钣金放样
- 格式:ppt
- 大小:3.41 MB
- 文档页数:55
钣金加工件放样过程步骤确定-诚瑞丰科技股份有限公司钣金加工件放样制造是一个详细的分工过程,通过制定切确的步骤,为确定量产钣金件做好铺垫。
那么放样过程都有哪些工作内容呢?(1)线形放样线形放样是指根据结构制造需要,绘制构件整体或局部轮廓(或若干组剖面)的投影基本线形。
1)绘制线形图准备。
根据所要绘制图样的大小和数量,合理安排好各图在放样台或钢板上的位置。
对于大型钣金结构件的放样,为了节省放样台面积和减轻放样劳动,允许采用部分视图重叠或单向缩小比例的方法。
2)构件基本线形的绘制。
线形放样时,以划出设计要求必须保证的轮廓线为主,因工艺需要须变动的线形可暂时不划。
如图4-1(a)所示炉壳主体部件图样中,主视图可以垂直中心线和炉上口轮廓线为放样划线基准,俯视也可以两互相垂直的中心线为放样划线基准,分别准确地划好各个视图中的基准线,如图4-1(b)所示。
然后,先划出必须符合设计要求的筒体件尺寸,以及由设计给定且不得改动的炉底位置。
对于圆锥台件的尺寸,须在处理好接缝部位尺寸后才能划出。
而钣金筒体件上的孔,则没有先后顺序。
3)线形放样要点。
进行线形放样,必须严格遵循正投影规律。
同时,对于有复杂曲面的金属结构,如船舶、飞行器、车辆等,则往往采用平行于投影面的剖面剖切,划出一组或几组线形表示结构的完整形状和尺寸,如图4-23所示,所划出的线形图必须满足光顺性和协调性要求。
(2)结构放样结构放样是指在线形放样的基础上,依据制造工艺要求进行工艺性处理的过程,它包括接缝形式确定、接缝位置布置、结构样板草图绘制、各种样板及胎架绘制等内容,见表4-18。
(3)展开放样展开放样是在结构放样的基础上,对不反映实形或需展开的部位进行展开,以求取实形的过程。
一般展开放样的具体过程如下。
1)板厚处理。
根据加工过程中的各种因素,合理考虑板厚对构件形状、尺寸的影响,划出欲展开构件的单线图(即所谓理论线)。
2)展开作图。
利用已划出的构件单线图,运用投影理论和钣金展开的基本方法,作出钣金加工的展开图。

绪论因为在这几年的工作中,常遇到一些钣金放样,比如F0Z水工项目的排污管、盾构机的出泥筒、滤碱机的天方地圆、水电项目的尾水锥管、座环、肘管等。
因此在这主要总结了这几种钣金展开的CAD画法。
注:以下未考虑板材的板厚、焊缝位置等因素。
所以在实际生产中应灵活运用。
CAD进行钣金放样1、弯头1.1、两节圆管直角弯头的展开如图1所示,是两节圆管直角弯头的立体图、投影图和展开图。
Ⅰ、Ⅱ两节圆管的展开法是相同的,现以Ⅰ节的展开为例。
展开方法:⑴用DIV命令6等分平面图半圆周,其等分点为1、2、3、4、5、6、7;⑵由各等分点向上用L命令引垂线与正面图接合线相交,得交点1、2、3、4、5、6、7;⑶用L命令延长AB线,并在AB的延长线上截取1-1线段,其长度等于平面图的圆周长;⑷用DIV命令将1-1线段分成12等分,等分点为1、2…7…2、1;⑸用L命令由1-1线上各等分点向上引垂线,并与由正面图接合线上各点向右引的水平线对应相交,得一系列的交点1'、2'…7'…2'、1';⑹最后用ARC命令将这些交点连成一光滑曲线,则1-1'-7'-1'-1所围成的平面图形为Ⅰ节圆管的展开图;图11.2、多节圆管弯头展开按照1.1同样的原理,可得到多节圆管弯头的展开图。
如图2所示:图22直交三通管如图3所示是直交三通管的立体图、投影图和展开图。
