Honeywell-TPS系统常见故障与处理
- 格式:ppt
- 大小:1.56 MB
- 文档页数:10
6、INACTIVE(ACTIVE) INACTIVE指该点没有激活投用;ACTIVE指该点已激活并投用。
点处于INACTIVE时,PV显示坏值,OP输出保持,操作员不能操作(如果必要,通知仪表人员处理)DCS上电Honeywell TPS LCN电缆故障处理作者:流血的狼,2008-2-13 15:50:00 发表于:《Honeywell DCS论坛》共有16人回复,520次点击加为好友发送留言在新年前,我公司的LCN电缆A缆出现故障,B缆正常,怎么也无法切换到A缆工作,噪音主要出现在LCN网络的最后两个节点,NIM节点和APP节点,而且NIM还被拖跨,显示“fault”,现把处理过程列出来:1、初步判断是APP节点到NIM节点LCN电缆故障,于是把APP节点停止,电脑断电,这是LCN电缆A缆可以正常工作,但是当重新启动APP节点后,过了一段时间,A缆依旧故障;这样通过停用APP节点可以切换到A缆试验两次,都可以;2、后来又出现问题后,停用APP节点还是无法切换到A缆;于是更换APP节点的MAU,可以正常切换,但是过了一段时间后,A缆依旧故障;3、于是检查APP节点到NIM的A缆;从外观上看没有问题;由于无备件,新年到了,于是甩开APP节点,把A缆的终端电阻接到NIM一头;这是工作正常;春节过后,在这长达8天的时间A缆都是工作正常的;说明问题出现在APP节点到NIM节点之间,故障点判断正确;4、目前还要两个点需要判断,一个是MAU到APP的LCNP电缆是否正常?一个是LCN A缆(APP到NIM)电缆是否正常,是否电缆受到了干扰;5、于是重新把APP节点并入LCN网,但是这节电缆是敷设在防静电地板上的,这样做的原因是判断是否有别的电缆对它造成干扰,今天做了这个工作,目前正常,但是还要观察;6、后续工作主要是,如果还有问题,那么更换LCN电缆或更换MAU到LCNP电缆;7、关于后期的处理还要观察,目前只做到了这一步,毕竟备件很少,只能这么试。
霍尼韦尔报警主机常见问题问答第一部分:VISTA120/250①常见问题Q1: 主机加电后6160(6139)键盘无反应A: (1)可能是新主机未编入适当地址码,首先同时按下[1][3],输入地址码为01,按※退出。
一般就可以正常使用。
(2)看主机的1、2端子是否有交流16.5伏电压?6、7端子是否有12伏直流电压?如果检查16.5伏电压不正常可能是220伏交流电源或变压器损坏,检查更换使其供电正常。
如果主机上没有直流12伏电压输出或电压不正常送修处理(3)检查主机到键盘的接线是否正确?如果错误请将接线按接线图正确连接主机接线端子 6 7 8 9对应键盘线颜色红黑绿黄如果还没有显示请找到直接供货商送修处理。
Q2: Vista120的主机,用安装员密码为什么不能撤防?A:使用快速布防时,安装员码是不能撤防的,但可以用主用户码撤防,我们建议客户使用主码或操作码进行布防或撤防操作。
Q3: Vista 120的安装员密码忘记了,怎么办?A:将主机断电,重新上电,在30秒之同时按*和#,进入编程,按#00进行查看,按*00进行更改安装员密码。
就可以了。
Q4: 6160(6139)键盘显示CHECK 97A: 一般用万用表测量电压正常为10-11伏,如果只有几伏电压或没有电压,则判断总线有短路故障或负载太大,检查总线各节点和分支使其恢复正常。
Q5: 6160(6139)键盘显示CHECK XXXA: (1)检查防区是否有人在活动?如果有人,请他退出或默认该防区为正常。
(2)如果无人则检查该防区探测器工作是否正常?如果不正常请首先检查探测器电源。
其次检查探测器信号线是否断路。
(3)检查该防区地址码模块是否正常?如果不正常首先检查地址码模块与总线连接的接线是否正确(正、负是否接错)?其次检查地址码模块是否损坏?必要时更换一个试试。
