计量型抽样方案简介
- 格式:pptx
- 大小:94.09 KB
- 文档页数:12
抽样检验方案(简称抽样方案)是一套规则,依据它去决定如何抽样(一次抽或分几次抽,抽多少),并根据抽出产品检验的结果决定接收或拒绝该批产品。
抽样方案按指标性质分为计数抽样方案与计量抽样方案两类,按抽取样本的方式分为一次、二次、多次及序贯抽样方案。
除了根据抽样检验方法制定适用于各种特定情形的抽样方案外,抽样检验方法的标准化是一个重要的研究方向。
抽样技术(取样方法)1.单纯随机抽样:完全随机,无限制;一般多利用乱数表或抽样球2.系统抽样:按一定的时间/数量间隔抽样3.分层抽样:先层别后再抽样4.曲折抽样:是希望减少系统抽样因周期性而发生偏差等缺点所采用的方法。
可视为随机抽样,但较复杂,具有规则性。
5.区域抽样:群体如一大箱物品,箱中有数十个小盒,每一小盒装有若干物品。
为抽样之方便,可自数十个小盒中随机抽取若干样本盒,然后就各样本盒进行全数检验。
这方法如社会调查时分为城镇或乡村取样,故称为区域抽样。
适用前提:区域内变异大,区域间变异小。
与分层抽样刚相反。
6.分段抽样:先采用区域抽样,在从样本单位中从随机抽样。
可有两段、多段之分。
7.反复抽样:在同一检验批内作一次以上的抽样来推定群体品质的抽样方法。
一般用在抽样检验中之双次、多次或逐次抽样抽样检验又称抽样检查,是从一批产品中随机抽取少量产品(样本) 进行检验,据以判断该批产品是否合格的统计方法和理论。
它与全面检验不同之处,在于后者需对整批产品逐个进行检验,把其中的不合格品拣出来,而抽样检验则根据样本中的产品的检验结果来推断整批产品的质量。
如果推断结果认为该批产品符合预先规定的合格标准,就予以接收;否则就拒收。
所以,经过抽样检验认为合格的一批产品中,还可能含有一些不合格品。
抽样检验方案(简称抽样方案)是一套规则,依据它去决定如何抽样(一抽样检验次抽或分几次抽、抽多少),并根据抽出产品检验的结果决定接收或拒收该批产品。
在确定了一个抽样方案后,可以计算具有指定质量指标(例如批不合格品率p)的一批产品被接收的概率,接收概率L(p)是p的函数,称为抽查特性函数,简称OC函数,其图形称为抽查特性曲线(OC曲线),如图1所示。
基本概念抽样方案是由样本量和对样本的要求两部分组成。
抽样方案有计数型和计量型两种类型。
计数型抽样方案可记为:(n;),n表示样本量,c表示对样本的要求,即从一批产品中抽取n个样品,(n当然不能大于批量),逐个检验这n个产品,若在其中发现有d个不合格品,若d不大于C,判为总体可接收,若d大于C,判为总体不可接收。
计数型抽样方案又分为计件和计点两种情况。
编辑本段抽样方案类型抽样方案:计数型抽样方案(包括计件抽样和计点抽样)和计量型抽样方案:编辑本段抽样检验方案的设计依据抽样检验方案是根据对总体的质量要求,用数理统计理论设计出来的。
对总体的质量要求不同,对样本的要求也就必然不同。
例如要求总体不合格品率不超过万分之一,所用的抽样方案与要求总体不合格品率不超过百分之一所用的抽样方案必然不同。
所以说应先有对总体的质量要求,才能有抽样方案;如果没有对总体提出质量要求,抽样方案也无从谈起。
这里应特别指出,总体不合格品率与样本不合格品率是两个不同的概念,在数值上不能混为一谈。
例如从批量为10000的一批产品中抽取两件样品,样本不合格品率仅有三个值:0,50%,100%。
两件都合格样本不合格品率是零;其中有一件不合格,样本不合格品率为50%;两件都不合格样本不合格品率是100%,但总体不合格品率的真值可能不是上述三个值中的任何一个值,综上所述,样本不合格品率与总体不合格品率不一定相等。