2.1管Ⅰ展开⑴用DIV命令将6等分平面图半圆周,其等分点为1、2、3、4、3、2、1;⑵用L命令将各等分点向上引垂线与正面图的接合线相交,得交点为1、2、3、4、3、2、1;⑶在FE的延长线上截取1-1线段,长等于平面图圆周长;⑷用DIV命令将1-1线段分成12等分,其等分点1…4…1…4…1;⑸用L命令1-1线上各等分点向上引垂线,并与由正面图接合线上各点向右引的水平线相应相交,得一系列的交点1'…4'…1'…4'…1';⑹最后ARC命令把这些交点连成用一光滑曲线,则1-1'-4'-1'-4'-1'-1所围成的平面图形是管Ⅰ的展开图。

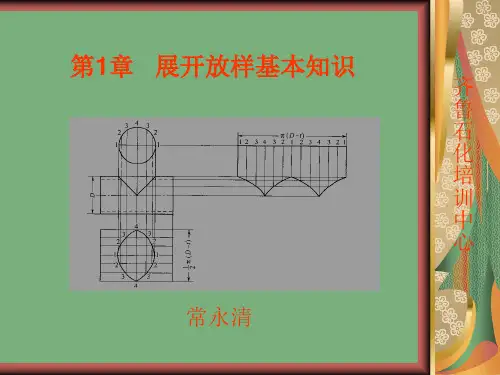
第1章展开放样基本知识常永清齐鲁石化培训中心1.1 基本几何作图法有些零件的形状虽然是多种多样,有时甚至是复杂的,但是任何一个复杂的图形,都是由直线、曲线、角度和圆等构成的。
1.1.1 画线的方法1.1.1.1 垂直平分线的画法1.1.1.2 过直线上定点作垂线的画法齐鲁石化培训中心图1-2作直线上定点的垂线图1-1垂直平分线的画法1.1.1.4 与已知直线成定距离的平行线的画法齐鲁石化培训中心图1-4平行线画法1.1.1.5 等分任一线段的画法齐鲁石化培训中心图1-6三等分画椭圆图1-5等分线段画法1.1.1.6 已知长轴不知短轴画椭圆1、三等分面法2. 四等分画法;3.已知短轴不知长轴面椭圆;4.四圆心法画椭园(近似画法)齐鲁石化培训中图1-7四等分画椭圆图1-8已知短轴画椭圆图1-9四圆心法画椭圆心5.同心园法画椭圆齐鲁石化培训中心图1-10同心圆法画椭圆6.平行四边形法画椭圆齐鲁石化培训中心如图1-11所示,已知长轴为AB, 短轴为CD, 其作图步骤是:(1) 先作十字线得交点为0, 通过已知长短轴的A 、B 、C 、D 四点分别作AB 与CD 的平行线,成交为矩形得交点为E 、F 、G 、H 。
将OA 及AE 线段分别作 4 等分,从 C 作AE 线上各等分点的连线,见图1-11a ;(b )(2) 从D 作OA 线上各等分点的连线并延长交于从C 与AE 各等分点的连线上得交点1、2、3, 见图1-11b 。
将A-1-2-3-B 顺序连成曲线即可得四分之一椭圆弧;(3) 同理分别画出其他三边曲线即可完成椭圆作图。
齐鲁石化培训中心图1-11 平行四边形画椭圆#圆的五等分法已知一圆和圆心O,将该园分成五等分,并内接五边形。
①作两条相垂直的直径AB和CD的交点O;②以OB 线的中点G为圆心,GC为半径画圆弧交OA线于O点;③以弦长CH为半径,以C点为起点,在圆周上依次截取五等分。
齐鲁石化培训中心#圆的接任意正多边形①将直径AB等分所求多边形的边数;②分别以A、B 两点为圆心,AB长为半径向上画圆弧交于C 点;连接C-2线并延长交圆周于D点(作任意边数都要过2点连线),则A D弦长即为所求多边形的一边长度;③以A或D点为起点,以A D为定长在圆周上依次截取所求各点并用直线连接各点,即得任意正多边形。
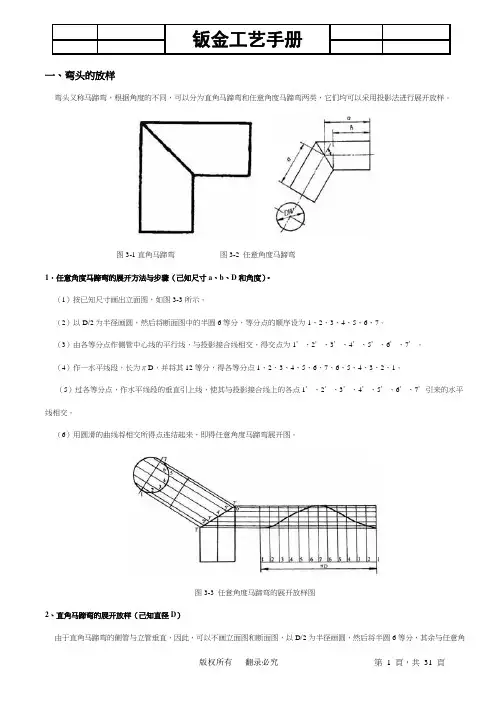
一、弯头的放样弯头又称马蹄弯,根据角度的不同,可以分为直角马蹄弯和任意角度马蹄弯两类,它们均可以采用投影法进行展开放样。
图3-1直角马蹄弯图3-2 任意角度马蹄弯1.任意角度马蹄弯的展开方法与步骤(己知尺寸a、b、D和角度)。
(1)按已知尺寸画出立面图,如图3-3所示。
