抽样方案 表格
- 格式:doc
- 大小:303.50 KB
- 文档页数:8
服装AQL验货标准一 .AQL 查检概述AQL :是英文acceptable quality level 的缩写,即质量水平,它是检验的一个参数,不是标准。
验货的时候根据:批量范围、检查水平、AQL 值决定抽样的数量和合格与不合格产品的数量。
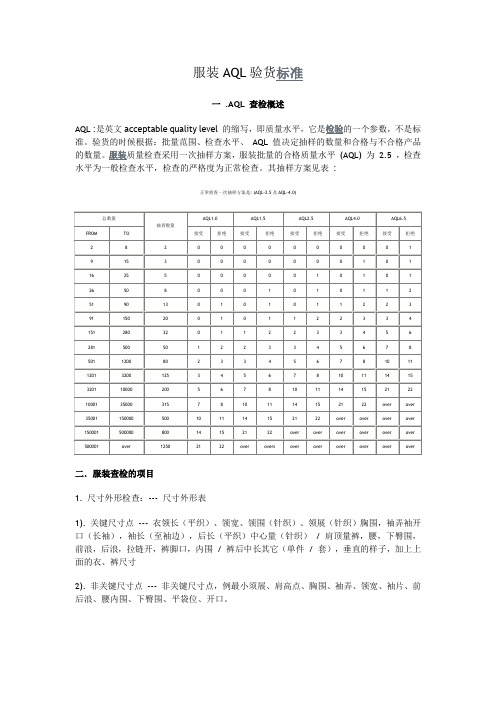
服装质量检查采用一次抽样方案,服装批量的合格质量水平(AQL) 为 2.5 ,检查水平为一般检查水平,检查的严格度为正常检查。
其抽样方案见表:正常检查一次抽样方案是: (AQL-2.5及AQL-4.0)二.服装查检的项目1. 尺寸外形检查:--- 尺寸外形表1). 关键尺寸点--- 衣领长(平织)、领宽、领围(针织)、领展(针织)胸围,袖弄袖开口(长袖),袖长(至袖边),后长(平织)中心量(针织)/ 肩顶量裤,腰,下臀围,前浪,后浪,拉链开,裤脚口,内围/ 裤后中长其它(单件/ 套),垂直的样子,加上上面的衣、裤尺寸2). 非关键尺寸点--- 非关键尺寸点,例最小须展、肩高点、胸围、袖弄、领宽、袖片、前后浪、腰内围、下臀围、平袋位、开口。
2. 疵点检查:对所有衣服的外观、外形、敷料和找出的疵点都分别规类。
三.评分标准AQL 是百件衣服内最大的疵点积分数,它是根据抽样检查后,达到合格判定数Ac( 件) ,认为此服装批量( 件) 平均加工水平为满意。
达到不合格判定数Re( 件) ,认为此服装批量( 件) 平均加工水平为不能接受的水平。
对于检查过程中评分的标准以下为标准记分:1). 一般疵点--- 从订单的组织规格和质量标准出发,它将没有达到产品的表现性能,影响成衣的外观和内在。
非关键尺寸点,一般疵点.返修能消除疵点对成衣的外观和内在的影响。
如果在此疵点基础进行返修的成衣工厂,出货前一定要要做100% 的再检查,检查者可以限定检查的特定规格、颜色、尺寸等。
三个一般疵点折算为一个严重疵点。
2). 严重疵点--- 影响成衣的外观、外形。
当消费者购买时,看到这类疵点不会再买这件衣服,或者这类疵点将导致第一次或洗后穿着不适服,消费者会退回衣服。

表1界限数注:+表示对此合格质量水平,累计连接10个批的样本大小转入放宽检查是不够的,必须接着累计连接合格得样本大小,直到表中有界限数可比较。
如果接着累计时出现一批不合格,则此批以前检查的结果以后不能继续使用。
表2样本大小字码表3正常检查一次抽样方案使用箭头下面的第一个抽样方案,当样本大小大于或等于批量时,将该批量看作样本大小,抽样方案的判定组仍保持不变 使用箭头上面的第一个抽样方案;A c---合格判定数;R e ――不合格判定样本大小.O560 40 05 2I50OO6O 504O2O 5015 O01OA R e A c R e合格质量水平(AQL1.52.5 4.0 6.5 1015 25 40 65 100 150 250 400 650 1000cR eB 3C 5D 8E 13F 20 G32 H 50 J 80 K 125 L 200 M 315N 500 A 2 P 800VV0 140 1 1 20 1 1 2 2 3 -cr0 1 2 3 3 4T2F41 2 2 33 4 5 60 1 1 2 2 3 3 4 5 6 7 80 11 2 2 3 3 4 5 6 7 8 10 11 41 2 2 3 3 45 6 7 8 10 11 14 15 0 11 2 2 33 4 5 67 8 10 11 21 22 _=- J3L 0 1 1 2 2 33 4 5 6 7 810 11 14 15 ◎T2T0 11 2 2 3 3 45 6 7 8 101114 15 0 1 1 2 2 3 3 4 5 6 7 8 10 11 1415 21 22 0 1 0 1 41 2 