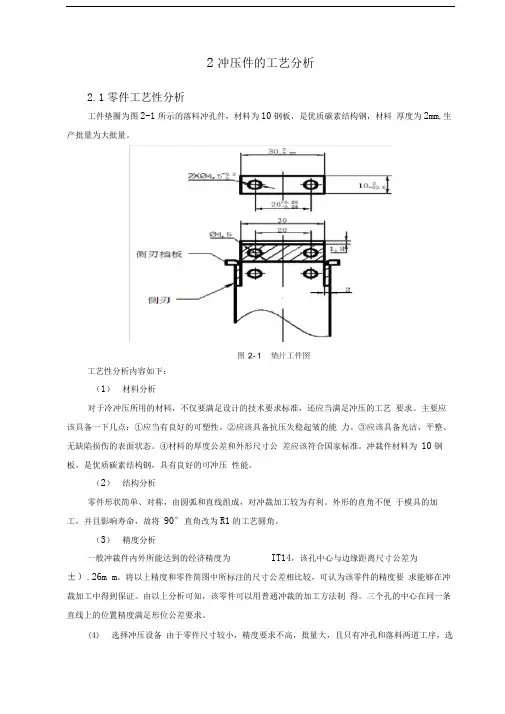
2冲压件的工艺分析2.1零件工艺性分析工件垫圈为图2-1所示的落料冲孔件,材料为10钢板,是优质碳素结构钢,材料厚度为2mm,生产批量为大批量。
工艺性分析内容如下:(1)材料分析对于冷冲压所用的材料,不仅要满足设计的技术要求标准,还应当满足冲压的工艺要求。
主要应该具备一下几点:①应当有良好的可塑性。
②应该具备抗压失稳起皱的能力。
③应该具备光洁、平整、无缺陷损伤的表面状态。
④材料的厚度公差和外形尺寸公差应该符合国家标准。
冲裁件材料为10钢板,是优质碳素结构钢,具有良好的可冲压性能。
(2)结构分析零件形状简单、对称,由圆弧和直线组成,对冲裁加工较为有利。
外形的直角不便于模具的加工,并且影响寿命,故将90°直角改为R1的工艺圆角。
(3)精度分析一般冲裁件内外所能达到的经济精度为IT14,该孔中心与边缘距离尺寸公差为±).26m m。
将以上精度和零件简图中所标注的尺寸公差相比较,可认为该零件的精度要求能够在冲裁加工中得到保证。
由以上分析可知,该零件可以用普通冲裁的加工方法制得。
三个孔的中心在同一条直线上的位置精度满足形位公差要求。
(4)选择冲压设备由于零件尺寸较小,精度要求不高,批量大,且只有冲孔和落料两道工序,选用开式机械压力机,适合冲裁加工,有一定的精度和刚度,操作方便,价格低廉,所以选择开式机械压力机。
2.2 冲裁工艺方案的确定零件为一落料冲孔件,可提出的加工方案如下:方案一:先落料,后冲孔,采用两套单工序模生产。
方案二:冲孔—落料连续冲压,采用级进模生产。
方案一模具结构简单,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。
方案二采用级进模加工。
级进模比单工序模生产率高,减少了模具和设备的数量,工件精度较高,便于操作和实现生产自动化。
对于特别复杂或孔边距较小的冲压件,用简单模或复合模冲制有困难时,可用级进模逐步冲出。
但级进模轮廓尺寸较大,制造较复杂,成本较高,一般适用于大批量生产小型冲压件。

级进模毕业设计说明书级进模是一种常见的电子设计技术,它在数字电路和计算机系统中起着重要的作用。
本文将对级进模的原理和应用进行详细的说明,以帮助读者更好地理解和应用这一技术。
一、级进模的原理级进模是一种数字电路设计技术,它基于二进制数制的特性,通过级联多个逻辑门来实现复杂的逻辑功能。
它的核心思想是将一个较复杂的逻辑功能划分为多个简单的逻辑块,然后将这些逻辑块按照特定的顺序连接起来,从而实现整体的功能。
级进模的原理可以通过一个简单的例子来说明。
假设我们需要设计一个4位加法器,它可以将两个4位的二进制数相加并输出结果。
我们可以将这个问题划分为四个子问题,即分别实现两个单独的位相加器、一个进位传递器和一个输出控制器。
然后,将这些子模块按照特定的顺序连接起来,就可以实现整个4位加法器的功能。
二、级进模的应用级进模在数字电路和计算机系统中有广泛的应用。
下面将介绍几个常见的应用场景。
1. 加法器和减法器:加法器和减法器是计算机中最基本的运算单元之一。
通过级进模的设计方法,可以实现高效且可靠的加法器和减法器。
2. 计数器:计数器是一种常见的电子设备,它可以用于计数和测量。
通过级进模的设计方法,可以实现不同位数的计数器,并能够满足不同的计数需求。
3. 时序逻辑电路:时序逻辑电路是一种能够存储和处理时序信息的电路。
通过级进模的设计方法,可以实现各种复杂的时序逻辑电路,如时钟、触发器和寄存器等。
4. 控制器:控制器是计算机系统中的一个重要组成部分,它用于控制和管理各种外部设备和内部资源。
通过级进模的设计方法,可以实现高效且可靠的控制器,从而提高计算机系统的性能和稳定性。
三、级进模的设计步骤级进模的设计通常包括以下几个步骤:1. 确定功能需求:首先,需要明确所需实现的功能,并将其划分为多个简单的逻辑块。
2. 设计逻辑块:根据功能需求,设计每个逻辑块的电路结构和工作原理。
可以使用逻辑门、触发器和其他逻辑元件来实现逻辑块。
级进模具课程设计说明书材料工程系模具设计与制造专业冲压模具CAD/CAM实训说明书姓名:班级:模具设计与制学号:指导教师:日期:河南机电高等专科学校前言在现代工业生产中,模具是重要的工艺装备之一,它以其特定的形状经过一定的方式使原材料成型,模具车成型由于具有优质高产省料和低成本等特点现已在国民经济各个部门得到了广泛的应用。
模具产业是高新技术产业的一个组成部分,当前中国模具企业就达到3万多家,电子产品、航天航空领域都离不开精密模具。
许多高精度模具本身就是高新技术产业的一部分。
模具课程设计是一个很专业的训练环节,学生经过对金属制件的冲孔和落料,成型工艺和模具的综合分析设计,训练,要求达到如下目的:1·经过课程设计,帮助学生具体运用和巩固模具设计课程及相关课程的理论知识,了解冷冲模的一般设计的方法和程序。
2·训练学生查询相关资料,如:《冲压模具简明设计手册》,《冲压模具设计和加工计算速查手册》,使学生能熟练地运用有关资料,熟悉有关国家标准,规范,使用经验数据,进行估算等方面的全面的训练。
3·掌握模具的基本设计方法和程序,综合运用相关专业的理论知识,并按照有关的设计技术规范,进行冲压模具设计的基本技能训练,为今后在实际的工程设计中打好必要的基础。