(4)可能防区编程没有编好,请将原来的防区重新删掉,然后再重新学习序列号试试。
Q6: Vista 120主机一直处于System Reset的位置,怎么操作也不行,为什么?A:可能是主机有问题了,请将主机寄往经销商维修。
浅析霍尼韦尔TPS系统2019-10-11摘要:⽯油化⼯⾏业是国民经济的⽀柱产业。
DCS系统被⼴泛应⽤在关键⽣产装置中,本⽂主要介绍TPS系统特点及在我⼚使⽤过程中遇到的问题。
关键词:TPS系统维护管理安全策略前⾔:DCS系统⼜称为集散控制系统,它集中了连续控制、批量控制、顺序逻辑控制、数据采集等功能为⼀体。
虽然DCS在管理上:采取了管理、操作、显⽰、记录的集中式;在控制上:采取了功能分散、负荷分散、危险分散式的⼯作⽅式。
但是,DCS系统中任何⼀个环节⼀旦出现问题,都将会带来严重的后果。
因此,如何正确地使⽤、维护DCS,确保DCS的长周期安全运⾏显得尤为重要。
⼀、TPS系统的概貌TPS是Total Plant Solution 的缩写,它是⼀个将整个⼯⼚商业信息系统与⽣产过程控制系统统⼀在⼀个平台上的⾃动化系统。
1.TPS系统的特点A、开放性TPS系统的PCN⽹络即⼯⼚信息⽹络,采⽤的是⽬前办公⾃动化领域中使⽤⼴泛的以太⽹。
TPS系统中的GUS全⽅位操作站提供标准的以太⽹接⼝,可使全⼚管、控⼀体化轻⽽易举地完成。
GUS⼯作站以WINDOWS NT作为操作平台,TPS被设计为Native Window⽽嵌⼊在NT环境中。
TPS系统的LCN、UCN通信⽹络均采⽤了ISO802. 4和IEEE802. 4开放系统互连的标准,以ISO的OSI七层模型为基础,遵循MPA(⼯⼚⾃动化协议)⽹络标准,令牌总线⽹络通讯。
B、⼈机接⼝TPS系统全⽅位⽤户操作站(GUS),它是⾯向过程的单⼀窗⼝。
每个GUS⼯作站都能存取TPS系统范围⼴泛的数据。
⽤户可以设计从简单到复杂的各种⽤户显⽰画⾯,以供操作者富有特⾊的操作。
每个GUS操作站都带三种属性,1、操作员属性:供操作⼈员监视⽣产过程和TPS系统本⾝⼯作状况;2、⼯程师属性:供⼯程师进⾏系统组态及软件更新;3、维修属性:供维护⼈员跟踪系统运⾏并诊断系统故障。
C、过程控制功能TPS系统过程接⼝的数据采集和控制范围⼴泛。

霍尼韦尔TPS系统故障处理
郑文革;付晓博;刘金慧;李明浩
【期刊名称】《中国仪器仪表》
【年(卷),期】2017(000)002
【摘要】霍尼韦尔在石化系统中的应用情况,结合日常工作与维护工程中遭遇的典型故障,以网络为主线介绍了常见的故障的处理过程与步骤.
【总页数】3页(P48-50)
【作者】郑文革;付晓博;刘金慧;李明浩
【作者单位】中国石油辽阳石油化纤公司仪表厂,辽宁辽阳111003;中国石油辽阳石油化纤公司仪表厂,辽宁辽阳111003;中国石油辽阳石油化纤公司仪表厂,辽宁辽阳111003;中国石油辽阳石油化纤公司仪表厂,辽宁辽阳111003
【正文语种】中文
【相关文献】
1.霍尼韦尔分散控制系统TPS与新华DEH通讯问题解决方案
2.霍尼韦尔TPS系统在空分装置电控阀系统的应用
3.霍尼韦尔TPS系统与GPS的时钟同步应用
4.基于霍尼韦尔TPS系统实时自控率统计应用
5.霍尼韦尔TPS系统与TRICON系统时钟同步的应用
因版权原因,仅展示原文概要,查看原文内容请购买。
霍尼韦尔TPS系统UCN故障报警的原因分析与接地系统的优化改造摘要当前,我国社会经济取得了较大的发展,TPS系统在经济领域中也得到了较好的应用。
保证TPS系统安全运行,正确使用和维护TPS系统是十分重要的,如果TPS系统的任何环节发生问题,都将会造成比较严重的后果。
本文将对霍尼韦尔TPS系统UCN故障报警的原因进行分析,并对接地系统的优化改造进行阐述。
关键词TPS系统;UCN故障报警;接地系统优化改造1 TPS系统简介TPS系统把整个公司的生产过程控制系统和商业信息系统整合在一个平台上。
