超精密切削加工技术介绍
- 格式:doc
- 大小:24.00 KB
- 文档页数:6

精密超精密加工技术精密及超精密加工对尖端技术的发展起着十分重要的作用。
当今各主要工业化国家都投入了巨大的人力物力,来发展精密及超精密加工技术,它已经成为现代制造技术的重要发展方向之一。
本节将对精密、超精密加工和细微加工的概念、基本方法、特点和应用作一般性介绍。
一、精密加工和超精密加工的界定精密和超精密加工主要是根据加工精度和表面质量两项指标来划分的。
这种划分是相对的,随着生产技术的不断发展,其划分界限也将逐渐向前推移。
1.一般加工一般加工是指加工精度在10µm左右(IT5~IT7)、表面粗糙度为R a0.2µm~0.8µm的加工方法,如车、铣、刨、磨、电解加工等。
适用于汽车制造、拖拉机制造、模具制造和机床制造等。
2.精密加工精密加工是指精度在10µm~0.1µm(IT5或IT5以上)、表面粗糙度值小于R a0.1µm的加工方法,如金刚石车削、高精密磨削、研磨、珩磨、冷压加工等。
用于精密机床、精密测量仪器等制造业中的关键零件,如精密丝杠、精密齿轮、精密导轨、微型精密轴承、宝石等的加工。
3.超精密加工超精密加工一般指工件尺寸公差为0.1µm~0.01µm数量级、表面粗糙度R a 为0.001µm数量级的加工方法。
如金刚石精密切削、超精密磨料加工、电子束加工、离子束加工等,用于精密组件、大规模和超大规模集成电路及计量标准组件制造等方面。
二、实现精密和超精密加工的条件精密和超精密加工技术是一项内容极为广泛的制造技术系统工程,它涉及到超微量切除技术、高稳定性和高净化的工作环境、设备系统、工具条件、工件状况、计量技术、工况检测及质量控制等。
其中的任一因素对精密和超精密加工的加工精度和表面质量,都将产生直接或间接的不同程度的影响。
1.加工环境精密加工和超精密加工必须具有超稳定的加工环境。
因为加工环境的极微小变化都可能影响加工精度。
1、通常将加工精度在0.1-1um、加工表面粗糙度R在0.02-0.1um之间的加工方法称为精密加工。
而将加工精度高于0.1um、加工表面粗糙度R小于0.01um的加工方法称为超精密加工。
2、提高加工精度的原因:提高制造精度后可提高产品的性能和质量,提高其稳定性和可靠性;促进产品的小型化;增强零件的互换性,提高装配生产率,并促进自动化装配。
3、精密和超精密加工目前包含三个领域:超精密切削;精密和超精密磨削研磨‘精密特种加工。
4、金刚石刀具的超精密切削加工技术,主要应用于两个方面:单件的大型超精密零件的切削加工和大量生产的中小型零件的超精密切削加工技术。
5、金刚石刀具有两个比较重要的问题:晶面的选择;切削刃钝圆半径。
6、超稳定环境条件主要是指恒温、防振、超净和恒湿五个方面的条件。
7、我国应开展超精密加工技术基础的研究,其主要内容包括以下四个方面:1)超精密切削、磨削的基本理论和工艺。
2)超精密设备的关键技术、精度、动特性和热稳定性。
3)超精密加工的精度检测、在线检测和误差补偿。
4)超精密加工的环境条件。
5)超精密加工的材料。
8、超精密切削实际选择的切削速度,经常是根据所使用的超精密机床的动特性和切削系统的动特性选取,即选择振动最小的转速。
9、超精密切削实际能达到的最小切削厚度和金刚石刀具的锋锐度、使用的超精密机床的性能状态、切削时的环境等都直接有关。
10、为实现超精密切削,刀具应具有如下性能:1)极高的硬度、极高的耐磨性和极高的弹性模量,以保证刀具有很长的寿命和很高的尺寸耐用度。
2)切削刃钝圆能磨得极其锋锐,切削刃钝圆半径r值极小,能实现超薄切削厚度。
3)切削刃无缺陷,切削时刃形将复印在加工表面上,能得到超光滑的镜面。
4)和工件材料的抗粘结性好、化学亲和性小、摩擦因素低,能得到极好的加工表面完整性。
11、SPDT——金刚石刀具切削和超精密切削。