冲压模具CAD/CAM实训任务书题目:垫圈级进模具课程设计内容:(1)模具装配图1套(二维和三维图)。
要求结构合理,尺寸正确。
(2)模具零件图3张(二维和三维图)。
工作零件(凹模或凸凹模)两张(不画简单凸模)、上模座或下模座任选一张。
要求结构、尺寸正确、标注正确(包括尺寸公差和形位公差)、技术要求合理。
(3)模具零件加工工艺规程卡两份(工作零部件)要求正确合理,经济性好。
(4)设计说明书一份,不少于15页(A4)。
(5)模具零件的虚拟加工和实际制造。
(设计优秀者)原始资料:1、冲压手册。
王孝培主编。
2、冲压课本。
3、零件手册、公差手册等。
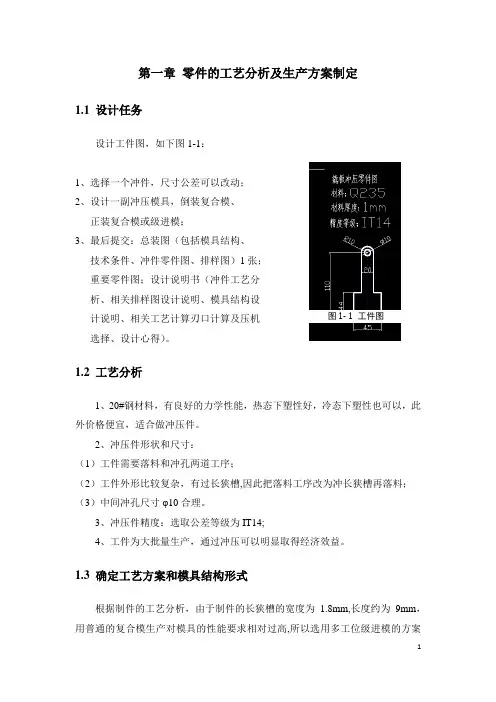
第一章零件的工艺分析及生产方案制定1.1 设计任务设计工件图,如下图1-1:1、选择一个冲件,尺寸公差可以改动;2、设计一副冲压模具,倒装复合模、正装复合模或级进模;3、最后提交:总装图(包括模具结构、技术条件、冲件零件图、排样图)1张;重要零件图;设计说明书(冲件工艺分析、相关排样图设计说明、模具结构设图1- 1 工件图计说明、相关工艺计算刃口计算及压机选择、设计心得)。
1.2 工艺分析1、20#钢材料,有良好的力学性能,热态下塑性好,冷态下塑性也可以,此外价格便宜,适合做冲压件。
2、冲压件形状和尺寸:(1)工件需要落料和冲孔两道工序;(2)工件外形比较复杂,有过长狭槽,因此把落料工序改为冲长狭槽再落料;(3)中间冲孔尺寸φ10合理。
3、冲压件精度:选取公差等级为IT14;4、工件为大批量生产,通过冲压可以明显取得经济效益。
1.3 确定工艺方案和模具结构形式根据制件的工艺分析,由于制件的长狭槽的宽度为 1.8mm,长度约为9mm,用普通的复合模生产对模具的性能要求相对过高,所以选用多工位级进模的方案比较合适多工位级进模使用对角模架,采用落料和冲孔凹模在下模、下出件、刚性卸料、利用导柱导套导向的模具形式。
用导正销定位达到要求精度。
第二章 模具设计工艺计算2.1 排样信息1、排样根据零件的形状,选择排样方式如下图:2、条料的尺寸确定: 考虑到定位销的位置和搭边,条料的宽度为135mm 。
3、材料利用率:工件实际尺寸为:S 0=3455.36mm 2图2-1 排样图板料面积为:S=135x47=6345mm2材料利用率为:S0/Sx100%=3455.36/6345x100%=54.45%2.2冲压力计算查资料知道:Q235抗剪强度τ=235Mpa;落料时冲裁周长为:319.69mm;冲孔时冲裁周长为:2π×5mm+π×10mm=62.8mm1)冲裁力的计算落料时冲裁力:F1=KL1tτ=1.3×319.69×0.4×235N=39.06KN 冲孔时冲裁力:F2=KL2tτ=1.3×62.8×0.4×235N=7.6KN(K为安全系数一般取1.3。
摘要需要图纸的请加:229826208近年来,随着我国国民经济的高速发展,模具工业生产中模具技术也得到了巨大进步,在现代工业生产中,模具以成为生产各种工业产品不可缺少的重要工艺设备。
本设计说明书主要目的是说明内支承件复合模的设计,包括设计过程中所必须的计算过程,方案分析及确定模具的选择等。
通过此说明书使设计的模具更加清楚明了。
在设计过程中综合运用了所学的理论知识和生产知识,分析并计算了冲压的各种工艺参数,培养了独立思考问题的能力,为以后的发展做了一次训练,这对我来说是非常有意义的。
在本次设计中,避免了以前的盲目性,在参考大量的资料的前提下,详细分析制件并考虑冲压工艺及模具的基本设计方法的同时,也考虑了加工的工艺性和经济性,但是,由于缺乏设计和加工的经验,在设计过程中难免会出现一些错误,望老师给予批评指导。
关键字:落料;冲孔;压型;折弯;AbstractIn recent years, with the rapid development of China's national economy, industrial production in the mold mold technology has been tremendous progress, in modern industrial production, die in the production of industrial products to become an indispensable and important process equipment.The main objective is to design brochures bearing note of the compound die design, including the design must be in the process of the calculation process, programme analysis and determine the choice of mold. Through this statement to the mold design more clear.Integrated in the design process by