TPS的全称是Total Plant Solution,TPS系统是一个自动化系统,该系统具有如下特点:1)公司综合管理控制一体化依照公司综合管理的需求,TPS系统能够和公司信息网相连,从而组成包含广泛内容的计算机综合网络系统,进而对整个公司的生产计划、产品开发、销售、生产过程、有关物质流和信息流进行全面管理。
2)开放性TPS系统的LCN、UCN通信网络都遵循公司自动化协议网络标准,二者均应用美国电机及电子工程师学会制定的IEEE 8024与国际标准化组织制定的ISO 802 4开放系统互连的标准。
TPS系统的PCN网络选用的是以太网,而以太网是当前办公自动化领域中应用最广泛的网络;TPS系统中的GUS全方位操作站提供标准的以太网接口,从而可以让整个公司实现管、控一体化目标。
3)人机接口在TPS系统中,操作者可以实现丰富多彩且具有特色的操作,能够设计从简单到复杂的各类用户显示界面。
TPS系统全方位用户操作站应用了智能显示技术、高分辨彩色液晶显示器技术与窗口技术等技术,是面向过程的单一窗口,且各个GUS工作站均可以存取TPS系统大量的数据。
4)过程控制功能TPS系统能够实现从简单的常规PID控制到复杂的高级控制,控制策略包括顺控的、常规的、批量的、逻辑的控制。
TPS系统能够从其它公司的设备上采集数据,也可以在一个或者多个万能控制网络(UCN)上的HPM过程控制站、INI逻辑控制站上采集数据。
HoneyWell TPS是美国HoneyWell公司的最新产品,它是在TDC-3000系统基础上发展起来的,以Windows NT4.0为基本操作系统平台,继承了TDC-3000系统的全部功能。
具有开放性强、用户界面友好、方便与第三方软件通讯的优点。
我厂的TPS系统是1998年6月从美国HoneyWell公司引进的原装产品。
本系统用于我Ⅱ催化生产装置的反应、分馏、稳定、脱硫、碱洗、余热锅炉等的过程控制。
经过近几年的摸索和实践,我们碰到一些常见问题并总结出处理办法。
(一) GUS流程图数据调不出或GUS NATIVE WINDOW无数据显示,处理过程如下:(1)调出LCNP面板,做RESET LCNP操作,等待LCNP自检正常后,退出该状态。
(2)在NATIVE WINDOWS 中,按“LOAD”或击键盘上的“LOAD”键。
(3)按LOAD键,待有提示出现时,键入“W”,再等待下一个提示时输入“N”。
(4)等待,直至窗口中显示系统状态画面,调出流程图。
(5)CTL+ALT+DEL,选择LOGOFF,退出登录。
(6)按CTL+ALT+DEL,等待出现对话框,输入帐号、口令。
(7)按ALT+S,访问START菜单,调出NATIVE WINDOW。
(二) 数据点没有显示或数据点显示数据不变,而实际有变化,处理过程如下:(1)调出NATIVE WINDOW,按IKB上的DETAIL键,输入“点名”,如TI101。
(2)NATIVE WINDOW显示点细目。
(3)在点细目上查看以下参数设置:PVSOURCE:AUTO(正常设置);MAN(会造成点的PV显示不变化)PVRAW:有数值表示现场信号已进入计算机;―――表示现场信号没有进入计算机;负值表示接收到的信号为小信号。
PV:后缀字母红色―表示“B”坏值;黄色―表示“L/H”超低限/高限。
LOCUTOFF:若设定有值,当PV小于该设定值,PV显示“0”值。
TPS系统常见故障分析及解决办法dcs ( distributed control system)集散控制系统,是上世纪70年代国外推出的自动化控制系统,通常称为dcs,其控制系统的功能是由不同的设备来完成的,当某个设备出现故障时,对整个系统影响降到最低。
tps系统,是美国honeywell公司的一个先进的dcs产品,是将整个工厂商业信息系统与生产过程控制系统统一在一个平台上的dcs自动化控制系统。
可与管理计算机连接,进行远程高级控制和管理。
目前,我公司在用的dcs系统全部为honeywell公司的tps系统。
