第二章 精密切削加工
- 格式:ppt
- 大小:3.84 MB
- 文档页数:20

第二章切削原理、第三章刀具练习题一、填空题1、铣刀旋转方向与工件进给方向相同,称顺铣方式。
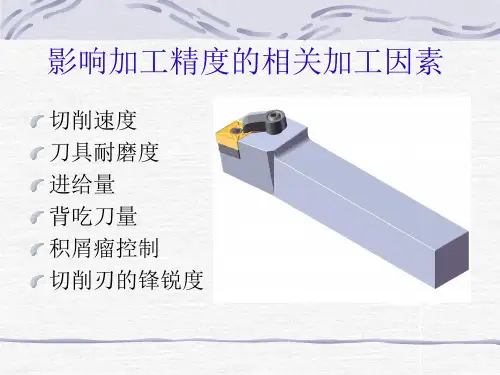
2、切削层面积平面与切削用量的关系是:切削层面积平面仅与背吃刀量a p和进给量f有关,f增加,切削厚度增加。
a p增加,切削层宽度增加。
3、刀具前角越_大_,切削刃越锋利,使剪切角增大,变形系数减小,因此,切削变形减小。
7、在刀具材料中,_硬质合金用于切削速度很高、难加工材料的场合,制造形状较简单的刀具。
12、切削用量的顺序是先选背吃刀量,后选进给量,最后选切削速度。
13、切削用量的三要素是切削速度v、进给量f、切削深度a p。
19、刀具材料分为工具钢、硬质合金、陶瓷刀具、超硬刀具四大类。
21、粗加工时选择较小前角,精加工时选择较大前角。
28、铣削过程中所选用的切削用量称为铣削用量,铣削用量包括铣削宽度、铣削深度、铣削速度、进给量。
33、在切削过程中,工件上形成三个表面:①已加工表面;②待加工表面;③加工表面。
36、一个机械加工工艺系统由机床、夹具、刀具和工件构成。
37、切削运动由主运动、进给运动及辅助运动组成。
39、切削合力可分解为_主切削力、_进给力和_背向力三个分力。
二、解释下列术语1.积屑瘤:以中速或较低的切削速度切削塑性金属时,常在刀具前面粘结一些工件材料,形成一个硬度很高的楔块,称为积屑瘤。
2.顺铣法:铣刀的旋转切入方向与工件的进给方向相同的铣削方式称顺铣法。
3.加工硬化:已加工表面经过严重塑性变形而使表面硬度增大,这种现象称为加工硬化。
4、刀具耐用度:刀具刃磨后开始切削至磨损量达到磨钝标准的总切削时间。
5、机夹车刀:采用普通刀片,用机械夹固的方法将刀片夹持在刀杆上使用的车刀。
6、逆铣法:铣刀的旋转切入方向与工件的进给方向相反的铣削方式称逆铣法。
三、判断题1.(×)高速钢是一种含合金元素较多的工具钢,由硬度和熔点很高的碳化物和金属粘结剂组成。
2.(√)刀具切削部位材料的硬度必须大于工件材料的硬度。