brother高精度模式
- 格式:docx
- 大小:748.47 KB
- 文档页数:6

龙源期刊网
Brother新品PT—P900系列上市
作者:张兰兰
来源:《中国信息化周报》2016年第44期
近日,兄弟(中国)商业有限公司[以下简称兄弟(中国)]推出了桌面式网络电脑标签打印机普贴趣新品PT-P900系列三款机型:PT-P900、PT-P900W和PT-P950NW。
此系列新品在前代产品的基础上进行了升级,使得功能更多、打印速度更快、打印接口更丰富,旨在为用户提供更好的使用体验。
PT-P900系列标签打印机,在高速打印模式下打印速度可高达80mm/s,在高精度模式下
可达360×720dpi的打印精度,比前代产品有了较大提升。
新产品在36mm宽度的色带上有效打印高度提升至32mm,无论是打印条码或文本打印,都有了更充裕的可支配空间。
其中PT-P900W和PT-P950NW支持无线打印功能,可做到多台设备共享打印机。
并且可以在Andorid/iOS设备上使用iPrint&Label软件,根据需求编辑并打印标签。
对于有软件再开发需求的用户,兄弟(中国)准备了各类SDK包,客户可以内嵌至自己的系统中。
升级版标签编辑软件P-touch Editor 5.1不仅添加了更多边框符号和条形码协议,更可从云端实时下载模板、自动检测色带颜色、制作带有水印的标签等,功能更强更完善。
PT-P900系列产品延续前代产品体积小巧的特色,占地面积非常小并且PT-P900系列支持两种供电方式:电源适配器(标配)和锂离子充电电池(可选配件)适用于各种应用场合。
PT-P950NW更有蓝牙和触摸面板显示屏等可选配件,拥有更多人性化的选择,方便用户根据自己的需求进行合理配置。
![[数控笔记] - 2017-12-27 FANUC G-M代码各含义在机床内如何查询?](https://img.taocdn.com/s1/m/ef40dde758fafab069dc02e2.png)
FANUC G/M代码各含义在机床内如何查询?
原创ywl 数控笔记
2017-12-27原文
G/M代码在机床内查询
01
进入绘图界面:
注意:必须在编辑模式情况下,才能找到~
02
进入G/M代码界面:G代码
03
进入G/M代码界面:M代码
04
结束指令界面
猜您喜欢
往期精选▼
1> NSK 轴承型号知多少?
2> 变频器密码大全,必须收藏!
3> FANUC数控机床的润滑系统剖析介绍
4> FANUC 最简单的一种备份系统方法
7> FANUC 如何禁止程序编辑介绍
8> FANUC 小黄机 PMC破解3210密码
9> 国内外机床品牌列表你听说过几个?
10>FANUC小黄机各散热风扇型号及报警
数控笔记ID: shukongbiji
主要分享交流
FANUC、Brother、等各类数控维修知识,每周实时更新维修知识及技巧;创建含金量最高的公众号!扫描下方二维码加关注,更多精彩不容错过~
精选留言
暂无...