0 114 1521 22 0 11250 200010 11 14 15 21 22 A10 11 21 22 -CT 10 11 14 1510 1'14 1521 2230 3’10 1114 1521 2230 3144 45 10 11 10 11 1011 1011 14 1521 22 14 15 2122212221 2214 1521 22 14 1521 22 10 11 14 1521 2230 3144 45 14 1521 2230 3144 45 / 14 1521 2230 31 44 45注:二 nr参考医学表4加严检查一次抽样方案参考医学注:一]――使用箭头下面的第一个抽样方案,当样本大小大于或等于批量时,将该批量看作样本大小,抽样方案的判定组仍保持不变亠二〜——使用箭头上面的第一个抽样方案;Ac——合格判定数;Re——不合格判定数表5放宽检查一次抽样方案。

附录 A (资料性附录)抽样方案模板抽样方案(模板)一、抽样方式1 抽样领域生产领域、流通领域(实体店、电商)(编写说明:根据产品的实际情况确定适合的抽样领域。
)2 抽样数量、抽样型号或规格应根据产品的检验项目明确每个批次所需要抽取的样品数量,抽查样品基数满足抽样数量即可。
每批次产品抽取样品××台,其中××台作为检验样品,××台作为备用样品。
对样品的规格型号、外观、颜色等提出明确的具体要求,如:“抽取样品应为同一规格型号。
”或者“可以抽取同一型号、不同规格的产品”。
如存在多个规格型号可以抽取的,应当明确样品抽取的优先原则。
注:当被抽取样品有特殊要求时,如规定配线长度等,则需要做相应的规范说明。
3 样品要求(适用时)……①可抽查的具体产品种类(以图表型式一一列举,并将能够辨认产品类别的特点归纳列出。
)②不应抽查的易混淆产品种类(以图表型式一一列举,并将能够辨认产品类别的特点归纳列出。
)(编写说明:如果产品中分为多种产品类型(或质量等级)时,对产品分类进行描述。
产品类别名称或产品名称原则上用标准上的术语。
)4 抽样形式对于存在较多委托加工情况的产品,应明确每个企业/品牌的可抽样批次数。
(编写说明:应具体准确,宜采取表格形式按产品种类〈或型号〉列出。
不得超过检验、备用〈复检〉样的合理需要。
可研究参照采用GB/T 10111-2008 《随机数的产生及其在产品质量抽样检验中的应用程序》等。
)(根据产品特点有不同存储方式的,应依据标准等规定,明确不同存储方式对应的具体抽样方法。
对需要现场加工制作和处理的样品,应明确具体要求。
)(编写说明:原则上依据被抽查产品标准中规定的抽样方法进行抽样。
如果标准没有规定抽样方法,或者规定的抽样方法不适用于特定抽查的,需对抽样方法作出规定,并加以说明〈可参照有关的抽样方法标准,为表述清楚、直观应尽量采用文字说明和列表方式〉。
抽样方案表格
表1 界限数
注:+表示对此合格质量水平,累计连接10个批的样本大小转入放宽检查是不够的,必须接着累计连接合格得样本大小,直到表中有界限数可比较。
如果接着累计时出现一批不合格,则此批以前检查的结果以后不能继续使用。
表3 正常检查一次抽样方案
精心整理,用心做精品
6
——使用箭头下面的第一个抽样方案,当样本大小大于或等于批量时,将该批量看作样本大小,抽样方案的判定组仍保持不变
使用箭头上面的第一个抽样方案;A c ———合格判定数;R e ——不合格判定
表4加严检查一次抽样方案
精心整理,用心做精品7
——使用箭头下面的第一个抽样方案,当样本大小大于或等于批量时,将该批量看作样本大小,抽样方案的判定组仍保持不变
——使用箭头上面的第一个抽样方案;A c ——合格判定数;R e ——不合格判定数
表5 放宽检查一次抽样方案
精心整理,用心做精品
9
——使用箭头下面的第一个抽样方案,当样本大小大于或等于批量时,将该批量看作样本大小,抽样方案的判定组仍保持不变