抽样检验这门科学,就是用尽量少的样本量,来尽量准确的判断总体质量状况,这是一个很复杂的领域。
欲达到上述目的,根据不同种情况要用不同的抽样方案或抽样系统。
到目前为止,我国已正式颁布了20个关于抽样检验的国家标准,如下:GB2828—87逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB2829—87周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6378—86不合格品率的计量抽样检查程序及图表GB8051—87计数序贯抽样检查及表GB8052—87单水平和多水平计数连续抽样检查程序及表GB8053—87不合格品率计量标准型一次抽样检查程序及表GB8054—87平均值计量标准型一次抽样检查程序及表GB/T13262—91不合格品率的计数标准型一次抽样检查程序及抽样表GB/T13263—91跳批计数抽样检查程序GB/T13264—91不合格品率的小批计数抽样检查程序及抽样表GB/T13546—92挑选型计数抽样检查程序及抽样表GB/T13732—92粒度均匀散料抽样检验通则GB/T14162—93产品质量监督计数抽样程序及抽样表(适用于每百单位产品不合格数为质量指标)GB/T14437—93产品质量计数一次监督抽样检验程序(适用于总体量较大的情形)GB/T14900—94产品质量平均值的计量一次监督抽样检验程序及抽样表GB/T15239—94孤立批计数抽样检验程序及抽样表GB/T15482—1995产品质量监督小总体计数一次抽样检验程序及抽样表GB/T13393—92抽样检查导则GB10111—88利用随机数骰子进行随机抽样的方法GB/T15500—1995利用电子随机数抽样品进行随机抽样的方法抽样检验的国家标准分类根据检验对象可分为两大类:1)分立个体的抽样检验;2)分散料的抽样检验,例如:一批水泥、一批化肥、一批粮食、一堆矿石都可视为散料,对散料类,又可分为粒度均匀散料和粒度不均匀散料编辑本段连续批和孤立批在抽样检验中将检验对象分为连续批和孤立批两种情况来讨论,是抽样检验从经验上升为科学的重要里程碑。
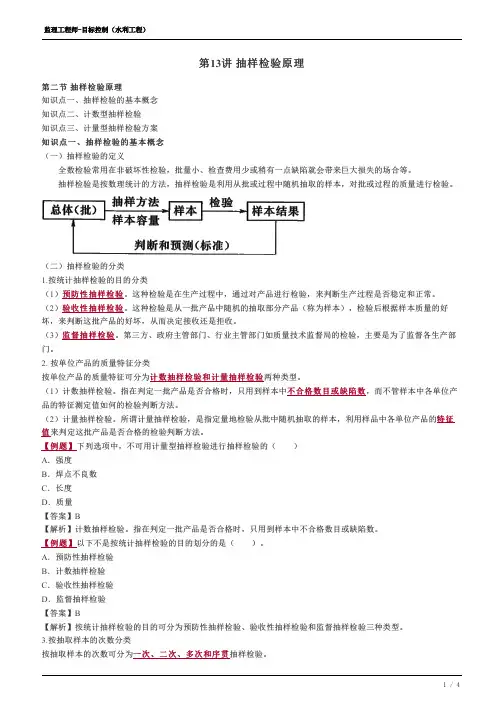
第13讲抽样检验原理第二节抽样检验原理知识点一、抽样检验的基本概念知识点二、计数型抽样检验知识点三、计量型抽样检验方案知识点一、抽样检验的基本概念(一)抽样检验的定义 全数检验常用在非破坏性检验,批量小、检查费用少或稍有一点缺陷就会带来巨大损失的场合等。
抽样检验是按数理统计的方法,抽样检验是利用从批或过程中随机抽取的样本,对批或过程的质量进行检验。
(二)抽样检验的分类1.按统计抽样检验的目的分类(1)预防性抽样检验。
这种检验是在生产过程中,通过对产品进行检验,来判断生产过程是否稳定和正常。
(2)验收性抽样检验。
这种检验是从一批产品中随机的抽取部分产品(称为样本),检验后根据样本质量的好坏,来判断这批产品的好坏,从而决定接收还是拒收。
(3)监督抽样检验。
第三方、政府主管部门、行业主管部门如质量技术监督局的检验,主要是为了监督各生产部门。
2. 按单位产品的质量特征分类按单位产品的质量特征可分为计数抽样检验和计量抽样检验两种类型。
(1)计数抽样检验。
指在判定一批产品是否合格时,只用到样本中不合格数目或缺陷数,而不管样本中各单位产品的特征测定值如何的检验判断方法。
(2)计量抽样检验。