using the theory of knowledge production a nd knowledge, analysis and the calculation of the various process parameters stamping, and trained the capacity of independent thinking for the future development of a training, and this is my very meaningful.In this design, to avoid the previous blindness, in reference to a large number of information under the premise of a detailed analysis of parts and consider die stamping process and the basic design methodology, it has also taken into account the processing technology and economy, However, due to the lack of design and processing experience in the design process will inevitably be some mistakes, the teachers hope to criticism guidance.Keyword: Bearing in pieces; blanking;-empty; bending目录摘要 (I)ABSTRACT (II)1零件的工艺分析 (1)1.1公差 (2)1.2结构 (2)1.3材料 (2)2确定工艺方案 (3)2.1工艺方案的初步确定 (3)2.2工艺方案分析 (3)2.3工艺方案的确定 (3)3冲孔落料复合模工艺设计与计算 (4)3.1毛坯的尺寸计算................................... 错误!未定义书签。
1前言1.1研究背景模具是用来成型各种工业产品的一种重要工艺装备,是机械制造工业成型毛坯或零件的一种手段。
现代工业产品的发展和技术水平的提高,在很大程度上取决于模具工业的发展水平,模具工业对国民经济和社会的发展将会起越来越大的作用,因而我们对模具的要求也在不断提高。
为冲压工艺服务的冲模约占模具总量的40%。
以冲压方法为主制造的零件,比较有代表性且与人们日常生活密切相关的有汽车覆盖件、搪瓷与不锈钢器皿、各种家用电器的外壳(罩)等,它们带来了产品层出不穷的外观变化。
从经济合理性方面看,通过合理设计、优化排样,冲压工艺可以获得很高的材料利用率。
一般的冲压工艺,生产效率为几件/分至几十件/分,自动化生产可达千件/分以上。
从技术先进性方面看,冲压是通过模具对板材施加压力或拉力,使板材塑性成型,从而获得一定尺寸、形状和性能的一种零件加工方法。
由于冲压加工经常在材料冷状态下进行,因此成为冷冲压。
冲压加工作为一个行业,在国民经济的加工工业中占有重要的地位。
根据统计,冲压件在各个行业中均占有相当大的比重,尤其在汽车、电机、仪表、军工、家用电器等方面所占比重更大。
冲压加工的应用范围极广,从精细的电子元件、仪表指针到重型汽车的覆盖件和大梁、高压容器封头以及航空航天器的机身等均需冲压加工。
我国模具行业从起步到飞跃发展,经历了半个多世纪,近代以来,我国模具技术有了很大的发展,模具水平有了较大的提高,模具国产化取得了可喜的成就。
大型、精密、复杂、高效和长寿模具又上了一个新的台阶。
大型复杂冲模以汽车覆盖件模具为代表,有了长足的进步。
模具CAD/CAM/CAE技术相当广泛地得到应用,并开发出了自主版权的模具CAD/CAE软件。
电加工、数控加工在模具制造技术发展上发挥了重要作用。
我国已成为使用各类模具的大国,目前,国内已能生产精度达2微米的精密多工位级进模,工位数最多已达160个,寿命1~2亿次。
在大型塑料模具方面,现在已能生产48英寸电视的塑壳模具、6.5Kg大容量洗衣机的塑料模具,以及汽车保险杠、整体仪表板等模具。
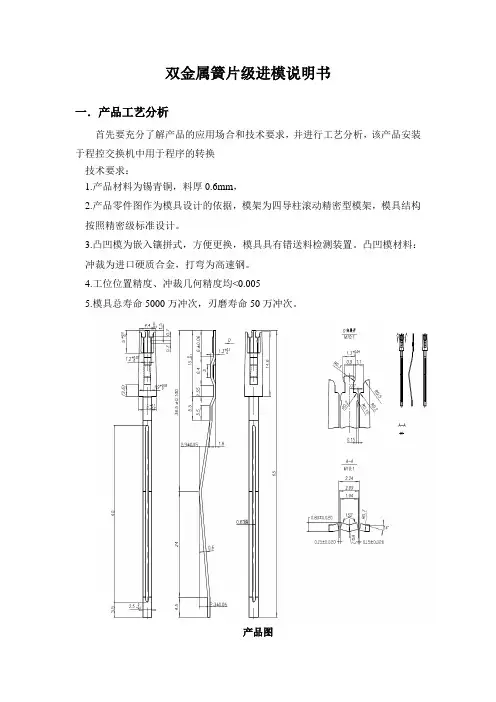
双金属簧片级进模说明书一.产品工艺分析首先要充分了解产品的应用场合和技术要求,并进行工艺分析,该产品安装于程控交换机中用于程序的转换技术要求:1.产品材料为锡青铜,料厚0.6mm,2.产品零件图作为模具设计的依据,模架为四导柱滚动精密型模架,模具结构按照精密级标准设计。
3.凸凹模为嵌入镶拼式,方便更换,模具具有错送料检测装置。
凸凹模材料:冲裁为进口硬质合金,打弯为高速钢。
4.工位位置精度、冲裁几何精度均<0.0055.模具总寿命5000万冲次,刃磨寿命50万冲次。
产品图二.工艺方案的确定及选择1.确定方案就是确定冲压件的工艺路线,主要包括冲压工序数,工序的组合和顺序等。
确定合理的冲裁工艺方案应在不同的工艺分析进行全面的分析与研究,比较其综合的经济技术效果,选择一个合理的冲压工艺方案。
此副模具为多工位精密级进模。
零件外形为一多向弯曲件,另有冲裁、墩压。