(2)以D/2为半径画圆,然后将断面图中的半圆6等分,等分点的顺序设为1、2、3、4、5、6、7。
(3)由各等分点作侧管中心线的平行线,与投影接合线相交,得交点为1'、2'、3'、4'、5'、6'、7'。
(4)作一水平线段,长为πD,并将其12等分,得各等分点1、2、3、4、5、6、7、6、5、4、3、2、1。
(5)过各等分点,作水平线段的垂直引上线,使其与投影接合线上的各点1'、2'、3'、4'、5'、6'、7'引来的水平线相交。
(6)用圆滑的曲线将相交所得点连结起来,即得任意角度马蹄弯展开图。
图3-3 任意角度马蹄弯的展开放样图2、直角马蹄弯的展开放样(己知直径D)由于直角马蹄弯的侧管与立管垂直,因此,可以不画立面图和断面图,以D/2为半径画圆,然后将半圆6等分,其余与任意角度马蹄弯的展开放样方法相似。
图3-4 直角弯展开图二、虾壳弯的展开放样虾壳弯由若干个带斜截面的直管段组成,有两个端节及若干个中节组成,端节为中节的一半,根据中节数的多少,虾壳弯分为单节、两节、三节等;节数越多,弯头的外观越圆滑,对介质的阻力越小,但制作越困难。
1、90°单节虾壳弯展开方法、步骤:(1)作∠AOB=90°,以O为圆心,以半径R为弯曲半径,画出虾壳弯的中心线。
(2)将∠AOB平分成两个45°,即图中∠AOC、∠COB,再将∠AOC、∠COB各平分成两个22.5°的角,即∠AOK、∠KOC、∠COD与∠DOE。
(3)以弯管中心线与OB的交点4为圆心,以D/2为半径画半圆,并将其6等分。
(4)通过半圆上的各等分点作OB的垂线,与OB相交于1、2、3、4、5、6、7,与OD相交于1'、2'、3'、4'5'、6'、7',直角梯形11'77'就是需要展开的弯头端节。

等径圆管任意角度多节弯头放样下料说明1、本构件为多节等径圆管弯头,弯头的角度和节数在一定范围内可任意调整,且弯头的两端还可加长直管长度。
2、示意图中d为圆管内径,a为弯头角度,R为弯头中线转角半径,L1、L2分别为两端节加长的长度,b为板材厚度。
要求180>=a>0,d、b>0,R>=d,若管道地方狭窄,允许d<R>0.6*d,但管道阻力会增加。
以上数据由操作者确定后输入。
3、弯头须分成t节下料,t的数值以实际的节数输入,计算时则以两端按半节计算,中间按一节计算,即每节的转弯角度为a/(t-1)。
t必须为整数,要求3<=t<=30,t的数值越大,弯头就越顺畅,但工作量及费用增加,一般取15<=a/(t-1)<=25。
4、本构件圆管各交线计算有两种方式,一种是以圆心到板材中心为半径计算斜口各素线的下料长度,即“板材中径”方式;一种是以内半径计算高端斜口各素线长度,外半径计算低端斜口各素线长度,即“修正半径”方式。
如果板材较薄或者板材虽厚但以板材中线为基准打坡口,建议用板材中径方式下料;如果板材较厚并且不打坡口的构件,建议用修正半径方式下料,否则拼接时焊缝较宽并且角度会偏大。
5、本展开图为近似展开法,圆管周长须 n等分来计算每一条线段的实长。
n的数值由操作者根据直径大小及精度要求确定,但必须取4的整倍数,n的数值越大,展开图的精度越高,但画展开图的工作量相应增加。
用人工画线一般取n=16~36已可比较准确下料,用数控切割机下料或是刻绘机按1:1画样板,n值可取大一些。
6、展开图采用平行线法放样下料,即把整个圆管分成若干条平行线进行计算放样。