所谓计量抽样检验,是指定量地检验从批中随机抽取的样本,利用样品中各单位产品的特征值来判定这批产品是否合格的检验判断方法。
【例题】下列选项中,不可用计量型抽样检验进行抽样检验的( )A.强度B.焊点不良数C.长度D.质量【答案】B【解析】计数抽样检验。
指在判定一批产品是否合格时,只用到样本中不合格数目或缺陷数。
【例题】以下不是按统计抽样检验的目的划分的是( )。
A.预防性抽样检验B.计数抽样检验C.验收性抽样检验D.监督抽样检验【答案】B【解析】按统计抽样检验的目的可分为预防性抽样检验、验收性抽样检验和监督抽样检验三种类型。
3.按抽取样本的次数分类按抽取样本的次数可分为一次、二次、多次和序贯抽样检验。
(1)一次抽样检验。
仅需从批中抽取一个大小为n样本,便可判断该批接受与否。

质量工程师:抽样检验标准知识问答一、什么是抽样方案?它有哪些类型?答:抽样方案是由样本量和对样本的要求两部分组成。
抽样方案有计数型和计量型两种类型。
计数型抽样方案可记为:(n;c),n表示样本量,c表示对样本的要求,即从一批产品中抽取n个样品,(n当然不能大于批量),逐个检验这n个产品,若在其中发现有d个不合格品,若d不大于C,判为总体可接收,若d大于C,判为总体不可接收。
计数型抽样方案又分为计件和计点两种情况。
抽样方案类型如下:抽样方案:技术型抽样方案:计件、计点计量型抽样方案二、抽样检验方案的设计依据是什么?答:抽样检验方案是根据对总体的质量要求,用数理统计理论设计出来的。
对总体的质量要求不同,对样本的要求也就必然不同。
例如要求总体不合格品率不超过万分之一,所用的抽样方案与要求总体不合格品率不超过百分之一所用的抽样方案必然不同。
所以说应先有对总体的质量要求,才能有抽样方案;如果没有对总体提出质量要求,抽样方案也无从谈起。
这里应特别指出,总体不合格品率与样本不合格品率是两个不同的概念,在数值上不能混为一谈。
例如从批量为 10000的一批产品中抽取两件样品,样本不合格品率仅有三个值:0,50%,100%。
两件都合格样本不合格品率是零;其中有一件不合格,样本不合格品率为50%;两件都不合格样本不合格品率是100%,但总体不合格品率的真值可能不是上述三个值中的任何一个值,综上所述,样本不合格品率与总体不合格品率不一定相等。
三、抽样检验方面有哪些国家标准?答:抽样检验这门科学,就是用尽量少的样本量,来尽量准确的判断总体质量状况,这是一个很复杂的领域。
欲达到上述目的,根据不同种情况要用不同的抽样方案或抽样系统。
到目前为止,我国已正式颁布了20个关于抽样检验的国家标准,如下:GB 2828—87逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829—87 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB 6378—86 不合格品率的计量抽样检查程序及图表GB 8051—87 计数序贯抽样检查及表GB 8052—87 单水平和多水平计数连续抽样检查程序及表GB 8053—87 不合格品率计量标准型一次抽样检查程序及表GB 8054—87 平均值计量标准型一次抽样检查程序及表GB/T 13262—91 不合格品率的计数标准型一次抽样检查程序及抽样表GB/T 13263—91 跳批计数抽样检查程序GB/T 13264—91 不合格品率的小批计数抽样检查程序及抽样表GB/T 13546—92 挑选型计数抽样检查程序及抽样表GB/T 13732—92 粒度均匀散料抽样检验通则GB/T 