制件上的外形需9次弯曲完成,弯曲成型的开口部分尺寸公差要求较高,弯曲回弹必须严格控制。
,因此要求冲件间隙合理,工作面表面粗糙度值要小。
为了降低模具制造成本和减小凹模尺寸,排样时必须遵守每一成形工位前,应先冲掉周围妨碍成形的废料,弯曲的先后顺序以不发生干涉和简化模具设计与制造成本为原则。
排样设10个工位,各工位的冲压工序为:1侧刃定距、冲导正销孔、工件头部废料;2头部舌头撕口打弯;3向上打弯;4冲切工件周边余料;5墩压;6冲切工件间的搭边;7冲切细槽;8向上打弯9.向上打弯10冲切落料。
2.对于双金属簧片这样工序较多的冲压零件,可以先确定出零件的基本工序,再考虑对所有的基本工序进行可能的组合排序,将由此得到的各种工艺方案进行分析比较,从中确定出适合于生产实际的最佳方案方案一:1.冲侧刃、导正孔、冲废料。
2.头部舌头撕口打弯(死卸料板镶件打弯)3.向上打弯4.冲废料5.墩压6.冲废料7.冲细槽8.向上弯曲9.向上打弯10.落料。
方案一方案二:1.冲侧刃,导正孔,冲废料 2.头部舌头撕口打弯(杠杆成型)3.冲废料 4.墩压 5.向上打弯 6.冲细槽7.冲废料8.向上打弯9.向上打弯10.落料方案二比较两种方案,杠杆成型头部撕口打弯,状态不稳定,有不可预知性,而采用死卸料板镶件进行撕口打弯,凹模作为浮动状态,既起打弯成型作用,又起卸料作用,状态容易控制,而如果在墩压月牙形之后再进行向上打弯,弯曲变形易引起前步工序尺寸变化,造成尺寸超差,而冲出细槽后再冲宽槽,容易引起细槽的变形,因此综合比较,方案一为最佳方案。
编号:课程设计说明书题目:TIPTOP—QDT53型调整垫片级进模设计院(系):机电工程学院专业:机械设计及其自动化学生姓名:学号:0901120513指导教师:职称:讲师题目类型:理论研究实验研究工程设计工程技术研究软件开发2012 年 6 月25 日摘要本课程设计的是一个标准件的级进模设计,它是一个由TIPTOP公司生产的工装元件——QDT53型调整垫片。
本文首先分析了冲压技术在社会中的地位和发展前景,结合国内市场的情况,模具要改进的地方以及要向别人借鉴的地方。
首先要对所给的设计课题进行分析,要分析模具进行加工的方向,所用的材料及精度是否符合要求。
其次在此基础上,提出了冲裁模的总体结构方案,详细的分析了模具的类型及根据生产条件来确定制件的操作,根据出件的容易程度来确定出件方式和卸料方式。
当确定了模具的总体结构方案后,对冲裁件的工艺进行计算,计算后就对模具进行总体的结构零件的设计及选择。
本课题取得的结论就是对零件进行工艺性分析,提出了制件的工艺性方案为级模,采用此工艺方案提出了冲件有较好的精度和平整度。
根据零件的冲裁工艺方案,采用正装式级进模;采用自动送料,为保证制件的质量提出了弹压卸料形式;制件的出件方式为上出件;考虑废料的遗留问题,采用下出件的方式。
对压力中心的计算是提出初选压力机的依据,确定初选的压力机后,对凸模、凹模的刃口进行计算,因主要冲裁件的尺寸精度主要取决于凸模、凹模刃口尺寸及公差的计算,模具的合理间隙也是靠刃口尺寸及其公差来保证;模具总装图零件图的绘制等。
作为模具的设计与制造,本课题提出的级进模设计方案仍然有许多不完善的地方,比如还是用半自动化操作,若要发展此行业就要不断的提高生产效率,降低生产成本,尽量采用全自动化的机器来代替人工操作。
对于现在国内的发展情况来看,本课题的研究结果仍然具有相当的成效,并有较高的参考价值和实用价值。
关键词:级进模;工艺性分析;结构方案;零部件;总装图;零件图AbstractThis course design is a standard of progressive die design, it is a production company of equipment by the TIPTOP components-QDT53 type adjustment washers. This paper first analyzes the stamping technology in social status and the development prospect, combining the domestic market, mould to improve the place and ask people reference place. First of all to the design task analysis, the analysis of the direction of the mould processing, used materials and precision whether meet the requirements. Then based on this, puts forward the general structure of the stamping die scheme, and detailed analysis of the types and the die according to the production conditions to make sure the product's operation, according to a