锻造钩舌工艺及模拟分析
- 格式:pdf
- 大小:696.84 KB
- 文档页数:1

第44卷第!期锻压装备与制造技术Vol.44No.6CHINA METALFORMING EQUIPMENT&MANUFACTURING TECHNOLOGY Dec.2020铁路货车锻造钩舌两火模锻成形工艺研究唐振英,温建利,唐林,陈明达(中车齐齐哈尔车辆有限责任公司,黑龙江齐齐哈尔161002)摘要:锻造钩舌是铁路货车车钩的关键牵引部件,该产品截面变化大,形状复杂,产品尺寸要求高,存在不容易锻造的薄筋。
为克服之前采用的自由锻制坯-模锻工艺加热火次多、生产成本高等缺点,本文结合6300t热模锻压力机生产线的特点,采用数值模拟技术开发出了钩舌在6300*热模锻压力机上两火锻造成形工艺。
通过模拟研究结果显示,钩舌两火锻造成形,预锻、终锻温度都在材料允许锻造温度范围内,锻比满足钩舌成形要求,且各工步模拟载荷都在设备额定载荷范围之内。
通过现场试验,锻件充型饱满且质量稳定可靠,较之前采用的锻造工艺减少了一火次锻造,有效的降低了生产成本并提升了锻造生产效率。
关键词:锻造钩舌;数值模拟;热模锻压力机;制坯;模锻中图分类号:TG316.3文献标识码:AD01:10.16316/j.issn.1672-0121.2020.06.023文章编号:1672-0121(2020)06-0093-07钩舌位于机车车厢之间,起到传递载荷、保持车距以保证列车正常运行的作用。
钩舌与钩头、钩尾框以及缓冲器等组成车钩缓冲装置。
随着铁路货运不断向高速和重载方向发展,钩舌作为连接机车以及车辆的主要部件,受到更加强烈的摩擦、冲击以及交变载荷的作用力,由于钩舌的形状非常复杂,之前大都采用铸造工艺成形,但强度,铁路货收稿日期:2020-07-28;修订日期:2020-08-29车进一步的提速和重载的需要,已逐渐被锻造成形工艺取代。
造钩舌具有很好的发展前景,然而锻造成形经验不,采用自由-成形工艺,加,造成和的大,具重的,不加加工工,使钩舌的组加工到。

车钩钩舌销孔加工的工艺研究摘要:对铁路货车车钩钩舌销孔的加工进行了工艺分析,指出几种传统的加工工艺方法的不足,确定了一种先进的加工工艺方案。
经批量生产验证,产品的合格率和生产效率有所提高。
关键词:货车;钩舌;加工铁路货车车钩是用来实现机车和车辆或车辆和车辆之间的连挂,传递牵引力及冲击力,并使车辆之间保持一定距离的车辆部件。
车钩具有以下三种位置,也就是车钩三态:锁闭位置—车钩的钩舌被钩锁铁挡住不能向外转开的位置。
两个车辆连挂在一起时车钩就处在这种位置。
开锁位置—即钩锁铁被提起,钩舌只要受到拉力就可以向外转开的位置,就可以把两辆连挂在一起的车分开。
全开位置—即钩舌已经完全向外转开的位置。
当两车需要连挂时,只要其中一个车钩处在全开位置,与另一辆车钩碰撞后就可以连挂。
钩舌与钩体的装配关系如下:钩舌的两个侧面分别有一个销孔,将其与一根销轴连接,装配到钩体的安装孔处,钩舌可以围绕销轴进行转动。
可见,钩舌两侧销孔的同轴度及加工精度直接影响到钩舌的旋转动作,从而影响到车钩的三态作用。
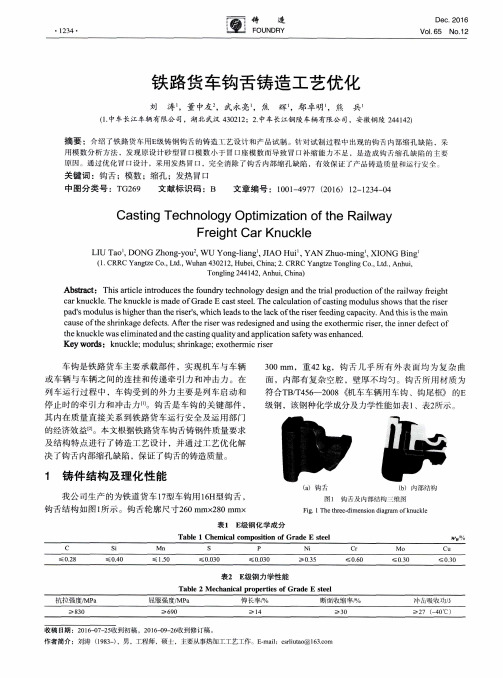
1.工艺分析首先对图纸进行工艺分析,车钩钩舌如图1所示,其材料为E级钢,毛坯通过铸造而成,外形毛坯面比较复杂,需加工的部位就是中间的两段销孔。
可以看出虽然销孔的加工粗糙度要求并不高,直径的公差有0.5mm,普通钻削设备都能实现,但其结构为两端有孔,中间部分是空的,是一个不连续的孔,如从一端一次性加工完成,则在钻头再次进入销孔切削时,可能会产生打偏的情况,使加工出来的销孔是斜的,影响车钩的装配。
如分别从两端进行加工,则加工效率低,且两段销孔的同轴度难以保证。
目前国内各厂家对钩舌销孔的加工主要是采用摇臂钻床、卧式车床、镗床等通用设备进行加工,一般都是从一端一次性加工完成。
为防止钻偏,一般都要采取加强设备稳定性、降低进给量等工艺措施。
我们对几种加工方法进行了研究对比:1.1.采用摇臂钻床加工。
制作夹具将工件竖直放置,加工时先将钻头对准夹具,然后将摇臂锁死,再自动进给完成加工。

