配送中心分拣系统(最终)
- 格式:doc
- 大小:245.50 KB
- 文档页数:9
第六章配送中心分拣作业系统规划(1)2008-11-10 22:22第六章配送中心分拣作业系统规划第一节配送中心分拣系统概述一、分拣作业的概念及重要性分拣作业就是将用户所订的货物从保管处取出,按用户分类集中,处理放置。
分拣、配货及送货是配送中心的主要职能,而送货是在配送中心之外进行的,所以分拣配货就成为配送中心的核心工序。
分拣作业在配送中心作业中所占的比重较大,是最耗费人力和时间的作业。
分拣作业的效率直接影响着配送中心的作业效率和经营效益,也是配送中心服务水平高低的重要因素。
分拣作业的动力产生于客户的订单,拣选作业的目的就在于正确且迅速地集合客户所订的货品。
要达到这一目的,必须根据订单分析采用适当的拣选设备,按拣选作业过程的实际情况,运用一定的方法策略组合,采取切实可行且高效的拣选方式提高拣选效率,将各项作业时间缩短,提升作业速度与能力。
同时,防止错误,避免送错货,尽量减少内部库存的料账不符显现及作业成本增加。
可以说,拣选作业完成的结果,就是配送中心企业形象的象征。
因此,如何在无拣选错误率的情况下,将正确的货品、正确的数量在正确的时间及时配送给顾客,是拣选作业最终的目的及功能。
从成本分析的角度看,物流成本约占货品最终售价的30%,其中包括运输、搬运、仓储等成本项目。
在物流成本中,拣选和配送两大项目几乎占整个物流成本的80%,配送费用的发生大多在厂区外部,影响因素难以控制,拣选成本约是其他堆叠、装卸、运输等成本总和的9倍,占物流搬运成本的绝大部分,因此,要降低物流成本以及其中的搬运成本,由拣选作业上着手改进可以获得事倍功半的效果。
从人力需求角度来看,目前绝大多数的配送中心仍属于劳动密集型产业,其中拣选作业直接相关的人力,更是占50%以上,且拣选作业时间占整个配送中心作业时间的比例为30%~40%,在成本上,拣选作业成本占配送中心总成本的15%~20%。
由此可见合理的拣选作业方法,对配送中心运作效率的高低具有决定性的影响。
连锁超市配送中心分拣系统规划设计(doc 43页)封面Fashion creative companyname作者:日期:邮箱:2摘要近20年来,随着经济全球化的发展,商品变得短小、轻薄,流通趋向于准时制、多品种和小批量,各类配送中心分拣作业任务十分艰巨,分拣作业已经成为一项重要的工作环节。
我国目前多数物流企业和配送中心都是人工进行分拣,显然,随着分拣作业的加重,特别是超市服务质量的提高、配送响应时间的缩短和商品品种的增多,单凭人工分拣将无法满足大规模配送的要求。
国外的一些大中型连锁超市的配送中心,大多采用自动分拣系统进行分拣,自动分拣系统已和自动化立体仓库、自动导向车成为当今物流技术发展的三大标志。
连锁超市配送中心采用自动分拣系统充分发挥了自动分拣技术差错率极低、分拣点多、分拣速度快、效率高和基本上实现无人化操作的优势。
本文主要针对连锁超市配送中心分拣现状,结合国内外大型连锁超市配送中心自动分拣系统的成功应用的案例,对我国连锁超市配送中心的分拣系统进行规划设计。
关键字:配送中心,自动分拣,无人化AbstractIn recent 20 years, along with the economy and the development of production, commodity tends" smallish and frivolous", current tends to be large variety and small batch, and just-in-time, various types of distribution center sorting task very arduous, sorting operation has become an important part of the work. Our country at present most distribution centers and logistics enterprise is the manual sorting, apparently, with sorting