degree of easy to determine a way and discharging mode. Be sure the overall structure of the die after scheme, hedge cutting a process of calculation, to die in overall after the structure of the components of the design and choice.This subject is the conclusion is obtained to parts technology are analyzed, and the drawing of the scheme for the technology level modules, use this technology plan put forward the stamping is of high precision and smoothness. According to the parts of the cutting process plan, the loading is progressive die; The automatic feed, to ensure that the product's quality put forward when unloading form; Drawing of a way for on a; Consider the legacy of waste, adopt a way. The calculation of the pressure center is put forward based on primary press, determine the primary after press, to the punch, concave die calculated the blade, for the main blanking pieces mainly depends on the size of the accuracy of the punch, concave die size and the calculation of the tolerance, mould reasonable clearance is also depend on the size and tolerance to ensure; Mold assembly figure component drawing, etc. As the die design and manufacture, the subject of the proposed design scheme of progressive die there are still many drawbacks, such as or with half an automatic operation, if we are to develop this industry will continuously improve the production efficiency, reduce the production cost, make use of the automatic machine instead of manual operation. For now the development of domestic situation, this topic research results are still quite results and have higher reference value and practical value.Keywords: progressive die; Technology analysis; Structure scheme; and Components. Assembly figure; Parts drawing目录引言.......................................... 错误!未定义书签。
第1章绪论模具是现代工业,特别是汽车、拖拉机、航空、无线电、电机、电器、仪器、仪表、兵器、日用品等工业必不可少的工艺装备。
锻件、冲压件、压铸件、粉末冶金零件以及非金属零件,如塑料、陶瓷、橡胶玻璃等制品都是用模具成型的。
模具技术直接影响制造业的发展、产品更新换代能力和产品竞争能力。
模具工业潜力很大,前景广阔。
近十多年来,美国、日本、德国等发达国家的模具总产值已超过机床总产值。
模具技术进步极大地促进了工业产品生产发展,因而深受赞誉。
美国工业界认为“模具工业是美国工业的基石”;在日本,模具被誉为“进入富裕社会的原动力”;在联邦德国,模具被冠之以“金属加工业中的帝王”之称;在罗马尼亚,有“模具就是黄金”之说。
可见模具工业在世界各国经济发展中具有极其重要的地位。
模具技术已成为衡量一个国家产品制造水平的重要标志之一。
模具高级技工在冲模制造流程中的中心地位是无可代替的,他们对保证模具质量、提高产品的市场竞争里起着非常重要的作用。