1 tps系统节点及功能介绍hpm:高性能过程处理器,用于扫描和控制tps系统过程数据。
nim:网络接口模件,提供lcn访问ucn的接口,转换lcn和ucn 的通讯技术和协议。
hm:历史模件,文件服务器,支持lcn网络的系统活动、历史数据存储。
系统事件用于系统性能的观测、调整和故障排除;过程历史数据用于生产过程监控。
gus:全局用户操作站,tps系统的人机界面,继承us的全部功能,基于windows nt4。
0平台(为ntfs分区)的native windows 窗口使用。
控制网络包括局域控制网络lcn和万能控制网络ucn,lcn网实现集中管理,ucn网实现过程功能,与hpm、lm、sm、plc等相连,实现各种控制功能。
2 系统常见故障的分析研究常见故障有四大类:2。
1 通讯故障lcn缆通讯故障;ucn缆通讯故障;i/0 link电缆通讯故障;gus 站与系统间的通讯故障。
产生故障的原因:设备损坏;电缆各种接头松动或脱开(常见故障);外来电磁信号的干扰( lcn接地不好,经常出现故障)。
处理问题的措施:更换设备;重新将电缆进行连接,并用专用工具进行紧固;做好接地,满足系统的要求。
2。
2 硬件故障hpmm卡件或i/o卡件整个损坏(状态灯不亮);1/o卡件部分损坏,如坏某个通道(状态灯闪烁);操作站的硬盘,显卡,网卡等的损坏;其它设备的损坏。
HoneywellTPS系统作业指导书HONEYWELL TPS 系统作业指导书1 适用范围适用于HONEYWELL TPS 系统的上电和日常故障处理作业2 应执行的规范标准2.1《石油化工设备维护检修规程第七册仪表》2.2化学品生产单位特殊作业安全规范GB308712.3工程建设施工企业质量管理规范GB/T504302.4石油化工检维修技术规范CSEI/JX2.5执行国家最新规范标准要求和有关环保规范要求。
3 施工准备3.1现场准备3.1.1作业前必须现场落实TPS 系统故障现象,并通过系统报警信息初步判定故障原因,确定故障部位。
3.1.2根据故障定位,要首先确认是什么类型的故障,然后检查分析故障发生的原因,了解该设备故障对装置可能产生的影响,根据不同的重要程度采取不同的处理方法。
3.1.3重大故障,必须启动应急预案,及时上报公司领导、设备工程处、工艺车间,而且作业要两人以上,一人操作一人监护。
特殊紧急情况下,若只有一人在场,但不及时处理就会严重影响安全生产,也必须先上报公司领导,经同意后再去处理。
3.1.3若是控制站硬件出现故障,故障卡件更换前,要对卡件更换可能造成的后果告诉生产车间,若是某一个I/O卡件更换,则需要对I/O卡件涉及到的仪表回路进行统计。
然后生产车间视重要情况编制装置应急处置方案,仪表专业编制控制系统卡件更换方案。
3.1.4生产车间编制的应急处置方案及仪表编制的控制系统卡件更换方案经审批完成后,双方进行对接,确定控制系统卡件更换的时间。
3.1.5控制系统卡件更换前,生产车间应安排足够的人员去现场守护重要设备及应急。
3.2 材料准备若需要更换卡件,需要落实卡件型号、部件号、版本号等,并准备好备件。
作业人员准备卡件时必须轻拿轻放,并戴上防静电护腕。
3.3施工安全、技术交底管理必须由技术人员进行专项交底,并在现场进行亲自指挥。
保证施工安全。
3.4施工人员配备及相关资质要求3.4.1 施工作业人应熟练掌握TPS系统结构、熟练处理TPS系统日常故障。
霍尼韦尔分散控制系统TPS与新华DEH通讯问题解决方案文章对XDC800分散控制系统进行了简介,对霍尼韦尔分散控制系统TPS 在老电厂DCS改造中存在的网络通讯问题进行了分析讨论,提出了解决办法,为其它电厂同类型DCS改造提供经验和技术参考。