volume increase, especially the supermarket varieties increased, distribution of response time and improve the quality of service, with the manual sorting will not meet the mass distribution and distribution requirements. Some large and medium-sized supermarket distribution center, mostly adopts the automatic sorting system for sorting, automatic sorting system and automated high-rise warehouse shelves, automatic guided vehicles become the contemporary logistics development of science and technology of three signs, supermarket chain distribution center using the automatic sorting system and give full play to the automatic sorting technology sorting speed, bit error rate, sorting very low, high efficiency and basically realizing unmanned operation advantage.This article mainly aims at the supermarket chain distribution center sorting situation, combined with domestic and foreign large supermarket chains distribution center automatic sorting system success application case, the supermarket chain of sorting system planning and design.Key words:Distribution center ,Automatic sorting ,Unmanned目录前言 (1)1绪论 (3)1.1选题背景 (3)1.2本文研究内容 (4)1.3本文研究的方法 (4)1.3.1EIQ分析法 (4)1.3.2ABC分析法 (4)2分拣系统概述 (5)2.1分拣系统的概念 (5)2.2分拣作业的功能 (5)2.3分拣作业的流程 (5)2.4分拣作业的方法 (7)2.5分拣基本单位 (10)2.6分拣策略 (11)3连锁业中的分拣系统 (15)3.1分拣系统的发展 (15)3.2国内外分拣系统研究现状 (15)3.3我国连锁超市配送中心存在的问题 (16)4基于E IQ分析的分拣系统方案规划设计 (19)4.1配送中心分拣系统规划EIQ分析 (19)4.1.1EIQ主要分析项目及意义 (19)4.1.2订单订货量(EQ)分析 (19)4.2.3订单品项数(EN)分析 (20)4.2.4订单品项量(IQ)分析 (22)4.2.5品项受订次数(IK)分析 (24)4.2.6 EIQ综合分析 (25)4.2分拣设备布局设计 (25)4.3分拣系统设备的选择 (27)4.4规划后分拣系统的优点 (30)5分拣优化评价体系 (31)5.1拣选人员的作业效率 (31)5.1.1拣货人员的分工与职责 (31)5.1.2人员业绩考核指标 (31)5.2分拣设备使用效率 (32)5.3分拣时间与速度 (32)5.4分拣成本核算 (32)5.5分拣质量控制指标 (33)结论 (35)致谢 (37)参考文献 (39)前言连锁经营是适应社会化大生产和现代消费方式的客观要求,实现高效流通的一种现代企业组织形式,也是社会经济发展到一定阶段的产物。