为适应现代制造业发展和产品技术既不的需要,加快高级技能人才的培养。
模具作为一种高附加值的技术密集产品,它的技术水平已经成为衡量一个国家制造业水平的重要评价指标之一。
而要提高模具技术水平不但要有先进的制造设备,更重要的是有掌握先进制造设备的人才。
人力资源是企业最重要的战略资源,它决定这企业长远的,持续的发展。
目前,很多从事模具制造的企业已注意到人才的重要性,特别是随着高档水平模具的需要不断增加,对人才素质的要求也越来越高。
所以企业在购置数控加工设备的同时要加人才的培训。
目前,专门针对培养掌握先进模具制造技术的高、中级技术人才的教材又比较少,开展这方面培训工作比较困难,冷冲压生产是当代金属加工领域的重要手段,冷冲模是冲压生产中必不可少的主要工艺装备。
现代工业产品的发展在很大程度上取决于冲模制造的发展水平,可以认为,模具制造行业已成为国民经济的基础工业之一。
冷冲压加工是在常温下,利用压力机的压力,通过冲模对各种不同规格尺寸的材料进行加工,制成所需要形状和尺寸的零件。
1冲压基础知识1.1冲压的特点和应用冲压--是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
在冲压零件的生产中,合理的冲压成形工艺、先进的模具、高效的冲压设备是必不可少的三要素。
冲压成形加工必须具备相应的模具,而模具是技术密集型产品,其制造属单件小批量生产,具有难加工、精度高、技术要求高、生产成本高(约占产品成本的10%~30%)的特点。
1.2冲压现状与发展方向目前,我国冲压技术与先进工业发达国家相比还相当落后,主要原因是我国在冲压基础理论及成形工艺、模具标准化、模具设计、模具制造工艺及设备等方面与工业发达国家尚有相当大的差距,导致我国模具在寿命、效率、加工精度、生产周期等方面与先进工业发达国家的模具相比差距相当大。
随着工业产品质量的不断提高,冲压产品生产正呈现多品种、少批量,复杂、大型、精密,更新换代速度快的变化特点,冲压模具正向高效、精密、长寿命、大型化方向发展。
2拉深件的工艺性分析2.1工件的材料给定板料为A3;查资料A3即Q235。
1- -2.2工艺方案的分析该工件形状简单,为无凸缘圆阶梯筒形件,在圆周方向上的变形是均匀的,没有厚度不变的要求,工件的形状满足拉深的工艺要求,可以采用多次阶梯拉深工序加工。
该拉深件为阶梯圆筒形件,相当于若干个直壁圆筒形件的组合,所以与直壁圆筒形件的拉深基本相似,每一个阶梯的拉深相当于相应的圆筒件的拉深,但拉深工艺的设计与直壁圆筒形件有较大差别。
拉伸件侧壁与底面或凸圆连接处的圆角R,特别是外圆角R1应尽量放大,因为它们相当于最后一副拉深模的凸模及凹模圆角。
放大这些圆角半径,能够减少拉深次数,或使零件容易拉深成形。
采用如下两种方案:方案一单工序模(落料、多次拉深、冲孔)方案二多工位拉深级进模综合分析,级进模比单工序模生产效率高,减少了模具和设备的数量,工件精度较高,便于操作和实现生产自动化。
先判定是否能一次拉深成,否则要经多次拉深。
2 冲压件的工艺分析2.1 零件工艺性分析工件垫圈为图2-1所示的落料冲孔件,材料为10钢板,是优质碳素结构钢,材料厚度为2mm,生产批量为大批量。
图2-1 垫片工件图工艺性分析内容如下:(1)材料分析对于冷冲压所用的材料,不仅要满足设计的技术要求标准,还应当满足冲压的工艺要求。
主要应该具备一下几点:①应当有良好的可塑性。
②应该具备抗压失稳起皱的能力。
③应该具备光洁、平整、无缺陷损伤的表面状态。
④材料的厚度公差和外形尺寸公差应该符合国家标准。
冲裁件材料为10钢板,是优质碳素结构钢,具有良好的可冲压性能。
(2)结构分析零件形状简单、对称,由圆弧和直线组成,对冲裁加工较为有利。
外形的直角不便于模具的加工,并且影响寿命,故将90°直角改为R1的工艺圆角。
(3)精度分析一般冲裁件内外所能达到的经济精度为IT14,该孔中心与边缘距离尺寸公差为±0.26mm。
将以上精度和零件简图中所标注的尺寸公差相比较,可认为该零件的精度要求能够在冲裁加工中得到保证。
由以上分析可知,该零件可以用普通冲裁的加工方法制得。
三个孔的中心在同一条直线上的位置精度满足形位公差要求。
(4)选择冲压设备由于零件尺寸较小,精度要求不高,批量大,且只有冲孔和落料两道工序,选用开式机械压力机,适合冲裁加工,有一定的精度和刚度,操作方便,价格低廉,所以选择开式机械压力机。
2.2 冲裁工艺方案的确定零件为一落料冲孔件,可提出的加工方案如下: 方案一:先落料,后冲孔,采用两套单工序模生产。
方案二:冲孔—落料连续冲压,采用级进模生产。
方案一模具结构简单,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。
方案二采用级进模加工。
级进模比单工序模生产率高,减少了模具和设备的数量,工件精度较高,便于操作和实现生产自动化。
对于特别复杂或孔边距较小的冲压件,用简单模或复合模冲制有困难时,可用级进模逐步冲出。
但级进模轮廓尺寸较大,制造较复杂,成本较高,一般适用于大批量生产小型冲压件。
角撑件的级进模设计院系航空航天工程学部专业飞行器制造工程(钣金与模具) 班级84030201学号32姓名贠磊指导教师占军负责教师航空航天大学2012年6月摘要我将设计一套级进模:“角撑件的级进模设计”。