标签:XDC800分散控制系统;控制器;负荷率1 问题的提出TPS系统和其它类型的第四代DCS系统有所不同,由于网络接口模件(NIM)最大通讯IO点为8000点/NIM,一台300MW机组4000个IO点,再加上4000个内部逻辑控制和运算点,实际需要也是8000点,用一台NIM显然达到通讯能力的极限,一般300MW机组都配有两台NIM,也就是两条控制网络,这就存在两条网络之间HPM(控制器)的数据通讯问题,同一条网络上的HPM(高性能过程处理器)也存在数据通讯问题,因此,对大型发电厂DCS而言,如何实现TPS内部数据通讯是一个期待解决的难题。
由于DCS、DEH、ETS分别属于独立系统,各个系统之间不可避免需要进行数据交换,例如协调系统负荷要求信号、RB命令、给水流量要求信号等一些控制命令,另外还有汽机本体金属壁温、发电机本体温度等监视信号,这些信号是通过远程IO方式从现场进入DCS,要实现在DEH中监视可以通过就地双支元件用硬接线再进入DEH,也可以通过DCS通讯给DEH实现;TSI中汽机轴振等信号是从就地通过电缆接线进入DEH,在DCS中无法监视;ETS中保护的投、切和过程报警信号,在DCS中也无法监控,因此,如何实现TPS和DEH、TSI 之间数据共享是一个需要解决的另一个难题。
显然用通讯的方案不仅节省电缆而且不占用系统IO通道,系统通讯开销较小,通过借鉴以往改造经验并结合我厂实际情况,最终讨论决定,本着不影响机组安全运行的前提下,以简单、实用、尽可能的节省材料费用和施工费用、缩短工期为原则,对一些参与保护、控制的命令信号,一律采用硬接线方式,对于纯监视的汽机壁温、发电机本体温度等一些信号,则全部采用MODBUS串行通讯方式实现。
Honeywell TPS系统LCN网络预防性维护作业指导书1、作业目的目前在用Honeywell TPS系统经常性出现通讯网络故障,尤其针对Ⅱ催化生产装置TPS系统的LCN网络电缆出现通讯故障报警后,引起部分操作站无法干预生产过程等后果,在分析了目前在用TPS系统网络的目前运行状况,以及网络的使用年限和环境,举一反三,需要进行必要的预防性维护作业,以及时将故障苗头消除在萌芽状态。
2、作业要求进一步加强巡检力度,着重对各装置Honeywell TPS系统网络,按DCS控制系统日检、周检、特检以及检修等各个阶段,稳步实施。
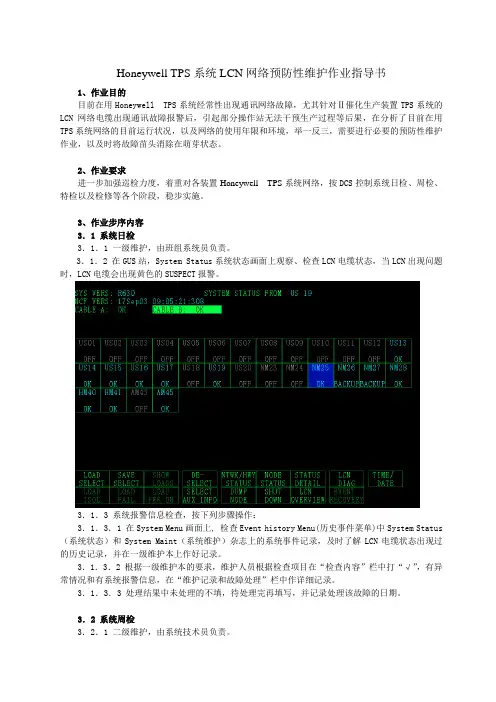
3、作业步序内容3.1 系统日检3.1.1 一级维护,由班组系统员负责。
3.1.2 在GUS站,System Status系统状态画面上观察、检查LCN电缆状态,当LCN出现问题时,LCN电缆会出现黄色的SUSPECT报警。
3.1.3 系统报警信息检查,按下列步骤操作:3.1.3.1 在System Menu画面上, 检查Event history Menu(历史事件菜单)中System Status (系统状态)和System Maint(系统维护)杂志上的系统事件记录,及时了解LCN电缆状态出现过的历史记录,并在一级维护本上作好记录。
3.1.3.2 根据一级维护本的要求,维护人员根据检查项目在“检查内容”栏中打“√”,有异常情况和有系统报警信息,在“维护记录和故障处理”栏中作详细记录。
3.1.3.3 处理结果中未处理的不填,待处理完再填写,并记录处理该故障的日期。
3.2 系统周检3.2.1 二级维护,由系统技术员负责。
3.2.2 利用System Status上的LCN DIAG(LCN电缆诊断)功能,进入LCN电缆诊断主画面,查询LCN网络中A、B缆的噪声、数据传输中的出错率、网络传输信息量及通讯介质死区等,并在一级维护本上作好记录,记录要求参照3.1.3条。
3.3 系统特检3.3.1 针对TPS 控制系统目前运行现状,现阶段采取月度特检的方式,安排在每月第一周进行,由系统技术员和班长共同承担技术负责,仪表主管或主任师进行技术指导。
TPS巡检指导1 TPS系统配置及功能1.1 LCN网络(管理网):冗余的LCNA/B缆一对,1分钟切换一次。
UCN网络(控制网):冗余的UCNA/B缆四对,5分钟切换一次。