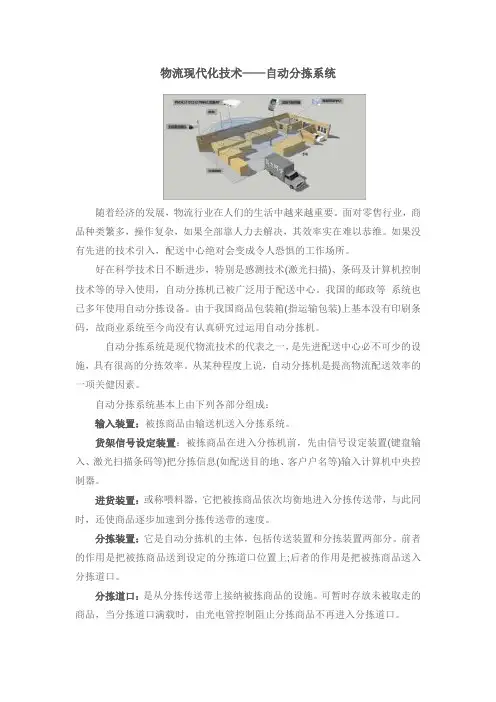
物流现代化技术——自动分拣系统随着经济的发展,物流行业在人们的生活中越来越重要。
面对零售行业,商品种类繁多,操作复杂,如果全部靠人力去解决,其效率实在难以恭维。
如果没有先进的技术引入,配送中心绝对会变成令人恐惧的工作场所。
好在科学技术日不断进步,特别是感测技术(激光扫描)、条码及计算机控制技术等的导入使用,自动分拣机已被广泛用于配送中心。
我国的邮政等系统也已多年使用自动分拣设备。
由于我国商品包装箱(指运输包装)上基本没有印刷条码,故商业系统至今尚没有认真研究过运用自动分拣机。
自动分拣系统是现代物流技术的代表之一,是先进配送中心必不可少的设施,具有很高的分拣效率。
从某种程度上说,自动分拣机是提高物流配送效率的一项关健因素。
自动分拣系统基本上由下列各部分组成:输入装置:被拣商品由输送机送入分拣系统。
货架信号设定装置:被拣商品在进入分拣机前,先由信号设定装置(键盘输入、激光扫描条码等)把分拣信息(如配送目的地、客户户名等)输入计算机中央控制器。
进货装置:或称喂料器,它把被拣商品依次均衡地进入分拣传送带,与此同时,还使商品逐步加速到分拣传送带的速度。
分拣装置:它是自动分拣机的主体,包括传送装置和分拣装置两部分。
前者的作用是把被拣商品送到设定的分拣道口位置上;后者的作用是把被拣商品送入分拣道口。
分拣道口:是从分拣传送带上接纳被拣商品的设施。
可暂时存放未被取走的商品,当分拣道口满载时,由光电管控制阻止分拣商品不再进入分拣道口。
计算机控制器:是传递处理和控制整个分拣系统的指挥中心。
自动分拣的实施主要靠它把分拣信号传送到相应的分拣道口,并指示启动分拣装置,把被拣商品送入道口。
分拣机控制方式主要是脉冲信号跟踪法。
近年来,连锁超市和便利店的发展势头很猛,对物流作业的“拆零”需求越来越强烈,捡货、拆零作业的劳动力已占整个配送中心劳力的80%;订货商品的多品种、小批量化,使得配货作业人手不足的矛盾非常突出。
如何提高这个物流环节的作业效率,已成为配送中心机械化、自动化的研究重点。
《配送中心运作与管理》综合练习一、填写名词B.搬运活性指数:是用来表示各种状态下的物品的搬运活性的参数。
B.步步活化:是指装卸搬运的工序、工步应设计得使物料或货物的活性指数逐步提高(至少不降低)。
D.单元装卸:是把许多单件货物集中起来作为一个运送单位(集装单位),然后再进行装卸搬运的方法,包括托盘作业法、集装箱作业法、货捆作业法等。
单元作业法可以提高装卸效率,减少装卸损失,节省包装费用。
D.订单处理:是指从接到客户订货开始到准备着手拣货为止的作业阶段,是配送中心顺利实施业务活动的第一步,是企业的核心业务。
F.分货作业:是指拣货作业及刷贴标志完成后,将所拣货物根据不同的顾客或配送线路进行分类,也有一些需要进行流通加工的商品,集中拣取货物后,先按流通加工方式分类,分别进行加工处理,加工完毕,再按送货要求分类出G.共同配送:是指在资源共享的观念下建立企业联盟,以配送共同化的合作方式达到最低成本,提高获利能力,提升配送效率。
G.供应配送中心:是指专门为某个或某些用户组织供应的配送中心。
H.混合策略:是指配送业务一部分由企业自身完成,一部分外包给第三方完成。
J.JIT:“在恰当的时候,把恰当的商品以恰当的质量、恰当的数量送到恰当的地点”。
J.拣选式配货:是由负责理货的工人或理货机械,巡回于货物的各个储货点,按理货单指令,取出所需货物,巡回一遍,则为一个客户将货配齐。
配齐后的货物立即配装。
J.检尺求积:是对木材等以体积为计量单位的商品,进行先检尺,后求积的验收。
K.靠近性分析:是指不仅要研究产品的流程,还要研究票据的流程、作业人员的管理范围、卡车的出入和货物装卸系统等,从不同角度进行合理性的判断。
P.配货:配送中心为了顺利、有序、方便的向众多客户发送商品,对组织进来的各种货物进行整理,并依据订单要求进行组合的过程。
P.配送中心:是从事集货、加工、分货、拣选、配货和组织对特定用户的送货业务,以高水平实现销售或供应的现代流通服务场所和组织。