12、晶体受到定向的机械力作用时,可以沿平行于某个平面平整地劈开的现象称为解理现象。

超精密切削加⼯主要指⾦刚⽯⼑具的超精密切削超精密切削加⼯主要指⾦刚⽯⼑具的超精密切削。
超精密切削的⼯作机理:普通的切削的切削深度⼀般远⼤于材料晶粒的尺⼨,切削加⼯以数⼗计的晶粒团为加⼯单位,在切削⼒的作⽤下从基体上去除⾦属。
⽽超精密加⼯的切削层很薄或尺⼨很⼩,切削深度和进给量必然很⼩,特别是亚微⽶和纳⽶级的超精密切削,切削深度通常⼩于材料晶粒直径,使的切削只能在晶粒内部进⾏。
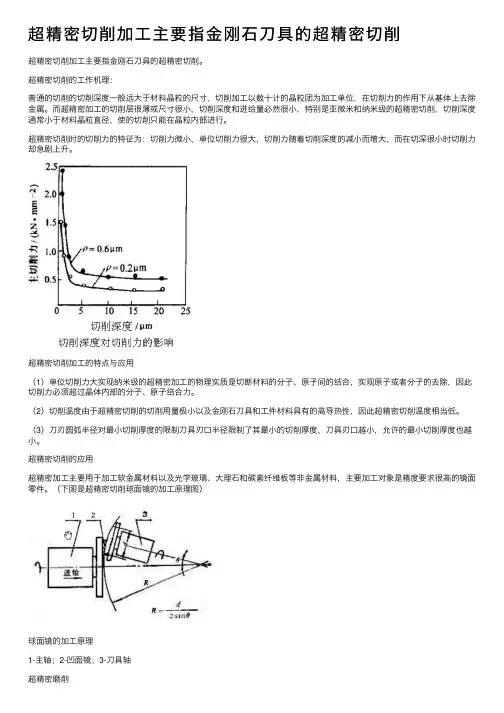
超精密切削时的切削⼒的特征为:切削⼒微⼩,单位切削⼒很⼤,切削⼒随着切削深度的减⼩⽽增⼤,⽽在切深很⼩时切削⼒却急剧上升。
超精密切削加⼯的特点与应⽤(1)单位切削⼒⼤实现纳⽶级的超精密加⼯的物理实质是切断材料的分⼦、原⼦间的结合,实现原⼦或者分⼦的去除,因此切削⼒必须超过晶体内部的分⼦、原⼦结合⼒。
(2)切削温度由于超精密切削的切削⽤量极⼩以及⾦刚⽯⼑具和⼯件材料具有的⾼导热性,因此超精密切削温度相当低。
(3)⼑刃圆弧半径对最⼩切削厚度的限制⼑具刃⼝半径限制了其最⼩的切削厚度,⼑具刃⼝越⼩,允许的最⼩切削厚度也越⼩。
超精密切削的应⽤超精密加⼯主要⽤于加⼯软⾦属材料以及光学玻璃、⼤理⽯和碳素纤维板等⾮⾦属材料,主要加⼯对象是精度要求很⾼的镜⾯零件。
(下图是超精密切削球⾯镜的加⼯原理图)球⾯镜的加⼯原理1-主轴;2-凹⾯镜;3-⼑具轴超精密磨削超精密磨削是当代能达到最低磨削表⾯粗糙度值和最⾼加⼯精度的磨削⽅法。
超精密磨削去除量最薄,采⽤较⼩修整导程和吃⼑量来修整砂轮,是靠超微细磨粒等⾼微刃磨削作⽤,并采⽤较⼩的磨削⽤量磨削。
超精密磨削要求严格消除振动,并保证恒温及超净的⼯作环境。
超精密磨削的光磨微细摩擦作⽤带有⼀定的研抛作⽤性质。
1.超精密砂轮磨削的磨削超精密砂轮磨削机理:( 1 ) 超微量切除超精密磨削是⼀种极薄切削,切屑厚度极⼩,磨削深度可能⼩于晶粒的⼤⼩,磨削就在晶粒内进⾏,因此磨削⼒⼀定要超过晶体内部⾮常⼤的原⼦、分⼦结合⼒,从⽽磨粒上所承受的切应⼒就急速地增加并变得⾮常⼤,可能接近被磨削材料的剪切强度的极限。
《精密和超精密加工技术》学习总结11机械1班 2011411011070. 引言精密和超精密加工技术不仅直接影响尖端技术和国防工业的发展,还影响着国家的机械制造业的国际竞争力,因此,全球各国对此十分重视!本文就从超精密切削、精密和超精密磨削、精密研磨与抛光、精密加工的机床设备和外部支撑环境、微纳加工技术等相关的超精密加工技术进行研究与总结。
1. 超精密切削超精密切削是国防和尖端技术中的重要部分,受到了各国的重视和发展。
一、超精密切削的切削速度选择超精密切削所使用的刀具是天然单晶金刚石刀具,它是目前自然界硬度最高的物质,具有耐磨性好、热传导系数高和有色金属间摩擦系数小。
因此,在加工有色金属时,切削温度低,刀具寿命很高,亦可使用1000-2000m/min的高速切削。
而这一点(切削速度并不受刀具寿命的制约)是和普通切削规律不同的。
超精密切削的速度选择是根据所使用的超精密机床的动特性和切削系统的动特性所决定的,即选择振动最小的转速。
换而言之,要高效地切削出高质量的加工表面,就应该选择动特性好,振动小条件下最高转速的超精密机床。
例如沈阳第一机厂圣工场的SI-255液体静压主轴的超精密车床在700-800r/min时振动最大,故要避开该转速范围,选择低于或者高于该速度范围进行切削,则可得到较好的加工表面。
二、超精密切削时刀具的磨损和寿命天然单晶金刚石刀具超精密切削应用于加工铝合金、无氧铜、黄铜、非电解镍等有色金属和某些非金属材料,比如激光反射镜、雷达的波导管内腔、计算机磁盘等。
判断金刚石刀具是否破损或磨损而不能继续使用的标准是根据工件加工的表面粗糙度有无超过规定值。