阅读全文。
速度与激情 | BROTHER高精度模式数控机床的欠切和过切就如同驾车一样,在急拐弯时车速太快容易翻车,车速太慢容易熄火。
机床在加工运行过程中,会不断地根据程序改变加工路径,在遇到转角时,就像汽车转弯一样,必然要减速慢行转弯,否则会“翻车”。
提高产品加工质量必然要控制欠切和过切,下面我们来探讨一下加工中欠切过切现象的成因和解决方式。
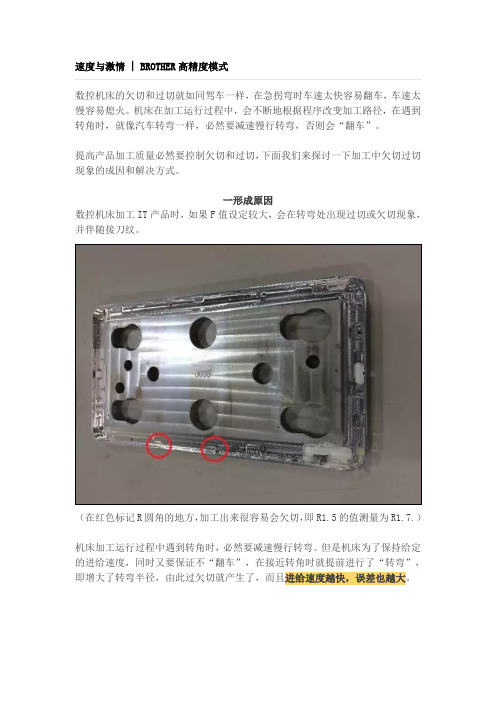
一形成原因数控机床加工IT产品时,如果F值设定较大,会在转弯处出现过切或欠切现象,并伴随接刀纹。
(在红色标记R圆角的地方,加工出来很容易会欠切,即R1.5的值测量为R1.7.)机床加工运行过程中遇到转角时,必然要减速慢行转弯。
但是机床为了保持给定的进给速度,同时又要保证不“翻车”,在接近转角时就提前进行了“转弯”,即增大了转弯半径,由此过欠切就产生了,而且进给速度越快,误差也越大。
二解决对策要保持速度的同时又保证加工形状精度,解决对策就是在转弯处自动加减速。
各系统的自动加减速功能如下:FANUC发那科——AI轮廓控制功能BROTHER兄弟——则是用高精度模式兄弟机型出厂初始设置是关闭高精度模式的,对此有必要打开兄弟机的高精度模式。
即在加工有过欠切的地方,加入高精度模式M代码,让其根据其形状自动进行減速/加速、使形状精度变好。
兄弟C00系统的高精度模式有高精度A和高精度B两种模式。
高精度模式A高精度模式A可以实现高速、高精度、高品质的加工功能。
适于外形加工、三维轮廓加工。
高精度模式A具备提高轮廓精度和提高表面等级两大功能,还可以通过更改用户参数内的设定值来改善加工的轮廓精度和表面等级。
高精度模式A功能篇功能1 提高轮廓精度提高轮廓精度,具体加减速的内容为:⏩自动拐角减速功能;⏩自动圆弧减速功能;⏩自动曲线接近减速功能。
(1)自动拐角减速功能控制拐角指令路径和刀具路径的误差,提高拐角的轮廓精度。
可通过拐角减速超程调整轮廓误差(2)自动圆弧减速功能控制圆弧加工中半径的收缩,提高圆弧的轮廓加工精度。
10.1 S功能 10.2 T功能 10.3 M功能10 S.T.M功能指轴移动指令以外必要的动作指令。
S :主轴转速指令T :使用刀具号指令M:机床各种辅助功能开关指令10.1 S功能指定主轴转速。
以接在S后的5位数之内的数值指定转速。
(注1) NC的RESET不能消去,接通电源时为0。
(注2)执行主轴旋转指令(M03,M04)之前必须指定S值。
(注3)若S指令与轴的移动指令在同一程序段内,则两者同时工作。
10.2 T功能·刀库旋转到指定的刀座位置(TC-22A,31A)·有以下3种指令方式。
指令方式10.2.1 指定刀具号时·在T之后指定刀具号。
(T1~T99)·从刀座上取出此号码的刀具。
(TC-22A,31A)10.2.2 以刀座号(刀库号)指定时·在T1之后的2位数指定刀座号(刀库号)。
·从刀座上取出此号码的刀具。
(T101~T1nn,nn为实际装着的刀座的最大值)(TC-22A,31A)10.2.3 以组号码指定时·在T9之后的2位数指定刀具组号码。
(T901~T930)·从刀座上取出此号码的刀具。
(TC-22A,31A)10.3 M功能·指定机床各种辅助功能的开与关。
·以接在M后3位数的数值指令。
·如M指令与轴的移动指令在同一程序段时,有以下3种情况:在轴移动之前动作与轴移动同时动作轴移动完成后动作(注)常态指令会在被下一个M代码取消或变更之前继续有效。
一次通过指令仅在指令的程序段内有效M代码-览表(1)*为接通电源时的常态M代码-览表(2)*为接通电源时的常态*为接通电源时的常态M代码-览表(3)*为接通电源时的常态*为接通电源时的常态M代码-览表(4)*为接通电源时的常态*为接通电源时的常态10.3.1 程序停止(M00)完成程序段内的动作指令后,主轴停止旋转。
同时,冷却液泵也停止,要执行下一句 程序需按起动开关。