——使用箭头上面的第一个抽样方案;A c ——合格判定数;R e ——不合格判定数
表6 特宽检查一次抽样方案
精心整理,用心做精品11 ——使用箭头下面的第一个抽样方案,当样本大小大于或等于批量时,将该批量看作样本大小,抽样方案的判定组仍保持不变
——使用箭头上面的第一个抽样方案;A c ——合格判定数;R e ——不合格判定。

抽样检验规范(IATF16949-2016/ISO9001-2015)1.0目的指导检验员正确地按AQL抽样计划进行物料、半成品、成品的抽样检验,确保物料检验的判定符合AQL标准之要求。
2.0适用范围适用于本公司所有原料、半成品、成品以及外协代工之产品等的抽样检验及判定处理。
3.0术语及定义AQL:(Acceptance Quality Limit)接收质量限,是供方能够保证稳定达到的实际质量水平,是用户能接受的产品质量水平;CR:(Critical)致命缺陷;Ma:(Major)严重缺陷,也称主要缺陷;Mi:(Minor)轻微缺陷,也称次要缺陷;4.0职责品管检验员:负责产品AQL抽样计划的执行5.0管理内容5.1抽样方案:检验员抽检方案依据接受质量限(AQL)检索的逐批检验抽样计划(GB/T2828.1-2003)及抽样表,其中检查水平为一般检查水平I级、特殊S-4级;AQL值规定:5.1.1电子类零件: maj: 0.4; min:1.05.1.2物料、五金、胶袋、纸箱: maj: 0.4; min:2.55.1.3在制品,半成品: maj: 0.4; min:2.55.1.4 成品: maj: 0.4; min:2.5抽样表见附件1、附件2 。
5.2 样本的选取按简单随即抽样,从批中抽取作为样本的产品。
但是,当批由子批或(按某个合理的准则识别的)层组成时,应使用分层抽样。
按此方式,各子批或各层的样本量与子批或层的大小是成比例的;5.3 抽取样本时间样本可在来料时、批生产出来以后、批生产期间或库存重检时抽取。
两种情形均应按上述第2点进行抽选样本5.4 二次或多次抽样如在实际运作中,需要使用二次或多次抽样时,每个后继的样本应从同一批的剩余部分中抽选;6.0正常、加严和放宽检验6.1 检验的开始除非负责部门另有指示,开始检验时应采用正常检验;6.2 检验的继续;除非转移程序要求改变检验的严格度,对连续批的正常、加严或者放宽检验应继续不变。

本检验规范适用于塑料件制成的电子产品 1.目的及适及范围:本检验规范为了进一步提高制品的质量,在产品出厂时严格把关,制定出适应本公司的检验标准,为外观检验提供科学 2.参照文件本检验规范参照《GB2828.1--2003 AQL0.40一般检验,AQL0.25加严检验M=315个产品》3.1术语:7)毛刺:由于种种原因。
产品非结构部分产生多余的料(通常为模具用旧或产品成型不良所致)。
8)段印:印刷中由于11)碎划伤:无深度的表面擦伤或痕迹(通常为手工操作时造成)。
12)熔接痕:除了设计时规定的缝隙外15)不可见:指瑕疵直径小于0.03mm为不可见,透明除外。
16)漏喷:(喷漆不良)应喷漆之部件厂品表面部分因19)污垢:厂品光滑面上的污迹,通常在不干净的环境中造成。
20)针孔:由于喷涂产生的气泡破裂产生的小孔 3.2外观检验方法及要求:视力:具有正常视力1.0--1.2视力和色感,照度:正常日光灯,室内无日光时用40W日光灯或60W普通灯泡的照度 3.3外观尺寸、重量及尺寸的配合的检验方法:使用普通长度测量仪或各种量规进行测量 3.4功能检验:通过特定的仪器进行N=315个产品检验,(如出现3%不良零距离点,进行特检加抽验) 3.5塑件及喷涂件的外观A,B,C,D面检验的方法:A,B,C,面划分图例:A,B,C面示意图1)异色点:与本身颜色不同的杂点或混入树脂的杂点暴露在表面。
2)气丝:由于种种原因,气体在产品表面留下的痕迹与底面颜色不同并发注:A面:在正常的产品操作中可见的表面。
