钣金展开实例
- 格式:doc
- 大小:581.50 KB
- 文档页数:7
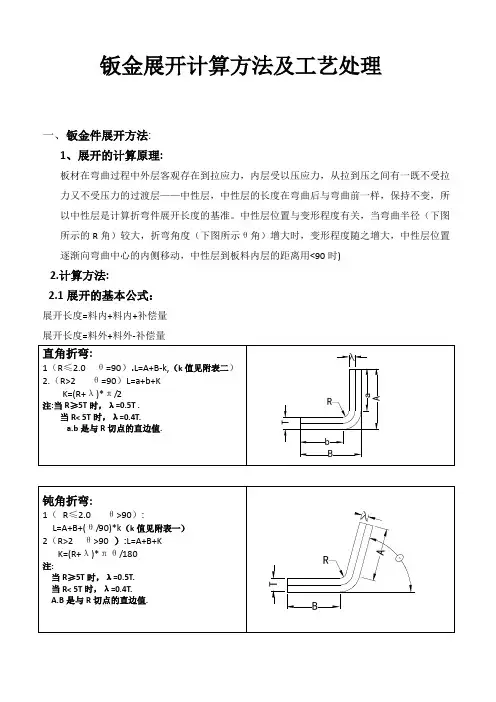
钣金展开计算方法及工艺处理一、钣金件展开方法:1、展开的计算原理:板材在弯曲过程中外层客观存在到拉应力,内层受以压应力,从拉到压之间有一既不受拉力又不受压力的过渡层——中性层,中性层的长度在弯曲后与弯曲前一样,保持不变,所以中性层是计算折弯件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径(下图所示的R角)较大,折弯角度(下图所示θ角)增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内层的距离用<90时)2.计算方法:2.1展开的基本公式:展开长度=料内+料内+补偿量展开长度=料外+料外-补偿量2.2.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值3、预开底孔3.1.展开过程中,除了对外形展开以外,对一些比如抽牙(翻边)攻丝,攻牙(挤牙.切削)翻边胀铆螺母(Z类产品).花齿压铆螺母(S类产品).压铆螺钉(FH类产品).压铆螺钉(NY类产品). 压铆螺母柱(SO、BSO、SOO、SOPC类产品)(注意3.5M3与M3底孔的差异).展开过程中,要先进行预开底孔(详细见附表五)4.开工艺孔:对于一些精度要求不高,需焊接打磨的产品,折弯转角处我们可以开一个折弯工艺孔,大小由板厚来决定,要比板厚大一些,也不宜过大,编程过程中尽量选用已使用过的合适的模具。
(便于减少模具及加工时间)。
4.1图有三种情况:全包、半包、搭边。
①所有搭边关系的,无需开工艺孔;②对于有包边板厚T〈1.5mm,无需开工艺孔;③对于有包边且板厚T≥1.5mm,需在转角处加开工艺孔。
工艺孔有两种方式:圆和U形;长圆孔的圆心在折弯线上。
如图a.b所示1.展开后为线段的部分,将其处理成下图所示工艺孔形式:如图c所示工艺孔宽度取0.5(LASER)或2.0(NCT)。
3当抽形边缘与折弯边(内尺寸)距离小于2.0mm,则会影响折弯加工,此时,相应折弯变形区作割孔处理或更改抽形尺寸,如附图e所示:1)在下列情况下,一律不允许开工艺孔:①有外观面或装配关系要求,未经客户允许的工件;②单独出货,未经客户允许的散件。

solidworks钣金件展开方法教程
杨康
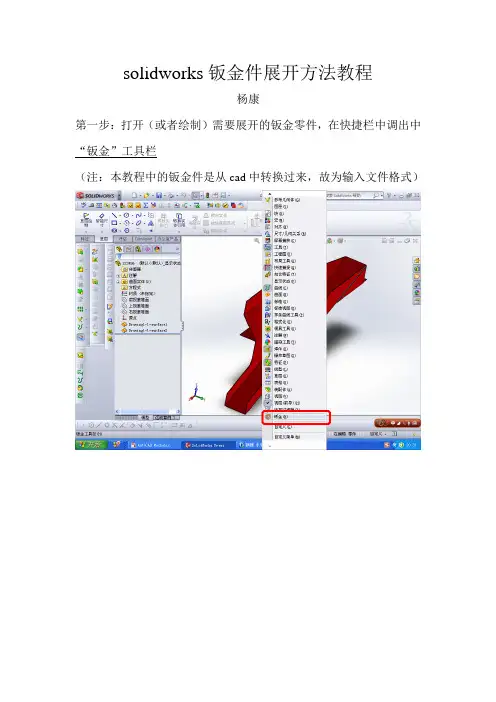
第一步:打开(或者绘制)需要展开的钣金零件,在快捷栏中调出中“钣金”工具栏
(注:本教程中的钣金件是从cad中转换过来,故为输入文件格式)
第二步:选择“转换到钣金”命令出现如下输入框
第三步:选取一个固定实体的面(如图中的面(1),显示为蓝色的面)。
之后选取折弯的边线(注折弯的边线展开后需和选取的面在同一个平面上)。
之后输入钣金件的板材厚度和折弯处的角的半径(本实例中分别选取的是1.5mm厚板材和R=2mm的角度)
确定后图形如下图所示
第四步:在钣金工具栏中点击“展开”命令结果如下图所示
第五步:转化成工程图即可。
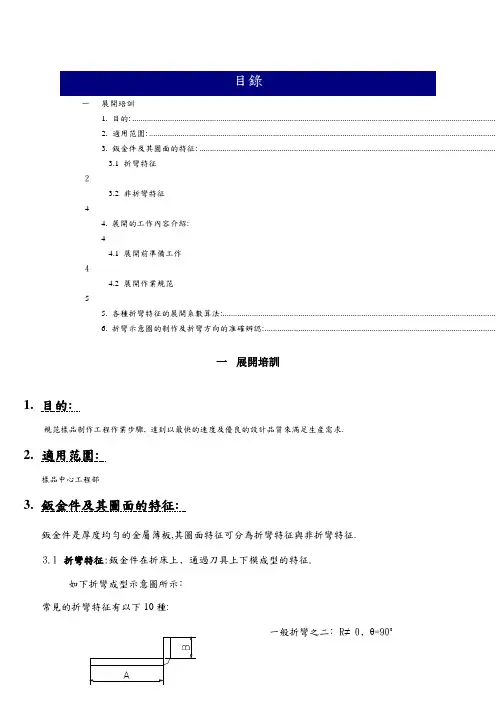