所输出数据根据下料方式不同而有所不同,如果选择板材下料,则以板材的中心为直径计算展开长度和交线长度,操作者可根据展开图及相关数据直接在板材上画线下料;如选择成品管下料,则以圆管外径另加样板材料厚度为直径计算,根据相关数据在样板上下料,然后把样板包在成品管外画线下料。
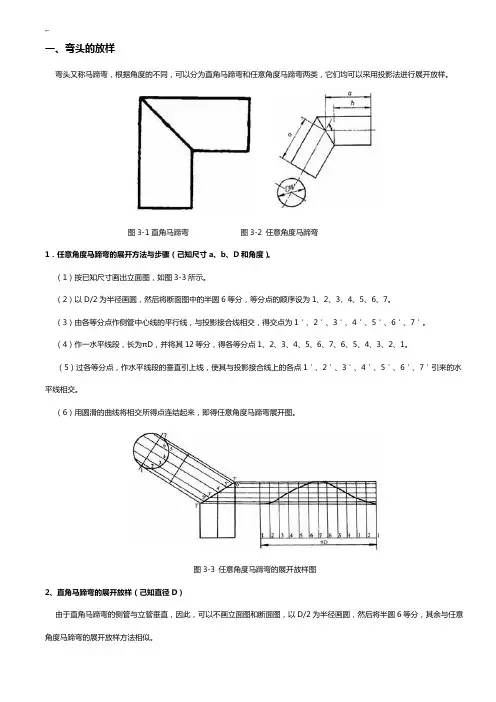
一、弯头的放样弯头又称马蹄弯,根据角度的不同,可以分为直角马蹄弯和任意角度马蹄弯两类,它们均可以采用投影法进行展开放样。
图3-1直角马蹄弯图3-2 任意角度马蹄弯1.任意角度马蹄弯的展开方法与步骤(己知尺寸a、b、D和角度)。
(1)按已知尺寸画出立面图,如图3-3所示。
(2)以D/2为半径画圆,然后将断面图中的半圆6等分,等分点的顺序设为1、2、3、4、5、6、7。
(3)由各等分点作侧管中心线的平行线,与投影接合线相交,得交点为1'、2'、3'、4'、5'、6'、7'。
(4)作一水平线段,长为πD,并将其12等分,得各等分点1、2、3、4、5、6、7、6、5、4、3、2、1。
(5)过各等分点,作水平线段的垂直引上线,使其与投影接合线上的各点1'、2'、3'、4'、5'、6'、7'引来的水平线相交。
(6)用圆滑的曲线将相交所得点连结起来,即得任意角度马蹄弯展开图。
图3-3 任意角度马蹄弯的展开放样图2、直角马蹄弯的展开放样(己知直径D)由于直角马蹄弯的侧管与立管垂直,因此,可以不画立面图和断面图,以D/2为半径画圆,然后将半圆6等分,其余与任意角度马蹄弯的展开放样方法相似。
图3-4 直角弯展开图二、虾壳弯的展开放样虾壳弯由若干个带斜截面的直管段组成,有两个端节及若干个中节组成,端节为中节的一半,根据中节数的多少,虾壳弯分为单节、两节、三节等;节数越多,弯头的外观越圆滑,对介质的阻力越小,但制作越困难。
1、90°单节虾壳弯展开方法、步骤:(1)作∠AOB=90°,以O为圆心,以半径R为弯曲半径,画出虾壳弯的中心线。
(2)将∠AOB平分成两个45°,即图中∠AOC、∠COB,再将∠AOC、∠COB各平分成两个22.5°的角,即∠AOK、∠KOC、∠COD与∠DOE。
(3)以弯管中心线与OB的交点4为圆心,以D/2为半径画半圆,并将其6等分。
(4)通过半圆上的各等分点作OB的垂线,与OB相交于1、2、3、4、5、6、7,与OD相交于1'、2'、3'、4'5'、6'、7',直角梯形11'77'就是需要展开的弯头端节。
钣金展开放样的一般步骤是什么钣金展开放样的一般步骤是什么钣金展开的方法有两种,即图解法和计算法。
目前,我国通用的钣金展开法一般都采纳图解法。
所谓图解法,就是凭据施工图通过一系列划线作图,从而得到展开图的方法。
下面瀚达汽修我给您具体介绍钣金展开放样的具体内容。
1.放样放样(又称扩大样),就是依据施工图的要求,按正投影原理,把构件的形状、尺寸按1:1的实际形态画到施工板料或样板材料上,这样画出来的图就叫放样图。
随着科学技术的不断发展,已经出现了光学放样自动下料的新工艺和电子扫描放样的新技术,并正在逐步推广应用。
但在实际工作中,特别是在汽车钣金修理中,多为单件作业或小批量生产,所以实尺放样仍然是目前广泛应用的基本方法。
2.放样的一般步骤(1)读图。
首先要读懂饭金构件的施工图和主要内容,并对构件的形状尺寸进行分析,整理出构件各部分在空间的互相位置、尺寸大小和形状。
(2)准备放样工具。
了解施工图的各项要求后,依据放样的具体状况准备放样所必须的工具、夹具、量具等。
放样划线的具体操作包括标志中心线、画轮廓线、定位线等。