如:产品的上盖、前端及接口处B面:在正常的产品操作中可见的表面。
如:产品侧面。
C面:在正常的产品操作中不可见的表面说明:1,接受的水平是基于表面工艺和表面分类的基础上的。
这种标准应用于每个独立的表面。
当缺陷位于产品2,在实际执行时依照检验标准的条款或参照产品的封样。
成品注塑部件检验表:为外观检验提供科学、客观的方法。
对某些无法用定量表的缺陷,用用供用双方制定的检验标准和封样的办法加以解决》产品表面留下的痕迹与底面颜色不同并发亮,带有流动样。
抽样检验作业指导书(ISO9001-2015/IATF16949-2016)1.0目的1.1.为了使品质人员能正确运用执行抽样检验计划以及AQL允收水准,提高产品检验效率,降低产品检验成本,并将检验所带来的风险降到最低化;1.2.为确保产品质量符合并能满足客户质量需求,减少品质判定失误,提高检验品质与效益,生产制程产品或技术试制样品出现常规缺陷或潜在性缺陷时能够及时发现与判定,并加以控制与改善,让后续工序或工作能够顺畅进行,特拟订本检验指导供检验人员作业使用。
2.0范围适用于公司所有生产产品、技术试制样品及外购外协品的检验作业活动。
3.0 职责:3.1.品质部:3.1.1.检验标准指导性文件制订,并监督实施执行,验证工作实施,产品品质判定;3.1.2.生产或开发产品生产缺陷的预防/分析及改善的跟踪确认。
3.2.技术部3.2.1.产品开发设计不足或失误造成缺陷的预防与改进;3.2.2.生产性重大缺陷的预防/分析与改善及跟进。
3.3.生产部:预防与改善产品生产方面造成的缺陷。
4.0参考使用标准4.1. GB2828/1-2012 / MIL-STD-105E5. 0名词定义:5.1. CR-Critical Defect(严重缺点) MA-Major(主要缺点) MI-Minor(次要缺点) 5.2. AQL-Acceptance Quality Level(允收水平)5.3. GB2828/1-2012:国家抽样检验标准/ MIL-STD-105E:美国军方抽样检验标准(具有国际通用性)。
5.4.储存复检:在仓库长时间储存,产品或物料会受到仓库的储存防护环境(如仓库温湿度、灰尘等)影响品质,为保障产品出货或物料出仓品质持续满足质量需求,产品出货或物料出仓前进行的再次检验(仓储产品或物料一般以6个月为间隔周期进行一次检验,如产品或物料保存了半年,需要出库时,需进行再次检验后再出库使用)。
6.0 检验依据:6. 检验依据:6.1.客户承认原样品,品质临时签认样品(签认人员必须得到公司或客户认可,一般为公司总经理或品质最高领导人),限度样品或客户承认书,产品规格书,产品工程图,国家、国际通用标准,行业标准等;6.2.技术变更资料及公司或客户产品更新资料。
表1 界限数
的,必须接着累计连接合格得样本大小,直到表中有界限数可比较。
如果接着累计时出现一批不合格,则此批以前检查的结果以后不能继续使用。
页脚内容
3
——使用箭头下面的第一个抽样方案,当样本大小大于或等于批量时,将该批量看作样本大小,抽样方案的判定组仍保持不变
页脚内容4
——使用箭头下面的第一个抽样方案,当样本大小大于或等于批量时,将该批量看作样本大小,抽样方案的判定组仍保持不变
——使用箭头上面的第一个抽样方案;A c ——合格判定数;R e ——不合格判定数
表5 放宽检查一次抽样方案
——使用箭头下面的第一个抽样方案,当样本大小大于或等于批量时,将该批量看作样本大小,抽样方案的判定组仍保持不变
——使用箭头上面的第一个抽样方案;A c ——合格判定数;R e ——不合格判定数
表6 特宽检查一次抽样方案
页脚内容
8
——使用箭头下面的第一个抽样方案,当样本大小大于或等于批量时,将该批量看作样本大小,抽样方案的判定组仍保持不变
——使用箭头上面的第一个抽样方案;A c ——合格判定数;R e ——不合格判定。