一展開培訓1. 目的: ..............................................................................................................................................................................2. 適用范圍: ......................................................................................................................................................................3. 鈑金件及其圖面的特征: ..............................................................................................................................................3.1折彎特征23.2非折彎特征44. 展開的工作內容介紹:44.1展開前準備工作44.2展開作業規范55. 各種折彎特征的展開系數算法: ...................................................................................................................................6. 折彎示意圖的制作及折彎方向的准確辨認: ...............................................................................................................一般折彎之三﹕R=0﹐θ≠90˚一般折彎之四﹕R≠ 0﹐θ≠90˚一般折彎之五﹕Z折 (直邊段差) 一般折彎之六﹕Z折 (非平行直邊段差)一般折彎之七﹕Z折(斜邊段差)一般折彎之八﹕Z折(過渡段為兩圓弧相切)一般折彎之九﹕反折壓平一般折彎之十﹕N折➢插入原圖,打開原圖(^O), 拷貝(^C), 建新檔(^N), 粘貼(Edit\Paste as Block), 查看電子檔原圖版次与客戶提供的圖紙是否一致. 用訂單號名稱加原圖檔名作為展開圖的檔案名,存入(^S)私人檔案目錄,待工程圖完成后再存入(SA)网絡.➢客戶圖面复查,拷貝粘貼成塊的原圖后,將其炸開,對其進行圖面尺寸檢查及相應的圖元修改。
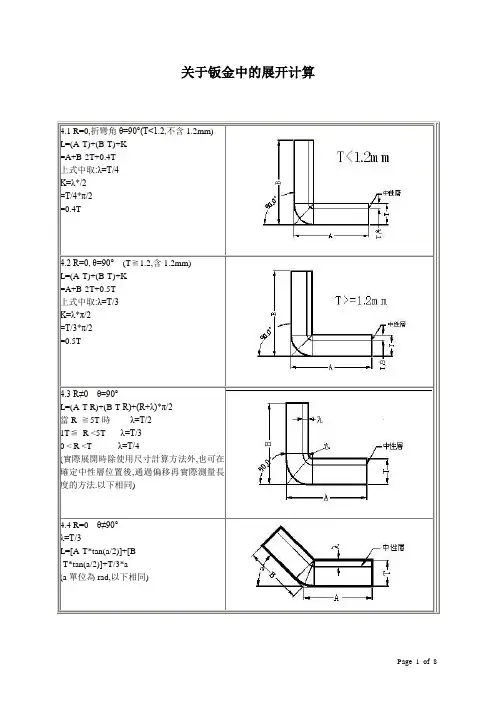
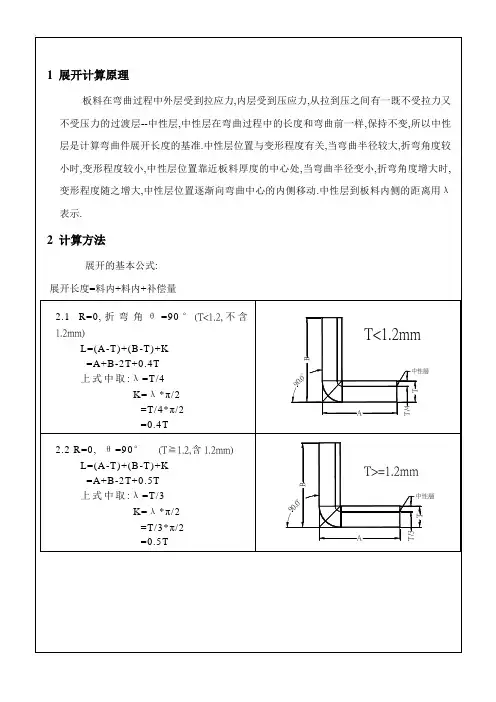
关于钣金中的展开计算4.1 R=0,折彎角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:λ=T/4K=λ*/2=T/4*π/2=0.4T4.2 R=0, θ=90°(T≧1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0.5T4.3 R≠0θ=90°L=(A-T-R)+(B-T-R)+(R+λ)*π/2當R ≧5T時λ=T/21T≦R <5T λ=T/30 < R <T λ=T/4(實際展開時除使用尺寸計算方法外,也可在確定中性層位置後,通過偏移再實際測量長度的方法.以下相同)4.4 R=0 θ≠90°λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a單位為rad,以下相同)4.5 R≠0θ≠90°L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a當R ≧5T時λ=T/21T≦R <5T λ=T/30 < R <T λ=T/44.6 Z折1.計算方法請示上級,以下幾點原則僅供參考: (1)當C≧5時,一般分兩次成型,按兩個90°折彎計算.