14162—93 产品质量监督计数抽样程序及抽样表(适用于每百单位产品不合格数为质量指标)GB/T 14437—93 产品质量计数一次监督抽样检验程序(适用于总体量较大的情形)GB/T 14900—94 产品质量平均值的计量一次监督抽样检验程序及抽样表GB/T 15239—94 孤立批计数抽样检验程序及抽样表GB/T 15482—1995 产品质量监督小总体计数一次抽样检验程序及抽样表GB/T 13393—92 抽样检查导则GB 10111—88 利用随机数骰子进行随机抽样的方法GB/T 15500—1995 利用电子随机数抽样品进行随机抽样的方法四、抽样检验的国家标准是如何分类的?答:根据检验对象可分为两大类:1)分立个体的抽样检验;2)分散料的抽样检验,例如:一批水泥、一批化肥、一批粮食、一堆矿石都可视为散料,对散料类,又可分为粒度均匀散料和粒度不均匀散料。
计量型连续批抽样方案计量型连续批抽样方案有标准为GB/T6378--2002,它属于调整型抽样方案,参照采用了国际标准ISO3951和美国军标MII,-STl)-414,是以不合格品率为质量指标,用AQL值表示可接收质量水平的抽样系统。
计量抽样检验是测量单位产品的质量特性值,它的优点是比较精密,能提供比较确切的质量信息。
计数型抽样方案勺计量型抽样方案的区别是:计数型抽样方案是以样本中含有的不合格品(或不合格)数对批作出判断,计量型抽样方案是以样本中各单位产品的某一质量特性值为依据,用样本均值和样本标准差来判断是否接收该批。
由于计量型抽样方案比计数型抽样方案对样本信息利用得更充分,在相同的样本量下,计量型抽样方案比计数型抽样方案判断精度更高;在相同的判断精度下,计量型抽样方案比计数型抽样方案更节约样本量。
1986年我国首次将国际标准ISO3951和美国军标MIL—STD—414转化为GB/T6378--1986,2002年对其进行了修订,最新版本是GB/T6378--2002。
第一节计量型连续批抽样的墓本概念一、GB/T6378--2002的适用范围及条件使用GB/T637g必须满足以下条件:1)提交检验的批是连续批。
在同一生产过程中连续提交的一系列批,只要产品的设计、结构、工艺、主要原材料等生产条件和生产者操作水平基本相同,一般可认为是连续批;2)被检产品的某质量特性值能用连续尺度度量;3)被检质量特性值服从或近似服从正态分布;4)规定了用于判定被检质量特性合格与否的规格限,包括单侧规格限和双侧规格限。
双侧规格限还包括分立双侧规格限、综合双侧规格限和复合双侧规格限。
由于在实际工作中不经常使用复合双侧规格限,所以复合双侧规格限没列入正文,把它列入了附录A中。
应特别指出:抽样方案与转移规则必须一起使用。
二、批量N为实施抽样检验而汇集起来的单位产品,称为检验批,简称为批;批中所包含的单位产品数量,称为批量。
抽样检验方法介绍对产品质量的检验通常采用两种方式:全数检验和抽样检验一、全数检验与抽样检验1、全数检验:是对交验的一批产品的所有单位产品进行全部检验,并对每个单位产品作出合格与不合格的判定;全数检验适用于以下场合:(1)经检验后合格批中不允许存在不合格品时;(2)单件小批生产;(3)检验费用低,检验项目少时;2、抽样检验:是按规定的抽样方案,随机地从批或过程中抽取少量个体或材料作为样本,对样本进行全数检验,并根据对样本的检测结果对该批产品作出合格与不合格的判定;抽样检验主要用于以下场合:(1)破坏性检验(检验一件破坏一件),必须采用抽样检验;(2)对连续体的检验,如对布、电线、油的检验等,只能采用抽样检验;(3)大批量生产与连续交付时;(4)检验费时、费用高时。