1.2 网络节点的功能:HPM:高性能过程处理器,扫描和控制TPS系统过程数据。
HPM作为一种控制设备,通过UCN网络连接到TPS系统中。
它由HPMM、IOP、FTA及通讯电缆等组成,完成数据采集及控制任务。
HPM具有较好的灵活性,可进行高效的扫描和控制。
系统均配置冗余结构,保证安全性。
具有多处理结构系统负荷低。
能通过SI串行接口卡与MODBUS兼容子系统进行双向通讯。
可以通过CL语言编程实现特殊算方法或复杂控制功能。
可以在线灵活修改数据点的分配,所有卡件可以带电插拔、更换。
HM:历史模件,具有文件服务器的功能,可以实现文件的存储与备份、为节点安装提供支持文件、监视活动过程、采集历史数据等。
其中系统事件在系统性能的观测、调整和故障排除等方面起着重要的作用,而过程历史数据用于生产过程的监控。
NIM:网络接口模件,连接LCN和UCN,实现LCN和UCN的通讯技术和协议的转换,支持组态、通讯、报警、命令处理等功能。
GUS:全局用户操作站,TPS系统人机界面,基于Windows NT4.0平台的Native Windows窗口使用,GUS平台具有过程操作和过程工程组态及设计的功能。
电源:故障时DCS使用UPS供电,因此当装置发生主电源故障时,只要UPS 不发生故障,短时间内DCS的供电不会中断,不影响操作。
当主电源和UPS同时故障时,GUS操作台将停电,不能进行操作,但控制柜HPM自身带备用电池供电,在20分钟内调节系统的控制不会中断;主电源故障联锁仍将动作。
“死机” :指GUS对操作员的操作不响应。
此时,若WINDOWS 2000有响应,则可以重启动WINDOWS 2000,此时若WINDOWS 2000 无反应,则应关掉操作台电源(电源开关在底部背面),关掉电源后一段时间再送电,重新启动操作台。
霍尼韦尔报警主机常见问题问答第一部分:VISTA120/250①常见问题Q1: 主机加电后6160(6139)键盘无反应A: (1)可能是新主机未编入适当地址码,首先同时按下[1][3],输入地址码为01,按※退出。
一般就可以正常使用。
(2)看主机的1、2端子是否有交流伏电压6、7端子是否有12伏直流电压如果检查伏电压不正常可能是220伏交流电源或变压器损坏,检查更换使其供电正常。
如果主机上没有直流12伏电压输出或电压不正常送修处理(3)检查主机到键盘的接线是否正确如果错误请将接线按接线图正确连接主机接线端子 6 7 8 9对应键盘线颜色红黑绿黄如果还没有显示请找到直接供货商送修处理。
Q2: Vista120的主机,用安装员密码为什么不能撤防?A:使用快速布防时,安装员码是不能撤防的,但可以用主用户码撤防,我们建议客户使用主码或操作码进行布防或撤防操作。
Q3: Vista 120的安装员密码忘记了,怎么办?A:将主机断电,重新上电,在30秒之内同时按*和#,进入编程,按#00进行查看,按*00进行更改安装员密码。
就可以了。
Q4: 6160(6139)键盘显示CHECK 97A: 一般用万用表测量电压正常为10-11伏,如果只有几伏电压或没有电压,则判断总线有短路故障或负载太大,检查总线各节点和分支使其恢复正常。
Q5: 6160(6139)键盘显示CHECK XXXA: (1)检查防区内是否有人在活动如果有人,请他退出或默认该防区为正常。
(2)如果无人则检查该防区探测器工作是否正常如果不正常请首先检查探测器电源。
其次检查探测器信号线是否断路。
(3)检查该防区地址码模块是否正常如果不正常首先检查地址码模块与总线连接的接线是否正确(正、负是否接错)其次检查地址码模块是否损坏必要时更换一个试试。
(4)可能防区编程没有编好,请将原来的防区重新删掉,然后再重新学习序列号试试。
Q6: Vista 120主机一直处于System Reset的位置,怎么操作也不行,为什么?A:可能是主机有问题了,请将主机寄往经销商维修。