(要考慮到折彎沖子的強度)L=A-T+C+B+2K(2)當3T<C<5時<一次成型>:L=A-T+C+B+K(3)當C≦3T時<一次成型>:L=A-T+C+B+K/24.7 Z折2.C≦3T時<一次成型>:L=A-T+C+B+D+K4.8 抽芽抽芽孔尺寸計算原理為體積不變原理,即抽孔前后材料體積不變;ABCD四邊形面積=GFEA所圍成的面積.一般抽孔高度不深取H=3P(P為螺紋距離),R=EF見圖∵T*AB=(H -EF)*EF+π*(EF)2/4∴AB={H*EF+(π/4-1)*EF2}/T∴預沖孔孔徑=D – 2ABT≧0.8時,取EF=60%T.在料厚T<0.8時,EF的取值請示上級.4.9 方形抽孔方形抽孔,當抽孔高度較高時(H>Hmax),直邊部展開與彎曲一致, 圓角處展開按保留抽高為H=Hmax的大小套彎曲公式展開,連接處用45度線及圓角均勻過渡, 當抽孔高度不高時(H≦Hmax)直邊部展開與彎曲一致,圓角處展開保留與直邊一樣的偏移值.以下Hmax取值原則供參考.當R≧4MM時:材料厚度T=1.2~1.4取Hmax =4T材料厚度T=0.8~1.0取Hmax =5T材料厚度T=0.7~0.8取Hmax =6T材料厚度T≦0.6取Hmax =8T當R<4MM時,請示上級.4.10壓縮抽形1 (Rd≦1.5T)原則:直邊部分按彎曲展開,圓角部分按拉伸展開,然后用三點切圓(PA-P-PB)的方式作一段與兩直邊和直徑為D的圓相切的圓弧.當Rd≦1.5T時,求D值計算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/24.11壓縮抽形2 (Rd>1.5T)原則:直邊部分按彎曲展開,圓角部分按拉伸展開,然后用三點切圓(PA-P-PB)的方式作一段與兩直邊和直徑為D的圓相切的圓弧.當Rd>1.5T時:l按相應折彎公式計算.D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)+0.16*(Rd-2T/3)]}1/24.12捲圓壓平圖(a): 展開長度L=A+B-0.4T圖(b): 壓線位置尺寸A-0.2T圖(c): 90°折彎處尺寸為A+0.2T圖(d): 捲圓壓平後的產品形狀4.13側沖壓平圖(a): 展開長度L=A+B-0.4T圖(b): 壓線位置尺寸A-0.2T圖(c): 90°折彎處尺寸為A+1.0T圖(d): 側沖壓平後的產品形狀4.14 綜合計算如圖:L=料內+料內+補償量=A+B+C+D+中性層弧長(AA+BB+CC)(中性層弧長均按“中性層到板料內側距離λ=T/3”來計算)備註:a標注公差的尺寸設計值:取上下極限尺寸的中間值作為設計標准值.b孔徑設計值:一般圓孔直徑小數點取一位(以配合沖頭加工方便性),例:3.81取3.9.有特殊公差時除外,例:Φ3.80+0.050取Φ3.84.c 產品圖中未作特別標注的圓角,一般按R=0展開.附件一:常見抽牙孔孔徑一覽表料厚0.6 0.8 1.0 1.2類型M3 3.5 3.7 4.0 4.2M3.5 3.9 4.2 4.4 4.7M4 4.4 4.6 4.9 5.1#6-32 3.8 4.1 4.3 4.6附件二:常見預沖孔孔徑一覽表料厚0.6 0.8 1.0 1.2在R≠0,θ=90°时;的折弯系数列表:(单位:mm)注意:折弯系数不是绝对的,各加工工厂的钣金工艺工程师会根据所用GB材料以及加工机器而略有微弱变化。

欢迎共阅目录一展开培训1. 目的: 12. 适用范围: 13. 钣金件及其图面的特征: 13.1折弯特征23.2非折弯特征展开是整个设计过程中最为关键的一步, 是後序工程排配的基础如果展开发生错误﹐那么後接工序就是徒劳的。