3、全数检验与抽样检验的比较二、抽样检验的基本原理1、抽样检验的数学理论基础(1)随机变量的统计规律性(2)概率运算(3)计数抽样检验批接收概率的计算(4)计量抽样检验批的接收概率2、各种抽样检验类型的设计思想与基本做法(1)标准型抽样检验标准型抽样检验是最基本的抽样检验方式,为保护生产方与使用方双方的利益,将生产方风险a和使用方风险P固定为某一特定数值,(通常固定a =0.05, P =0.1),由生产方和使用方协商确定P O、P1◊生产方风险a :在生产方与使用方的验收抽样检验中,在抽样检验中,将合格批误判为不合格所犯的错误称为弃真错误,犯弃真错误的概率将称为弃真概率,记为犯弃真错误(将合格批误判为不合格),对生产方是不利的,在此时犯弃真错误的概率称为生产方风险◊使用方风险8 :在生产方与使用方的验收抽样检验中,犯存伪错误(将不合格批误判为合格),对使用方是不利的,在此时犯存伪错误的概率称为使用方风险。
◊P O:可接收质量,被认为满意的批质量水平;◊P1:极限质量,使用方认为不允许更差的批质量水平。
具体做法是:◊好批高概率接收:当交验批质量达到或好于可接收质量P O时,抽样方案以1-a的高概率接收,保护生产方利益;◊坏批高概率拒收:当交验批质量达到或差于P1时,抽样方案以大于或等于1-8的高概率拒收,保护使用方利益;◊鉴别好批和坏批:当交验批的质量介于P O、P1之间时,抽样方案的接收概率急骤下降,较好地区分好批和坏批。
计量型抽样方案简介引言在统计学中,抽样是研究人口的一个重要方法。
计量型抽样是一种常用的抽样方案,它使用数值型数据来进行样本选择。
本文将简要介绍计量型抽样的基本概念、常见的抽样方法以及其在实际应用中的一些注意事项。
基本概念总体和样本在统计学中,我们通常研究的是一个庞大的总体,而不是对整个总体进行实际调查。
因此,我们需要从总体中选取一个样本,通过对样本的研究来了解总体的特征。
总体是我们研究的对象的集合,而样本是从总体中选取的一部分个体。
计量型抽样是通过使用数值型数据来进行样本选择的一种抽样方法。
在计量型抽样中,我们将样本个体按照其数值进行排序,并基于某种准则从中选择样本。
计量型抽样可以帮助我们更好地理解总体的分布和特征。
常见的计量型抽样方法简单随机抽样简单随机抽样是最基本的计量型抽样方法之一。
它的原理是从总体中随机地选取一定数量的个体作为样本。
简单随机抽样可以有效地减小样本选择的偏差,提高样本的代表性。
分层抽样是将总体分为几个互不重叠的层次,然后从每个层次中随机选择一定数量的样本个体。
分层抽样可以保证每个层次在样本中都有充分的代表性,从而提高统计推断的精度。
整群抽样整群抽样是将总体划分为若干个互不交叉的群组,然后随机地选择一些群组作为样本。
在选择的群组中,我们可以进行详细的调查和数据收集,而不需要对每个个体进行完整的调查。
系统抽样系统抽样是按照某种规律从总体中选取样本个体的方法。
例如,我们可以按照固定间隔从总体中选择样本。
系统抽样简化了样本选择的过程,同时保持了一定的随机性。
实际应用中的注意事项在进行计量型抽样时,我们需要考虑一些实际应用中的注意事项,以保证抽样结果的准确性和可靠性。
样本大小样本大小是进行抽样的重要参数。
样本大小的选择应该考虑到总体大小、抽样误差的要求以及资源的限制。
样本大小过小会导致抽样误差较大,样本结果的可靠性不高;样本大小过大则会浪费资源。
抽样方法的合理性选择合适的抽样方法对于抽样结果的准确性和可靠性非常重要。