物流师考试知识点:配送中心规划(2)物流师考试知识点:配送中心规划(三)EIQ分析用途1、可以了解物流特性;2、得出配合物流系统特性的物流系统模块;3、选择物流设备;4、仿真分析;5、进行物流系统规划。
五、配送中心的总体规划(一)配送中心的定位和策略1、定位:(1)服务内容、(2)服务地域范围、(3)物品种类、(4)重点服务行业、(5)客户群。
2、策略(1)物流通路策略(供应链渠道——上下游的特点);(2)位置网络策略(实体网络);(3)顾客服务水平(动态规划、生命周期)(4)系统整合策略(信息技术、核心能力——作业层次、作业管理层次、决策支持层次、经营管理层次)(二)配送中心的区域规划1、区域规划的程序(1)配送中心作业区域包括物流作业区及外围辅助活动区(2)能力需求分析在于确定各区域的基本运转能力2、仓储区的储运能力规划考虑因素:一定时期进出货的特性及处理量周转率估算法:仓容量=(年仓储运转量/周转次数)×安全系数商品送货频率估算法:仓容量=(年仓储运转量/年出货天数)×送货频率×安全系数3、拣货区的储运量规划考虑因素:单日出货货品所需拣货空间,考虑品项数及作业面(1)年出货量计算(2)估计各货品别的出货天数(3)计算各货品平均每天的出货量(4)通过计算出的平均每天出货量,进行ABC分析(三)配送中心的总体布置1、系统布置的一般程序系统布置设计SLP配送中心区域布置布置(1)物流相关性分析(2)活动相关分析(3)作业空间规划(4)区域的配置(5)区域布置的动线分析(6)实体限制的修正2、配送中心区域布置阶段(1)物流作业区域的布置(2)厂房作业区域的布置(3)厂区布置(四)相关性分析1、物流相关性分析——对配送中心的物流路线和物流量进行分析,用物流强度和物流相关表来表示功能区域之间的物流关系强弱,绘出物流相关图。
物流相关性分析考虑因素:以各区域间的物流量确定各区域的物流相关程度物流师考试辅导:配送中心规划物流师。
配送中心的基本作业流程一、接收订单配送中心的基本作业流程开始于接收订单。
当顾客下单后,订单信息将会传达给配送中心。
配送中心会核对订单信息,包括商品名称、数量、收货地址等,并将订单记录下来。
二、仓库拣货接下来,配送中心会根据订单信息安排仓库人员进行拣货。
拣货时,仓库人员会根据订单中的商品信息,到仓库中相应的货架上找到对应的商品,并将其取出。
三、商品验收拣货完成后,仓库人员会对商品进行验收。
他们会检查商品的外包装是否完好无损,并核对实际拣货的商品与订单中的商品是否一致。
如果发现问题,如商品损坏或数量不符,会及时与配送中心的相关人员进行沟通。
四、包装和打包经过验收的商品将被送至包装区域。
在包装区域,工作人员会将商品进行包装,以保证商品在运输过程中不受损。
同时,他们还会根据订单中的要求,将不同商品进行分类打包,以便于配送过程中的分拣和投递。
五、配送路线规划在商品包装完成后,配送中心的物流规划人员会根据订单的收货地址,结合配送中心的物流网络和交通状况,制定最优的配送路线。
他们会考虑路程最短、交通流量最小等因素,以提高配送效率和准时率。
六、配送员分拣根据配送路线规划,配送中心将商品按照不同的路线进行分拣。
分拣时,配送员会根据收货地址将商品放置在相应的配送车辆上,确保每辆车上的商品都属于同一路线,以便于后续的投递工作。
七、配送员派送配送员携带着分拣好的商品,按照配送路线进行派送工作。
他们会根据订单中的收货地址,依次将商品送至顾客手中。
在派送过程中,配送员需要与顾客保持良好的沟通,解答可能出现的问题,并确保商品的准确无误地送达。
八、配送跟踪和反馈配送中心会通过系统进行配送跟踪,实时监控配送员的位置和配送进度。
同时,配送中心会与顾客保持联系,提供配送进度的实时更新,以及解答可能出现的问题。
顾客收到商品后,也可以通过评价或反馈渠道向配送中心提供宝贵的意见和建议。
九、售后服务在配送完成后,配送中心还会提供售后服务。
如果顾客对商品有任何问题,如质量问题、配送延迟等,他们可以及时联系配送中心进行投诉或退换货处理。
分拣系统案例分析
1.、前言
随着客户需求朝小批量、多品种方向发展,配送中心配送货物的品种、数量和频次不断增加,这就对配送中心的分拣策略以及分拣作业能力提出了更高的要求。
分拣作业时将货物按订单从存储区“拣”出,并按用户进行“分类”集中、处理、放置的过程。