2012年9月第27期科技视界SCIENCE &TECHNOLOGY VISION 科技视界Science &Technology VisionDCS (Distributed Control System)集散控制系统,是上世纪70年代国外推出的自动化控制系统,通常称为DCS,其控制系统的功能是由不同的设备来完成的,当某个设备出现故障时,对整个系统影响降到最低。
TPS 系统,是美国Honeywell 公司的一个先进的DCS 产品,是将整个工厂商业信息系统与生产过程控制系统统一在一个平台上的DCS 自动化控制系统。
可与管理计算机连接,进行远程高级控制和管理。
目前,我公司在用的DCS 系统全部为HONEYWELL 公司的TPS 系统。
1TPS 系统节点及功能介绍HPM:高性能过程处理器,用于扫描和控制TPS 系统过程数据。
NIM:网络接口模件,提供LCN 访问UCN 的接口,转换LCN 和UCN 的通讯技术和协议。
HM:历史模件,文件服务器,支持LCN 网络的系统活动、历史数据存储。
系统事件用于系统性能的观测、调整和故障排除;过程历史数据用于生产过程监控。
GUS:全局用户操作站,TPS 系统的人机界面,继承US 的全部功能,基于Windows NT4.0平台(为NTFS 分区)的Na⁃tive Windows 窗口使用。
控制网络包括局域控制网络LCN 和万能控制网络UCN,LCN 网实现集中管理,UCN 网实现过程功能,与HPM、LM、SM、PLC 等相连,实现各种控制功能。
2系统常见故障的分析研究常见故障有四大类:2.1通讯故障LCN 缆通讯故障;UCN 缆通讯故障;I/0LINK 电缆通讯故障;GUS 站与系统间的通讯故障。
产生故障的原因:设备损坏;电缆各种接头松动或脱开(常见故障);外来电磁信号的干扰(LCN 接地不好,经常出现故障)。
处理问题的措施:更换设备;重新将电缆进行连接,并用专用工具进行紧固;做好接地,满足系统的要求。
60万吨/年加氢裂化装置DCS ----HONEYWELL TPS系统操作规程TPS系统DCS即Distributed Control System集散型计算机控制系统,又名分布式计算机控制系统,其实质是利用计算机技术对生产过程进行集中监视,操作,管理和分散控制的一种控制技术。
加氢裂化装置DCS系统为Honeywell公司的TPS系统,以Windows NT 或Windows 2000 为基本操作系统平台,具有开放性强、用户界面友好、方便与第三方软件通讯的优点。
TPS系统是一个多层通讯网络结构系统,由PIN网、LCN网、UCN网及其挂在上面的模件组成,系统配置灵活,可扩展性强。
其中TPS是Total plant system全厂一体化系统的缩写。
一、几个基本概念:1.GUSGUS是Globel User Station的缩写,GUS属于TPS系统中LCN节点,是TPS系统的HMI--人机接口,它通过LCNP卡连接到TPN网络。
本装置有七台GUS,其中一台为工程师站(GUS1)。
2.单元TPS系统组态时,要求对所组态的参数进行事先分单元,每一个点在组态过程都要求根据其物理位置确定其单元,以便对同一单元的点进行管理;例如在一个单元处于停工状态时,可以禁止此单元的报警信息,为此,将装置各岗位划分单元如下:3.区域一个区域可以包括多个单元,也可以包括多台GUS,不同的区域有不同的区域数据库,必须组态不同的自定义键,以及操作组。
本系统划分三个区域:分馏区域、PSA和机组区域、公用和反应区域。
一个区域所包含的GUS只能操作控制属于这个区域的单元中的点。
否则系统会提示“UNIT NOT ASSIGN”的错误,表示这个点所在的单元不属于这台GUS所在的区域,不能操作。
二、TPS系统的基本操作方法每台GUS在启动后会自动以操作员权限登录,可以设置自动LOAD(装载)GUS 属性和NCF 文件,也可以手动。
文件装载完成后,可以以两种方式进行操作:Native Window 或流程图画面,不管哪种操作方式都必须使用操作员键盘。
