第2章 2.1超精密切削加工
- 格式:ppt
- 大小:2.66 MB
- 文档页数:32
超精密切削加工技术介绍
超精密加工技术是适应现代高科技的需要而发展起来的先进制造技术, 是高科技尖端产品开发中不可或缺的关键技术, 是一个国家制造业水平重要标志, 是先进制造技术基础和关键, 也是装备现代化不可缺少的关键技术之一, 在军用和民用工业中有着十分广阔的应用前景。
金刚石超精密切削技术, 是超精密加工技术发展最早的、应用最为广泛的技术之一。
超精密切削加工技术
1、超精密切削的历史
60年代初,由于宇航用的陀螺,计算机用的磁鼓、磁盘,光学扫描用的多面棱镜,大功率激光核聚变装置用的大直径非圆曲面镜,以及各种复杂形状的红外光用的立体镜等等,各种反射镜和多面棱镜精度要求极高,使用磨削、研磨、抛光等方法进行加工,不但加工成本很高,而且很难满足精度和表面粗糙度的要求。
为此,研究、开发了使用高精度、高刚度的机床和金刚石刀具进行切削加工的方法加工。
2、超精密切削加工的应用
(1)平面镜的切削
平面度
金刚石刀具
1、金刚石刀具特点
金刚石刀具拥有很高的高温强度和硬度,而且材质细密,经过精细研磨,切削刃可磨得极为锋利,表面粗糙度值很小,因此可进行镜面切削。
金刚石刀具超精密切削主要用于加工铜、铝等有色金属,如高密度硬磁盘的铝合金基片、激光器的反射镜、复印机的硒鼓、光学平面镜,凹凸镜、抛物面镜等。
超精切削刀具材料有天然金刚石,人造单晶金刚石。
金刚石刀具磨损的常见形式为机械磨损和破损。
机械磨损——机械摩擦、非常微小;破损。

超精密切削加⼯主要指⾦刚⽯⼑具的超精密切削超精密切削加⼯主要指⾦刚⽯⼑具的超精密切削。
超精密切削的⼯作机理:普通的切削的切削深度⼀般远⼤于材料晶粒的尺⼨,切削加⼯以数⼗计的晶粒团为加⼯单位,在切削⼒的作⽤下从基体上去除⾦属。
⽽超精密加⼯的切削层很薄或尺⼨很⼩,切削深度和进给量必然很⼩,特别是亚微⽶和纳⽶级的超精密切削,切削深度通常⼩于材料晶粒直径,使的切削只能在晶粒内部进⾏。
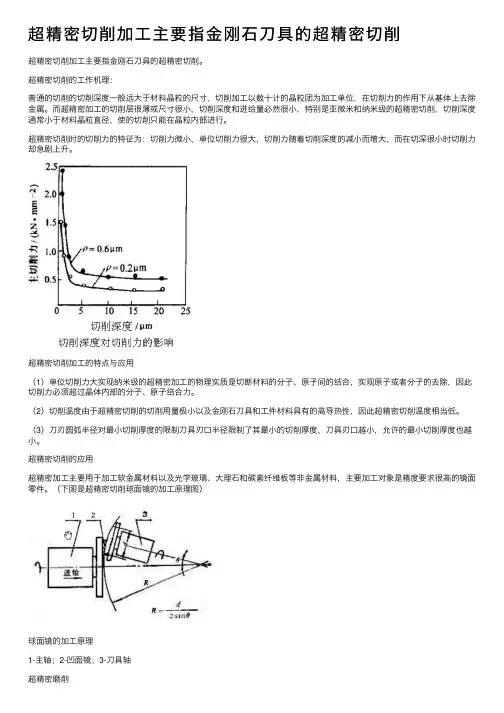
超精密切削时的切削⼒的特征为:切削⼒微⼩,单位切削⼒很⼤,切削⼒随着切削深度的减⼩⽽增⼤,⽽在切深很⼩时切削⼒却急剧上升。
超精密切削加⼯的特点与应⽤(1)单位切削⼒⼤实现纳⽶级的超精密加⼯的物理实质是切断材料的分⼦、原⼦间的结合,实现原⼦或者分⼦的去除,因此切削⼒必须超过晶体内部的分⼦、原⼦结合⼒。
(2)切削温度由于超精密切削的切削⽤量极⼩以及⾦刚⽯⼑具和⼯件材料具有的⾼导热性,因此超精密切削温度相当低。
(3)⼑刃圆弧半径对最⼩切削厚度的限制⼑具刃⼝半径限制了其最⼩的切削厚度,⼑具刃⼝越⼩,允许的最⼩切削厚度也越⼩。
超精密切削的应⽤超精密加⼯主要⽤于加⼯软⾦属材料以及光学玻璃、⼤理⽯和碳素纤维板等⾮⾦属材料,主要加⼯对象是精度要求很⾼的镜⾯零件。
(下图是超精密切削球⾯镜的加⼯原理图)球⾯镜的加⼯原理1-主轴;2-凹⾯镜;3-⼑具轴超精密磨削超精密磨削是当代能达到最低磨削表⾯粗糙度值和最⾼加⼯精度的磨削⽅法。
超精密磨削去除量最薄,采⽤较⼩修整导程和吃⼑量来修整砂轮,是靠超微细磨粒等⾼微刃磨削作⽤,并采⽤较⼩的磨削⽤量磨削。
超精密磨削要求严格消除振动,并保证恒温及超净的⼯作环境。
超精密磨削的光磨微细摩擦作⽤带有⼀定的研抛作⽤性质。
1.超精密砂轮磨削的磨削超精密砂轮磨削机理:( 1 ) 超微量切除超精密磨削是⼀种极薄切削,切屑厚度极⼩,磨削深度可能⼩于晶粒的⼤⼩,磨削就在晶粒内进⾏,因此磨削⼒⼀定要超过晶体内部⾮常⼤的原⼦、分⼦结合⼒,从⽽磨粒上所承受的切应⼒就急速地增加并变得⾮常⼤,可能接近被磨削材料的剪切强度的极限。

单元(章节)备课笔记首页
教师教研组机电教研室编写日期审批日期
课时授课计划
课时授课计划
单元(章节)备课笔记首页
教师教研组机电教研室
编写日期审批日期
课时授课计划
课时授课计划
单元(章节)备课笔记首页
教师教研组机电教研室编写日期审批日期
课时授课计划
课时授课计划
单元(章节)备课笔记首页
教师教研组机电教研室编写日期审批日期
课时授课计划
课时授课计划
课时授课计划
单元(章节)备课笔记首页
教师教研组机电教研室编写日期审批日期
课时授课计划
课时授课计划
单元(章节)备课笔记首页
教师教研组机电教研室编写日期审批日期
课时授课计划
课时授课计划
单元(章节)备课笔记首页
教师教研组机电教研室编写日期审批日期
课时授课计划
课时授课计划。