划线过程中,除了要保证线条清楚均匀外,重要的是保证尺寸准确。
为了保证生产尺寸的准确并提升工作效率,就必须熟练地掌握各种基本几何图形的画法和正确准备及使用工具。
在钣金划线过程中,通常使用的工具有划针、圆规、角尺、样冲和曲线尺等。
①划针。
主要用于在钢板表面划出凹痕的线段。
通常用直径为4-6 mm,长150- 250mm的弹簧钢丝和高速钢制成。
划针的尖端淬火后磨锐,以保证有足够的强度、硬度以及锋利性。
②圆规(划规)。
用于在钢板上画圆、圆弧或分量线段的长度等。
常用的圆规用工具钢制成,两轨脚尖淬火后磨锐,以保证划出的线条清楚。
③长杆圆规(划规)。
专为画大圆、大圆弧或分量较长直线时使用。
两杆脚可依照所必须尺寸任意调整,画较大圆弧时,甚至必须两人配合操作使用。
④直尺。
即钢板尺,常用的有150, 300, 500, 1 000 mm等规格的钢卷尺。
新手如何去学习钣金放样展开?做到这几点就可以了对我来说钣金放样展开有2种基本方法:几何绘图法和公式计算法对于知识水平有限的人员来说,用公式计算法展开有难度。
但用几何绘图法进行基本构件放样展开没有任何问题,过去没有任何文化知识的钣金老师傅,都是绘图法放样展开的高手。
尤其是在钣金现场,经验才是王道,只要用心下功夫,就没有什么妨碍你掌握这门技能初学者如何学习钣金放样展开我只是推荐我的经验,不喜勿喷。
首先从几何画法展开入手1、基础画法:垂直平分线,角度画法,角平分线,直角画法,12、16等分圆。
这几个暂时就够用了。
2、跟着专栏的教学视频:一周掌握钣金手工放样展开作者:钣金机械与技术25.8元6人已购进入专栏从最基础的构件开始(需要一套圆规直尺)跟着视频画放样展开,并且将画出的展开图做成小纸模型(很有成就感哟)。
只要你坚持动手,一定的时间过后,你可以学会:弯头,正变径,偏心变径,正天圆地方,偏心天圆地方,三通,斜三通,正四棱台,偏心四棱台,椭圆封头。
用纸片制作模型学习,几乎不用成本就可学会常用构件放样展开。
3、建议想学习的朋友,下载手机版自动展开计算表(其实就是放样展开计算器),可以自动计算展开图数据,和自己手工画的展开图对比,能更快更准确的学习放样展开。
同时拥有并学会了《放样展开计算器》(计算器解决的是大幅度提高现场展开速度)自动展开计算表演示:视频演示请点击这里:请点击观看视频(凡的朋友,可以私信向我索取手机自动展开计算表,免费赠送!)4、如果你在保温通风现场工作,经过一段时间的学习实践,零基础的朋友就能独立进行一般构件的下料工作了干铆工的朋友,由于构件复杂多样及需要处理板厚问题,需要学习的时间要长一些,但到这时由于有了一定的基础,学习的速度会大大提高。
此时大家应该脱离初学者的范围了。
进一步学习复杂构件放样展开就比较容易了。
再复杂的构件,其实都是基本构件的组合体。
一、弯头的放样弯头又称马蹄弯,根据角度的不同,可以分为直角马蹄弯和任意角度马蹄弯两类,它们均可以采用投影法进行展开放样。
图3-1直角马蹄弯图3-2 任意角度马蹄弯1.任意角度马蹄弯的展开方法与步骤〔己知尺寸a、b、D和角度〕。
〔1〕按已知尺寸画出立面图,如图3-3所示。
〔2〕以D/2为半径画圆,然后将断面图中的半圆6等分,等分点的顺序设为1、2、3、4、5、6、7。
〔3〕由各等分点作侧管中心线的平行线,与投影接合线相交,得交点为1'、2'、3'、4'、5'、6'、7'。
〔4〕作一水平线段,长为πD,并将其12等分,得各等分点1、2、3、4、5、6、7、6、5、4、3、2、1。