2341 概述中海石油宁波大榭石化有限公司三期馏分油项目自2016年6月份开工至今,Honeywell各型号的变送器出现了多次故障,故障率达到15%。
故障现象多为为现场变送器表头显示“bad”,变送器输出电流信号跑最大或最小值。
亦因此造成不同装置不同调节回路故障,导致相应的调节阀突然打开或关闭,引起多起装置异常波动事件;另在个别装置联锁回路中引起联锁停车,甚至还因此造成过苯乙烯装置全面停车,给公司造成了较大的经济损失。
2 典型故障案例案例一:2018年8月6日20时57分重整装置液化石油气至T202流量0211-FT-21602 差压变送器故障,输出信号跑最大值,阀门0211-FV-21602自动全关。
对装置平稳运行造成了一定影响。
原因分析:中控ECS700系列DCS控制系统模拟量输入卡(AI)接收4~20mA标准电流信号。
组态时允许对每个模拟量输入通道设置扩展量程上、下限百分量。
系统出厂默认设定值为±10%,即2.4~21.6mA。
故障处理模式设置为保持(保持故障前输入值)。
当DCS 系统检测回路的电流信号超过扩展量程上限、下限时,即电流值超过2.4~21.6mA范围内,该信号在DCS画面显示ERR故障报警,同时保持故障前正常的数值,数值颜色为红色。
若参与控制回路,当输入信号故障时,处于自动模式下的控制回路将自动切到手动模式,阀门手操控制。
由上图可知,液化石油气至T202流量调节阀0211-FIC-21602.MV阀位全关时间为20:37:47,此时控制回路的输入值0211-FIC-21602.PV为49.133t/h(流量计量程为0~45t/h),对应回路电流值为21.469mA,在2.4~21.6mA范围内,故系统认为该信号正常,未产生ERR报错。
而此时回路0211-FIC-21602处于自动模式,流量值突然增大,在PID调节器的作用下,从而导致调节阀0211-FIC-21602.MV自动全关。
霍尼韦尔报警主机常见问题问答第一部分:VISTA120/250①常见问题Q1: 主机加电后6160(6139)键盘无反应A: (1)可能是新主机未编入适当地址码,首先同时按下[1][3],输入地址码为01,按※退出。
一般就可以正常使用。
(2)看主机的1、2端子是否有交流16.5伏电压?6、7端子是否有12伏直流电压?如果检查16.5伏电压不正常可能是220伏交流电源或变压器损坏,检查更换使其供电正常。
如果主机上没有直流12伏电压输出或电压不正常送修处理(3)检查主机到键盘的接线是否正确?如果错误请将接线按接线图正确连接主机接线端子 6 7 8 9对应键盘线颜色红黑绿黄如果还没有显示请找到直接供货商送修处理。
Q2: Vista120的主机,用安装员密码为什么不能撤防?A:使用快速布防时,安装员码是不能撤防的,但可以用主用户码撤防,我们建议客户使用主码或操作码进行布防或撤防操作。
Q3: Vista 120的安装员密码忘记了,怎么办?A:将主机断电,重新上电,在30秒之内同时按*和#,进入编程,按#00进行查看,按*00进行更改安装员密码。
就可以了。
Q4: 6160(6139)键盘显示CHECK 97A: 一般用万用表测量电压正常为10-11伏,如果只有几伏电压或没有电压,则判断总线有短路故障或负载太大,检查总线各节点和分支使其恢复正常。
Q5: 6160(6139)键盘显示CHECK XXXA: (1)检查防区内是否有人在活动?如果有人,请他退出或默认该防区为正常。
(2)如果无人则检查该防区探测器工作是否正常?如果不正常请首先检查探测器电源。
其次检查探测器信号线是否断路。
(3)检查该防区地址码模块是否正常?如果不正常首先检查地址码模块与总线连接的接线是否正确(正、负是否接错)?其次检查地址码模块是否损坏?必要时更换一个试试。
(4)可能防区编程没有编好,请将原来的防区重新删掉,然后再重新学习序列号试试。