南天自助终端产品手册2014年南天自助产品中心产品部2014年4月目录1传统自助终端.....................................................大堂式多功能自助终端......................................Nantian BST-4200/C20..................................Nantian BST-5200 A20..................................穿墙式多功能自助终端......................................Nantian BST-4230/C21..................................壁挂式多功能自助终端......................................Nantian BST-3340/C22.................................. 2自助发卡机.......................................................大堂式发卡机..............................................Nantian BST-5200 B20..................................台式发卡机................................................Nantian BST-3340 H10.................................. 3自助回单机.......................................................大堂式自助回单机..........................................Nantian BST-5810A..................................... 4排队机...........................................................大堂式排队机..............................................Nantian BST-5200/E10.................................. 5其他.............................................................网银终端..................................................Nantian BST-4200/G20..................................预填单机..................................................Nantian BST-5200/B10..................................智能服务终端..............................................Nantian BST-4210 A24..................................存折补登机................................................Nantian BST-1100......................................1传统自助终端1.1大堂式多功能自助终端1.1.1N antian BST-4200/C201.1.1.1效果图1.1.1.2结构尺寸图1.1.1.3功能特点外形新颖:整机采用流线型设计;全注塑面板,美观大方;整机色调协调统一;全功能配置:支持存折补登、银行卡查询及转账等多种传统业务功能的同时,能够播放多媒体广告信息,并支持凭条/账单/发票等多种票据的自助打印功能;可扩展型强:支持激光打印机、发票打印机、条码扫描、非接触式IC卡等多种模块扩展功能;强大的卡业务处理功能:支持磁卡、IC、非接触式IC卡等多种卡片的读写功能;数据安全性高:采用硬件加密键盘;配备读卡器异型卡口及密码键盘防窥式设计,大大提高了用户个人信息的安全性;1.1.1.4标准配置1.1.1.5可扩展配置1.1.2N antian BST-5200 A201.1.2.1效果图1.1.2.2结构尺寸图1.1.2.3功能特点外形新颖:整机采用流线型设计;全注塑面板,美观大方;整机色调协调统一;全功能配置:支持存折补登、银行卡查询及转账等多种传统业务功能的同时,能够播放多媒体广告信息,并支持凭条/账单/发票等多种票据的自助打印功能;可扩展型强:支持激光打印机、发票打印机、条码扫描、非接触式IC卡等多种模块扩展功能;强大的卡业务处理功能:支持磁卡、IC、非接触式IC卡等多种卡片的读写功能;数据安全性高:采用硬件加密键盘;配备读卡器异型卡口及密码键盘防窥式设计,大大提高了用户个人信息的安全性;1.1.2.4标准配置1.1.2.5可扩展配置1.2穿墙式多功能自助终端1.2.1N