所以在展开作业过程中必须时刻保持清醒的头脑强烈要求自己做到100%的展开正确.4.1.若只有书面图纸,实线.明一致私人档案目录,, 有则命令,中键入4.2展开作业规范:展开的重点还是在了解产品形状、结构及功能.所以首先要纵观全图, 找到图面中的主视图.可认为钣金产品分为前﹑后﹑左﹑右﹑正面五个大部分,在加工过程中前﹑后﹑左﹑右四部分是以正面为基准,将依次从外到内折起来的.反过来,展开就是找到该基准面作为正面,然后将前﹑后﹑左﹑右各部分依次从外到内摊开来.阅读钣金图面时,是从前﹑后﹑左﹑右这四部分侧视图中了解整个产品的大致折弯结构的.展开的总原则是:由外到内,由小到大,由中间到四周,由易到难由于图面中各个视图都是相互关联的,故展开的一般原则是外到内,由小到大,由中间到四周,这也是符合钣金件的折弯加工次序的.由外到内就是参照侧视图的中折弯示意,确定哪个面是最外侧,哪个面是在中间,哪个面在最里面,然后先把最外面的图元接到中间的面上,再把它们与最里面对接. 否则会把外面的钣金面投影到里面的元素删除掉.如下图中的A~E面的对接展开.由小到大就是先把要连接到各面中的小折完成,再将它与其它面相接.力争把每个面上要连到它四周的图元先处理好后再接到其它的图面上去.由中间到四周就是先把各面中的抽形﹑抽孔﹑抽牙﹑小折﹑卡钩完成, 再将它与其它面相接.这也是为了先展开完每个面上自身的图元,然后直接与其它面相接即完成整个展开工作.由易到难是考虙到图形复杂时,可能有某些局部结构一下子维以想像出来,影响整个展开工作.些时可先不考虙该部分结构,转而先把其它部分展开,得出整个产品的总体结构,最后再回来想像原先那部分复杂结构,困难会大大减少.,进行多余简单钣金面的快速展开展开的基本方法是面与面对接,但若有部分钣金面非常简单,其上没有任何图元或只有两端的倒角圆弧时,可以采取直接画出该部分钣金面的方法.这种情况对简单钣金面的“ㄋ”形折时尤其省时.多个相同小折(群)的拷贝展开中若遇到有多个相似结构, 一般应分别展开.但若它们在一条直线上排列,且侧视图又重叠,则可认为它们是相同结构.此时可只展开一处,然后将其以块的形式(CV)拷贝到各处.其它不在一条直线上的相似结构,若经过对比(CV)是相同图元后也可用此方法. 如下图的A和B处的小折群以及C和D、E、F的小折每个钣金面上图元的存在判定通常,钣金图的2D图需要分清虚实线才可进行展开,除非是简单的图面或有各种剖视图作补充.若钣金件是用Pro/E的钣金方式生成,则转成2D后,会分成三种线型:灰色的虚线、白线和绿线;若是用Pro/E的实体方式,则只有灰色的虚线和白线一般来说,一个面上的虚线图元是不存在于该面上的图元,若一个面上有两层实线的图元,则底层的图元也是不存在于该面上的图元..5.各种折弯特征的展开系数算法:展开的计算方法﹕钣料在弯曲过程中外层受到拉应力﹐内层受到压应力﹐从拉到压之间有一既不受拉力又不受压力的过渡层---中性层﹐中性层在弯曲过程中的长度和弯曲前一样﹐保持不变﹐所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关﹐当弯曲半径较大﹐折弯角度较小时﹐变形程度较小﹐中性层位置附表二﹕N折展开系数一览表6.。
钣金展开技巧与示例 Revised as of 23 November 2020一展开培训1. 目的: ...............................................................................................................................................................................2. 适用范围: .......................................................................................................................................................................3. 