而金刚石刀具的切削路程的长度则是其寿命长短的标志。
倘若切削条件正常,刀具的耐用度可达数百千米。
但是在实际使用中,金刚石刀具常是达不到这个耐用度,因为加工过程中切削刃会产生微小崩刃而不能继续使用,而这主要是由于切削时的振动或切削刃的碰撞引起的。
因此,金刚石刀具只能使用在机床主轴转动非常平稳的高精度机床上,而刀具的维护对机床的要求亦是如此。
超精密加工技术概述摘要:随着社会的发展,工业产品精细化程度逐步提高,传统的机械加工技术已经远远不能满足人们的需求,机械加工向着更高精度的方向发展。
本文主要介绍超精密加工技术的产生背景、概念、国内外的发展状况、几种超精密加工技术和对未来超精密加工技术发展的展望。
关键词:超精密加工技术背景概念发展状况发展趋势一.产生的背景制造技术的发展已经有几千年的历史,石器时代、铜器时代、铁器时代都有着制造技术发展的足迹。
直至近代,随着第一次工业革命的完成,传统的机械制造技术出现了,传统的机械加工技术主要包括车削、铣削、钻削和磨削。
随着人类社会的进一步发展,现代科学技术的迅猛发展,机械工业、电子工业、航空航天工业、化学工业等,尤其是国防工业部门,要求尖端科学技术产品向高精度、高速度、大功率、小型化方向发展,以及在高温、高压、重载荷或腐蚀环境下长期可靠地工作。
为了适应这些要求,各种新结构、新材料和复杂形状的精密零件大量出现,其结构和形状越来越复杂,材料的性能越来越强韧,对精度要求越来越高,对加工表面粗糙度和完整性要求越来越严格,使机械制造面临着一系列严峻的任务:(1)解决各种难切削材料的加工问题。
如硬质合金、钛合金、耐热钢、不锈钢、淬火钢、金刚石、石英以及锗、硅等各种高硬度,高强度、高韧性、高脆性的金属及非加工。
(2)解决各种特殊复杂型面的加工问题。
如喷气涡轮机叶片、整体涡轮、发动机机匣、锻压模等的立体成型表面,各种冲模、冷拔模等特殊断面的型孔,炮管内膛线、喷油嘴,喷丝头上的小孔、窄缝等的加工。
(3)解决各种超精密、光整零件的加工问题。
如对表面质量和精度要求很高的航天航空陀螺仪、精密光学透镜、激光核聚变用的曲面镜、高灵敏度的红外传感器等零件的精细表面加工,形状和尺寸精度要求在0.1皮米以上,表面粗糙度尺寸要求在0.01微米以上。
(4)特殊零件的加工问题。
如大规模集成电路、光盘基片、复印机和打印机的感光鼓、微型机械和机器人零件、细长轴、薄壁零件、弹性元件等低刚度零件的加工。
超精密切削加工技术介绍
超精密加工技术是适应现代高科技的需要而发展起来的先进制造技术, 是高科技尖端产品开发中不可或缺的关键技术, 是一个国家制造业水平重要标志, 是先进制造技术基础和关键, 也是装备现代化不可缺少的关键技术之一, 在军用和民用工业中有着十分广阔的应用前景。
金刚石超精密切削技术, 是超精密加工技术发展最早的、应用最为广泛的技术之一。
超精密切削加工技术
1、超精密切削的历史
60年代初,由于宇航用的陀螺,计算机用的磁鼓、磁盘,光学扫描用的多面棱镜,大功率激光核聚变装置用的大直径非圆曲面镜,以及各种复杂形状的红外光用的立体镜等等,各种反射镜和多面棱镜精度要求极高,使用磨削、研磨、抛光等方法进行加工,不但加工成本很高,而且很难满足精度和表面粗糙度的要求。
为此,研究、开发了使用高精度、高刚度的机床和金刚石刀具进行切削加工的方法加工。
2、超精密切削加工的应用
(1)平面镜的切削
平面度
金刚石刀具
1、金刚石刀具特点
金刚石刀具拥有很高的高温强度和硬度,而且材质细密,经过精细研磨,切削刃可磨得极为锋利,表面粗糙度值很小,因此可进行镜面切削。
金刚石刀具超精密切削主要用于加工铜、铝等有色金属,如高密度硬磁盘的铝合金基片、激光器的反射镜、复印机的硒鼓、光学平面镜,凹凸镜、抛物面镜等。
超精切削刀具材料有天然金刚石,人造单晶金刚石。
金刚石刀具磨损的常见形式为机械磨损和破损。
机械磨损——机械摩擦、非常微小;破损。