antian BST-4230/C211.2.1.1效果图1.2.1.2安装尺寸图1.2.1.3功能特点户外穿墙式应用设计:高附着力,防酸碱腐蚀户外型塑粉喷塑;防水、防尘、防暴;超强的高低温适应能力;功能布局合理:引用ATM 导轨式拉出设计,前面框及各模块可拉出进行维护,方便、快捷;全功能配置:支持存折补登、银行卡查询及转账等多种传统业务功能的同时,能够播放多媒体广告信息,并支持凭条/账单/发票等多种票据的自助打印功能;可扩展型强:支持激光打印机、发票打印机、条码扫描、非接触式IC卡等多种模块扩展功能;数据安全性高:采用硬件加密键盘;配备读卡器异型卡口及密码键盘防窥罩,大大提高了用户个人信息的安全性;智能电源管理:掉电监控、掉电保护、自动维护、自动关机;1.2.1.4标准配置1.2.1.5可扩展配置1.3壁挂式多功能自助终端1.3.1N antian BST-3340/C221.3.1.1效果图1.3.1.2安装尺寸图1.3.1.3功能特点壁挂式设计:不受安装空间限制,可做离行式设备使用;强大的卡业务处理功能:支持磁卡、IC、非接触式IC卡等多种卡片的读写功能;多种扩展功能:条码扫描、非接触式IC卡、发票打印机、GPRS或CDMA无线通信模块;机身色彩个性化定制:机身颜色可根据用户需求进行个性化定制;数据安全:EPP硬件加密键盘,采用凹陷型设计,设计时充分考虑了用户信息安全性;1.3.1.4标准配置1.3.1.5可扩展配置2自助发卡机2.1大堂式发卡机2.1.1N antian BST-5200 B202.1.1.1效果图2.1.1.2安装尺寸图2.1.1.3功能特点先进的自助发卡模块,保障自助发卡的可靠性和安全性。
P-touch Editor5.1编辑软件有 ( )模式可选。
A. SnapB. Editor LiteC. ExpressD. Editor Lite LanE. Professional通过编辑软件打印72mm 宽的覆膜标签时,可选择以下( )拼接打印方式。
A. 12mm×6 B. 18mm×4 C. 24mm×3 D. 36mm×2通过编辑软件打印48mm 宽的覆膜标签时,可选择以下( )拼接打印方式。
A. 12mm×4 B. 18mm×3 C. 24mm×2以下文案描述的是哪种文本属性:( )在该设置下,即使添加或删除文本, 文本对象(框架)的大小也保持不变。
文本框被放大或缩小时,文本不会自动换行,每个文字的高宽比例保持不变。
A. 固定框架尺寸以下文案描述的是哪种文本属性:( ) 在该设置下,即使添加或删除文本,文本对象(框架)的长度(水平宽度)保持不变。
若添加文本,任何超出装饰框的文本将自动被换行,文本不做任何缩放,同时在垂直方向放大文本框。
B. 固定框架尺寸(环绕) 以下文案描述的是哪种文本属性:( ) 在该设置下,即使添加或删除文本,文本对象(框架)的高度(垂直宽度)保持不变。
若某段落输入了回车符,文本尺寸将自动缩小。
D. 自动长度以下文案描述的是哪种文本属性:( )该设置下,对于对象装饰框的尺寸没有任何限制。
根据是否有文本添加或删除,文本框被放大或缩小,因此显示的文本总是充满文本框。
E. 自由尺寸在P-touch Editor 5.1中插入图像,所支持的图像文件名后缀类型有( )。
A. BMPB. DIBC. ICOD. TIFE. JPG / JPEGF. CADG. WMFH. EMFI. PSDJ. GIF K. PNG在P-touch Editor 5.1 中,对所插入的图像支持以下哪些操作()。
A. 裁剪B. 使图像中某个颜色变成透明C. 使图片转换成单色、褐色、水印等效果D. 调整明亮度E. 调整色相F. 调整对比度在使用了Code 39协议后,如需将条形码设置为最小,需进行哪些设置()。
速度与激情 | BROTHER高精度模式
数控机床的欠切和过切就如同驾车一样,在急拐弯时车速太快容易翻车,车速太慢容易熄火。
机床在加工运行过程中,会不断地根据程序改变加工路径,在遇到转角时,就像汽车转弯一样,必然要减速慢行转弯,否则会“翻车”。
提高产品加工质量必然要控制欠切和过切,下面我们来探讨一下加工中欠切过切现象的成因和解决方式。
一形成原因
数控机床加工IT产品时,如果F值设定较大,会在转弯处出现过切或欠切现象,并伴随接刀纹。
(在红色标记R圆角的地方,加工出来很容易会欠切,即R1.5的值测量为R1.7.)