本文重点论述制件的工艺分析;排样图的设计及确定;模具结构的设计与校核;压力机的选择;模具的技术经济分析以及典型模具零件的加工工艺的制订等。
本制件采用级进模生产,提高了生产效率,实现批量生产。
模具共分八个工位,第一、二、三、四步是冲裁,第五、六、七步是弯曲,最后一步是冲裁切断,获得制件。
第一部冲出定距侧刃和导正销孔,实现侧刃的粗定位和导正销的精确定位。
由于弯曲工序的需要,必须在凹模上设置浮顶器抬起送料。
同时在相应的工位的凹模板和卸料板上开设躲避槽。
另外,为保证冲裁精度及稳定性,需要在卸料版上设置一对小导柱、小导套。
该级进模设计结构合理,操作方便,寿命长,成本低。
制件能满足要求。
关键词:角撑件;级进模;卸料版;浮顶器。
AbstractI will design a progressive die: ‘Gusset Progressive Die Design ’. This article focuses on parts of the process; layout diagram of the design and determine; mold structure design and checking; presses choice; mold techno-economic analysis and the formulation of the typical process of the mold parts.The parts using progressive die production, improve production efficiency, to achieve mass production. The mold consists of eight stations, the first, two, three, four-step blanking, fifth, six, seven steps are curved, the last step blanking cut off access to parts. The first out of the set from the side of the blade and the guide pin hole, precise positioning of the rough location of the side edge and the guide pin. Floating roof must be set on the die due to the bending process needs to lift the feed. Open to avoid slot in the corresponding position of the concave template and discharge board. In addition, in order to ensure punching accuracy and stability, set up a pair of guide posts, small bushing in the discharge version.The progressive die design, reasonable structure, easy operation, long life and low cost. Parts to meet the requirements.Key words:gusset;progressive die; unloading board;cushion目录1绪论71.1 级进模概述71.2 毕业设计容、步骤:22零件的冲压工艺性分析92.1零件图的尺寸公差及技术要求92.2 08F钢的机械性能92.3弯曲件的工艺性分析102.3.1弯曲材料102.3.2弯曲件直边的高度102.3.3弯曲件的回弹102.4工艺方案103毛坯尺寸的计算及方案的确定53.1计算毛坯展开长度123.2排样图的设计及材料利用率的计算133.2.1排样方案133.2.2排样图的确定83.2.3确定工位数93.2.4步距精度的计算93.2.5定距方式的确定104工艺计算114.1各工位力的计算114.2压力中心的计算214.2.1各个工步压力中心134.2.2总体压力中心的计算154.3凹模周界的确定215模具零件的工作部分计算265.1冲裁部分尺寸计算:265.1.1凸凹模刃口尺寸计算1146模具结构设计与强度校核错误!未定义书签。
6.1.凸模的设计386.1.1圆形凸模的设计386.1.2异形凸模的设计错误!未定义书签。
6.1.3弯曲凸模的设计406.2凹模的设计与校核;错误!未定义书签。
6.2.1凹模的强度校核错误!未定义书签。
6.2.2紧固件尺寸计算错误!未定义书签。
6.2.3凹模孔口形式436.2.4弯曲凹模的设计306.3导料装置的设计306.3.1导料板的设计:306.3.2浮顶器的选择:316.4卸料装置的设计316.4.1卸料板的结构形式:316.4.2材料的选择极板厚的确定:316.5 固定板的设计326.5.1板度的确定326.5.2固定板的结构形式326.5.2固定板的材料的选取326.6垫板的设计与校核326.6.1垫板的材料选取326.6.2垫板的强度校核336.7 模架的选择336.8 弹性元件的选用336.8.1卸料弹簧336.8.2 浮顶器的弹簧的选取错误!未定义书签。