分拣作业实际上包括“拣选”和“分类”两种活动,其驱动因素是订单,其目标在于正确且迅速地集合客户订单商品。
因而,在实际的配送中心中,必须根据订单特点和要求,采用合理的分拣策略,科学地提高分拣效率。
同时,还必须考虑分拣的差错率、不合理作业环节与流程、成本等消极因素,并通过采用优化技术与方法尽可能减少或消除此类因素。
2、问题描述
某配送中心为一家服装公司配送中心三种产品(箱为单位),产品的类型记为A、B、C。
而这三种产品由不同的供应商供应,下表是主要相关数据。
表1 三种产品的相关数据
表2 订单组合数据
表3 其他相关数据
根据配送中心实际分拣系统布局,通过flexsim建立模型图(如图1所示)。
在图1中,三个货架分别代表三种产品的存储区,处理器代表单个订单的拣选作业,五个分拣道口分别对应五种不同类型的订单,五个暂存区分别存放按订单分类后的待配送中心产品。
图1 配送中心分拣系统布局
配送中心为节省成本,提高分拣效率,提高核心竞争力,在现有分拣条件的基础上,提出了四种初始分拣方案(见表4),希望通过flexsim模拟仿真技术寻求不同条件下的最优分拣策略。
表4 初始分拣策略
方案
并行处理订单数量
1个2个
分区拣选不分区
(Ⅰ)按单拣选:
订单按先后顺序处
理
(Ⅲ)按单拣选:
两订单可并行处理分区
(Ⅱ)每人一区:
订单按先后顺序处
理
(Ⅳ)每人一区:
两订单可并行处理
3、仿真建模
第一步:案例所需实体
模型元素系统元素备注
Source 发生器4个,分别是货物和托盘的发生器
Mergesort 分拣带对五种不同订单组合的分拣
Conveyor 产品传输带5条,对应不同的订单组合
Queue 产品暂存区5个,订单的存放区
Transporter 叉车2辆,负责订单的拣选
Dispatcher 分配器车辆拣选的分配
Combiner 合成器1-2个,订单的处理器
Sink 吸收器
第二步:实体布局及参数设置
➢供应商以及补货系统设置
先将三个发生器Source拖至模型视图中,作为三种货物的供应商,再拖三个货架至视图中,将发生器分别用A线连至对应地货架上。
随后则对发生器和货架进行设置。
(1)发生器的设置
双击其中一个发生器,在其Inter-Arrivaltime的下拉选项中选择第一个,单击它,此时则对A产品的补货时间进行设置
接下来,在接下来,我们再Tiggiers选项中Set Color下对货物的颜色进行设置,此时的A产品是红色,因此选择colorred。
同样的方法对另外两个发生器进行相应的设置,要注意的是产品B的补货函数应选择By Expression。
(2)货架的设置
由于我们每种货物的补货条件是当货物小于100时开始补货,因此,我们要对货架的
Tiggiers选项中的OnEntry和OnExit进行设置,点击进行代码编写。
在货架OnEntry触发器中编写代码
If(content(current)>=100)
{closeinput(current);} /**货架存货为100时,关闭输入端口*/
在货架OnExi触发器中编写代码
If(content(current)<100)
{openinput(current);} /**货架存货小于100时,打开输入端口*/
(3)初始存货的设置
拖入另一个发生器,将其用A线分别连接至三个货架,然后双击进行设置。
在ArrivalStyle下拉选项中选择ArrivalSchedule,将数量改为3种类型,按照下图进行设置。
同时,在OnCreation中对itemtype and color 和lable进行设置。
➢订单处理器的设置
将一个托盘发生器和一个合成器Combiner拖至模型视图中,先将托盘发生器用A线连接至合成器,再将三个货架按顺序依次连接至合成器上。
(1)托盘发生器的设置
在此发生器中找到Flowtype Class对其货物种类进行选择,在这里我们选择托盘Pallet;并对托盘的类型进行设置。
由于有五种订单,因为我们将设置五种类型。
(2)合成器的设置
在合成器的多订单生成中,我们要应用excel表导入的方法,因此,将我们的订单绘制成一excel表格,其数字部分的格式为“数值”。
订单1订单2订单3订单4订单5