钣金件及其图面的特征: ...............................................................................................................................................3.1折弯特征23.2非折弯特征 44. 展开的工作内容介绍: 44.1展开前准备工作44.2展开作业规范 55. 各种折弯特征的展开系数算法: ....................................................................................................................................6. 折弯示意图的制作及折弯方向的准确辨认: ................................................................................................................一般折弯之七﹕Z折(斜边段差)一般折弯之八﹕Z折(过渡段为两圆弧相切)一般折弯之九﹕反折压平一般折弯之十﹕N折➢插入原图, 打开原图(^O), 拷贝(^C), 建新档(^N), 粘贴(Edit\Paste as Block), 查看电子档原图版次与客户提供的图纸是否一致. 用订单号名称加原图档名作为展开图的档案名,存入(^S)私人档案目录,待工程图完成后再存入(SA)网络.➢客户图面复查, 拷贝粘贴成块的原图后,将其炸开,对其进行图面尺寸检查及相应的图元修改。
钣金展开计算公式(最终定稿)第一篇:钣金展开计算公式钣金展开计算公式当角度为钝角时:L=L1+L2-[2×(180-角度)/90×材料厚度+M×角度/90]当角度为锐角时:L=L1+L2-[180/角度×材料厚度-(180-角度)/180 ]第二篇:钣金展开计算公式--很实用先说一个名词:折弯余量折弯余量这个名词我在论坛别的贴子已经说过,这里再重复一下:一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为L1、L2,厚度尺寸为T,我们都已知道,L1+L2是要大于展开长度L的,它们的差值就是折弯余量,我定义为K,那么一个弯的展开尺寸L=L1+L2-K。
一般冷轧钢板的K值(条件:90度弯,标准折弯刀具T=0.8 K=1.6 T=1.0K=1.8 T=1.2K=2.1 T=1.5K=2.5 T=2.0K=3.5 T=2.5K=4.3 T=3.0K=5.0 T=3.5 K=6.5 T=4.0 K=7.0 T=5.0 K=8.5)1.6-0.8=0.8 1.8-1.0=0.82.1-1.2=0.9 2.5-1.5=1.03.5-2.0=1.54.3-2.5=1.85.0-3.0=2.06.5-3.5=3.07.0-4.0=3.08.5-5.0=3.5实例二:实例三:不规则折弯按K因子=0.5,直接用AUTOCAD画中性层测量。
如有偏差再根据具体情况调整。
一般也差不了多少。
折弯时调整下模槽宽也可将偏差的展开尺寸调整成合格的折弯外形(当然在一定的范围内)。
还有一外钣金件总有一些壁外形偏差允许大一些,可将偏差累积到那些壁去。
死边按L1+L2-0.5t 在模型中直接修改dev.l值为1.5*t 就可以了!第三篇:钣金展开基于Pro/Engineer 钣金件展开的应用研究引言人造卫星和航天飞船上使用大量的钣金成形零件,如有效载荷铝合金支架、飞船蒙皮桁条等。