6.9 卸料螺钉的选择错误!未定义书签。
6.10模具闭合高度错误!未定义书签。
7压力机选择错误!未定义书签。
7.1压力机类型的确定错误!未定义书签。
7.2选择压力机错误!未定义书签。
7.3冲模闭合高度校核错误!未定义书签。
8经济性分析548.1 影响价格的因素548.2 级进模价格的简单估算548.2.1原料费548.2.2模具价格418.2.3剩余利润419凹模板的加工工艺42结束语43参考文献441绪论1.1 级进模概述模具是批量生产同形产品的工具,是工业生产中主要装配。
模具工业是目前国际应用最广的基础工业,也是衡量一个国家工业科技的标准之一,因此其对国民经济的发展起着相当重要的作用。
其中级进模是多工位自动精密级进模的简称,属于精密、高效、寿命长的模具。
它适用于冲压尺寸小、料薄、形状复杂和大批量生产的冲压零件。
多工位精密自动级进模的工位数可高达几十个,其模具自动送料、自动检测出送料误差等。
多工位精密自动级进模常用于高速冲压。
因此,生产效率极提高,并减少了手工送料的误差,减少了冲压设备和工人,具有较高的技术经济效益。
与单工位冲压模具相比较,多工位精密自动级进模有如下特点:○1在一副模具中,可以完成包括冲裁、弯曲、拉深、和成形等多种多道冲压工序,从而免去了用单工序模的周转和每次冲压的定位过程,提高了劳动生产率和设备利用率。
○2由于在级进模中工序可以分散,不必集中在一个工位上,故不存在复合模的“最小壁厚”问题,可以根据需要留出空工位,从而保证模具强度,延长模具寿命。
○3级进模常采用高速冲床生产冲压件,模具采用了自动送料、自动检测、自动出件等自动化装置,操作安全,具有高效的劳动生产率。
○4级进模结构复杂,镶块较多,模具制造精度要求很高,给模具的制造、调试及维修带来一定的难度。
同时要求模具零件具有互换性,在模具零件磨损或损坏后要求更换迅速、方便、可靠。
○5多工位级进模主要用于中、小、型复杂冲压件的大批量生产,对较大的制件可选用多工位传递式冲压模具加工。
采用多工位级进模生产效率高,能实现高速化生产,适用于批量生产。
1.2毕业设计容、步骤:1.查阅资料、调研、熟悉毕业设计题目:(0.5周)2.检查及绘制制件图、计算及绘制展开图(4#图纸一)3.冲压件工艺分析,工序设计计算,编制排样图(用3#图纸一,含冲压力计算,初选压力机)4.选择模具结构,结构设计、计算。
(2周)5.绘制模具草图、交审。
(1周)6.模具工作尺寸及压力机参数计算。
7.绘制模具装配图。
(1周)8.绘制模具零件图。
(2周)9.对设计方案进行经济分析及编写中等复杂程度模具零件制造工艺流程一份。
(0.5周)10.编写毕业设计说明书。
翻译外文资料一份。
(1周)11.指导教师审阅,批审教师审阅,答辩委员会审查,学生答辩2零件的冲压工艺性分析2.1零件图的尺寸公差及技术要求材料:08F,料厚:t=1mm,生产批量:50万图2.1是角撑件实体图,材料是厚度1mm的08F钢板,需要冲孔、冲裁、弯曲等工序。
零件是一个外形并不复杂,两面弯曲的制件。
但是制件由于是先冲孔后弯曲,它的距弯曲较近的直径为2.5的圆可能发生变形,这是模具加工零件中应注意的地方。
图2.1 制件图2.2 08F钢的机械性能抗剪强度τ 260~360MPaδ 330~450MPa抗拉强度b延伸率δ 32%δ 200MPa屈服强度s2.3弯曲件的工艺性分析2.3.1弯曲材料材料是08F 钢板,厚度是1mm ,制件的弯曲半径是2mm ,大于08F 允许的最小弯曲半径(由《冲压手册》表3-2查得08F 钢的最小弯曲半径为0.8t=0.8mm ),所以可以弯成。
2.3.2弯曲件直边的高度当弯曲︒90角时,为了保证工件的弯曲质量,必须保证弯曲件的直边高度为h>2t;若h<2t,则必须先压槽弯曲或加高直边,弯曲后再切掉多余的部分。
对于该制件,弯曲高度h =20mm 和15mm,大于2t.所以不必加高直边或压槽即可弯成。
2.3.3弯曲件的回弹对于r/t<5的弯曲件,由于弯曲半径较小,其弯曲半径变化较小,因此一般只考虑弯角的回弹量,半径的变化可忽略。
设︒90单角自由弯曲时的回弹量为α∆,已知,材料为08F 钢板,料厚t=1mm ,回弹角α∆=0.63度,角度很小,故不用调整;如果回弹较大的话可用减小间隙法,凸凹模间隙取负间隙,且间隙取在凸模上,这样在弯曲过程中使两侧面材料产生拉伸变形,从而使两侧面的回弹减小。
2.4 工艺方案该零件所需的冲压工序为:冲孔,冲裁,弯曲。
可拟定以下三套工艺方案: 方案一:用简单的模具,即为几套简单的模具分别完成冲孔、冲裁和弯曲几个工序。
方案二:用复合模,即用一套复合模完成冲裁、冲孔、弯曲三个工具。
方案三:用多工位级进模一次完成冲孔、冲裁、弯曲等多个工序。
分析比较几套方案的优缺点:方案一:模具结构简单,模具的制造加工和装配较为容易,并且修模容易,但是由于采用三套模具造成制件的累计误差较大,而且需要投入的人力较多,操作复杂,成本高且效率低,不适合大批量生产。