机床加工运行过程中遇到转角时,必然要减速慢行转弯。
但是机床为了保持给定的进给速度,同时又要保证不“翻车”,在接近转角时就提前进行了“转弯”,即增大了转弯半径,由此过欠切就产生了,而且进给速度越快,误差也越大。
二解决对策
要保持速度的同时又保证加工形状精度,解决对策就是在转弯处自动加减速。
各系统的自动加减速功能如下:
FANUC发那科——AI轮廓控制功能
BROTHER兄弟——则是用高精度模式
兄弟机型出厂初始设置是关闭高精度模式的,对此有必要打开兄弟机的高精度模式。
即在加工有过欠切的地方,加入高精度模式M代码,让其根据其形状自动进行減速/加速、使形状精度变好。
兄弟C00系统的高精度模式有高精度A和高精度B两种模式。
高精度模式A
高精度模式A可以实现高速、高精度、高品质的加工功能。
适于外形加工、三维轮廓加工。
高精度模式A具备提高轮廓精度和提高表面等级两大功能,还可以通过更改用户参数内的设定值来改善加工的轮廓精度和表面等级。
高精度模式A功能篇
功能1 提高轮廓精度
提高轮廓精度,具体加减速的内容为:
⏩自动拐角减速功能;
⏩自动圆弧减速功能;
⏩自动曲线接近减速功能。
(1)自动拐角减速功能
控制拐角指令路径和刀具路径的误差,提高拐角的轮廓精度。
可通过拐角减速超程调整轮廓误差
(2)自动圆弧减速功能
控制圆弧加工中半径的收缩,提高圆弧的轮廓加工精度。
可通过圆弧减速超程调整半径收缩量。
(3)自动曲线接近减速功能
控制用小直线程序段指令的曲线指令路径和刀具路径的误差,提高曲线轮廓和三维轮廓的轮廓精度。
可通过曲线接近减速超程调整轮廓误差。
功能 2 提高表面等级
提高表面等级的功能有平滑功能。
加工曲线轮廓和三维轮廓时,由CAM等生成的指令路径,因使用直线指令而形成多角形,往往因此出现纹痕等,致使表面等级低下。
利用平滑功能可使加工面比以往平滑,提高表面等级。
高精度模式A使用篇
高精度模式A参数默认设置提供6个加工等级,也就是说,其中有一个等级重点关注形状精度,还有一个关注表面质量。
可根据加工需求或要求轻松选择适当的加工等级。
并且可以独自设定两个等级的参数。
加工等级还可以在NC程序上切换。
出厂时机床的高精度等级如下图:
各个等级的不同是由于其具体参数不一样,在机床上你可以看到每个代码的具体的参数:
步骤1选择加工等级
选择加工等级,可参考下表。
比如要求加工的轮廓精度要求高时,即转角地方要保证有楞有角,不能过切,那么你可以在这段程序之前加入M260。
如果要求加工的3D面要光滑,可以在程序前加入M263。
步骤2设置程序
使用高精度模式A时可利用如下M码。
⏩M260-M267: 高精度模式A接通
⏩M269: 高精度模式A/B关闭
△小贴士△
如果机床默认的参数值还不能达到加工要求,可以通过修改M代码的参数值,逐步调试到合适的值。
参数值设置遵循下面规则:
“自动拐角减速功能”,“自动圆弧减速功”,“自动曲线接近减速功能”后面的值越小,加工的精度就越高,相应地加工时间也会变长。
如何做到精度高的同时加工时间又短,需靠长期的调试经验获得。
△总结△在兄弟C00系统中,
1,避免欠切和过切现象,可采用高精度模式;
2,兄弟C00系统的高精度模式有A模式和B模式;
3,使用高精度模式A,首先选择加工等级,然后设置程序。
以上方法适用于兄弟C00系统,对于兄弟B00系统的高精度功能,设置方法和使用效果会有所不同,建议B00系统版本30以下的首先进行系统升级才能使用相关功能。