〔5〕过各等分点,作水平线段的垂直引上线,使其与投影接合线上的各点1'、2'、3'、4'、5'、6'、7'引来的水平线相交。
〔6〕用圆滑的曲线将相交所得点连结起来,即得任意角度马蹄弯展开图。
图3-3 任意角度马蹄弯的展开放样图2、直角马蹄弯的展开放样〔己知直径D〕由于直角马蹄弯的侧管与立管垂直,因此,可以不画立面图和断面图,以D/2为半径画圆,然后将半圆6等分,其余与任意角度马蹄弯的展开放样方法相似。
图3-4 直角弯展开图二、虾壳弯的展开放样虾壳弯由假设干个带斜截面的直管段组成,有两个端节及假设干个中节组成,端节为中节的一半,根据中节数的多少,虾壳弯分为单节、两节、三节等;节数越多,弯头的外观越圆滑,对介质的阻力越小,但制作越困难。
1、90°单节虾壳弯展开方法、步骤:〔1〕作∠AOB=90°,以O为圆心,以半径R为弯曲半径,画出虾壳弯的中心线。
〔2〕将∠AOB平分成两个45°,即图中∠AOC、∠COB,再将∠AOC、∠°的角,即∠AOK、∠KOC、∠COD与∠DOE。
〔3〕以弯管中心线与OB的交点4为圆心,以D/2为半径画半圆,并将其6等分。
〔4〕通过半圆上的各等分点作OB的垂线,与OB相交于1、2、3、4、5、6、7,与OD相交于1'、2'、3'、4'5'、6'、7',直角梯形11'77'就是需要展开的弯头端节。
一、弯头的放样弯头又称马蹄弯,根据角度的不同,可以分为直角马蹄弯和任意角度马蹄弯两类,它们均可以采用投影法进行展开放样。
图3-1直角马蹄弯图3-2 任意角度马蹄弯1.任意角度马蹄弯的展开方法与步骤(己知尺寸a、b、D和角度)。
(1)按已知尺寸画出立面图,如图3-3所示。
(2)以D/2为半径画圆,然后将断面图中的半圆6等分,等分点的顺序设为1、2、3、4、5、6、7。
(3)由各等分点作侧管中心线的平行线,与投影接合线相交,得交点为1'、2'、3'、4'、5'、6'、7'。
(4)作一水平线段,长为πD,并将其12等分,得各等分点1、2、3、4、5、6、7、6、5、4、3、2、1。
(5)过各等分点,作水平线段的垂直引上线,使其与投影接合线上的各点1'、2'、3'、4'、5'、6'、7'引来的水平线相交。
(6)用圆滑的曲线将相交所得点连结起来,即得任意角度马蹄弯展开图。
图3-3 任意角度马蹄弯的展开放样图2、直角马蹄弯的展开放样(己知直径D)由于直角马蹄弯的侧管与立管垂直,因此,可以不画立面图和断面图,以D/2为半径画圆,然后将半圆6等分,其余与任意角度马蹄弯的展开放样方法相似。
图3-4 直角弯展开图二、虾壳弯的展开放样虾壳弯由若干个带斜截面的直管段组成,有两个端节及若干个中节组成,端节为中节的一半,根据中节数的多少,虾壳弯分为单节、两节、三节等;节数越多,弯头的外观越圆滑,对介质的阻力越小,但制作越困难。
1、90°单节虾壳弯展开方法、步骤:(1)作∠AOB=90°,以O为圆心,以半径R为弯曲半径,画出虾壳弯的中心线。
(2)将∠AOB平分成两个45°,即图中∠AOC、∠COB,再将∠AOC、∠COB各平分成两个°的角,即∠AOK、∠KOC、∠COD 与∠DOE。
(3)以弯管中心线与OB的交点4为圆心,以D/2为半径画半圆,并将其6等分。
(4)通过半圆上的各等分点作OB的垂线,与OB相交于1、2、3、4、5、6、7,与OD相交于1'、2'、3'、4'5'、6'、7',直角梯形11'77'就是需要展开的弯头端节。