2 5 4 0 8
1 8 4 10 0
6 0 4 0 2
此时,双击合成器,在combiner中点击,并确定。
接着,我们将进行excel的导入步骤。
在菜单栏中选择我们将得到一图表,图表中第三栏为多表导入,我们点击,对此表进行设置。
在表头的中,填写3并点击Apply,此时,我们需要对下表进行设置。
设置完毕后“确定”。
开始进行表的导入。
点击后找到你excel表对应存放的位置,“打开”导入(导
入的次数一般超过2次)。
此时,我们将发现刚才的excel表以导入:
然后,点击工具栏里的,增加全局表Global Table,再根据我们excel的容对其进行设置,(表名可自行设置)详细如下:
接下来在合成器的Tiggiers中对OnEntry进行设置。
选择最后一个选项,填上你所对应设置的表名即可。
➢分拣传送带的设置
在模型这拖入一条分拣带和五条传送带,将其用线按照流程连接,具体如下:
(1)分拣带的设置
双击分拣带,在send requirement中选择按类型分拣,正好对应了前面托盘所设的五种类型的订单。
在连接了五条传送带后,将会出现五个出口设置,并设置对应地出口。
接着要对其布局进行设置,在Layout中对其进行长度以及高度等设置。
(2)传送带的设置
双击传送带,在传送带的Layout中对其进行长度、方向以及高度等设置。
➢暂存区和吸收器的设置
最后拖入5个暂存框放置五种不同的订单,和一个吸收器作为订单的接受。
➢叉车和分配器的使用
拖入3辆叉车和一个分配器到模型视图中,用S线由货架到分配器和由分配器到合成器分别连接起来,作为信息流的传递,随后用A线将分配器和叉车分别连接起来。
由于货架和合成器使用了运输工具,因此,我们要给予其信息告知:
分别在货架的Flow中找到将其打钩,再在合成器中找到
打钩,这样就将运输的信息发送到两端了。
值得注意的是,在后面的方案中提到一人一区的工作分区策略,我们只需将分配器拆除,将三辆车分别连至三个货架即可。
4、模拟结果分析
在每一种方案建模完毕后,我们另其运行,在8h(28800s)后,输出仿真统计数据,如表summaryreport中所示。
在表中,我们提炼出有效地信息。
方案Ⅰ
表5 订单处理数据
实体输出量空闲时间处理时间收集时间平均停留时间
combiner5 4601 0 13.50% 86.50% 6.25 source8 390
表6 操作工具作业数据
实体搬运量空闲时间空行时间载行时间偏移空行时
间
偏移载行时
间
transport21 1422 21.60% 11.20% 29.10% 31.90% 6.20% transport22 1400 21.20% 12.30% 29.30% 31.30% 6.00% transport23 1390 21.50% 12.60% 29.50% 30.70% 5.80% 方案Ⅱ
表7 订单处理数据
实体输出量空闲时间处理时间收集时间平均停留时间
combiner5 2773 0 8.2% 91.8% 10.39 source8 236
表8 操作工具作业数据
实体搬运量空闲时间空行时间载行时间偏移空行时
间
偏移载行时
间
transport21 1081 57.0% 0% 14.6% 22.90% 5.5% transport22 564 68.2% 4.4% 12.5% 12.8% 2.1% transport23 893 36.4% 13.8% 26.3% 20.2% 3.3% 根据上述两种方案的仿真统计数据,对两种分拣策略的效率与人员作业效率进行分析。
分析结果见表9。
表9 两种分拣方案的分拣效果
项目方案Ⅰ方案Ⅱ
在订单连续作业策略下,方案Ⅰ的分拣量远远高出Ⅱ,其操作工具作业情况中,方案Ⅰ的搬运量也是超出方案Ⅱ,在平均空闲率指标中,我们发现方案Ⅰ的空闲率小,但其使用率仍须提高。
因此,在这两种方案的对比中,我们应选取订单连续作业且不分区策略,才能有效地提高分拣效率,减低运营成本,实现配送中心的最优。
5、作业
①对单并行分拣策略的方案Ⅲ和方案Ⅳ做出仿真建模,并给出结果分析报告;
②将四种分拣策略进行对比,得出最优分拣策略方案,并对其配送中心分拣问题进行分析,并提出改进策略。