钩舌结构分析及优化设计李晓峰;刘敬刚;王文【摘要】为了研究重载列车钩舌的运用可靠性,减少钩舌表面的裂纹,运用ANSYS 软件对钩舌进行弹塑性分析,找出其薄弱环节;在此基础上以Hypermesh/Optistruct为拓扑优化平台对薄弱环节进行优化设计,将得到的优化结果与优化前相比较,表明优化后钩舌的应力分布明显改善,质量明显降低,为新型钩舌的研制开发提供参考.【期刊名称】《铁道机车车辆》【年(卷),期】2010(030)001【总页数】4页(P22-24,75)【关键词】钩舌;拓扑优化;弹塑性分析;ANSYS【作者】李晓峰;刘敬刚;王文【作者单位】大连交通大学交通运输工程学院,辽宁,大连,116028;大连交通大学交通运输工程学院,辽宁,大连,116028;中国北车集团公司齐齐哈尔铁路车辆有限责任公司产品开发部,黑龙江,齐齐哈尔,161002【正文语种】中文【中图分类】U272.34+1车钩是连接铁路机车与车辆及车辆之间的关键部件,它直接关系到列车的运行安全和可靠性。
随着我国铁路运输不断向高速和重载方向发展,列车的纵向冲击力急剧增加,车钩钩舌接触面摩擦磨损严重,钩舌的性能已越来越难以满足现代铁路的要求[1],严重影响到铁路运输的安全和效益,因此,有必要对钩舌进行优化设计,以提高其结构强度。
本文以F51AE型车钩钩舌为研究对象,首先运用ANSYS软件对钩舌进行有限元分析,在此基础上以 Hypermesh/Optistruct为拓扑优化平台对钩舌进行拓扑优化设计。
1 钩舌的弹塑性分析1.1 算法原理[2]弹塑性本构计算可归纳为下列步骤:对于给定的应变增量矢量(1)假设全部是弹性应变增量,计算相应的应力增量;(2)检查本步开始时应力状态是否满足屈服准则。
如果没有满足,则采用比例因子调整应力的大小,使其满足,要保证应力在屈服面之中或在屈服面上;(3)检查增量结束时的应力状态,确定应力增量中弹性和弹塑性的成分;(4)寻找塑性应变增量和本构矩阵屈服面的法线;(5)得到法线后,可获得等效塑性应变增量。
货车钩舌强度的数值仿真作者:谷薇李志敏兆文忠一、引言随着列车的运行速度、总重和货车吊车连挂速度的提高,作用于车钩上的纵向力随之增加,因此对车钩的强度也提出了更高的要求。
防止货物列车分高事故的发生是铁路货运向重载、高速发展的同时必须解决的一个重要问题。
车钩疲劳断裂是导致货物列车分高事故发生的主要原因之一,直接关系到货物列车能否安全可靠地运行。
二、模型的建立构造模型的几何,是建模中最费时间与精力的一项硬任务。
许多专用的有限元软件与某些CAD/CAE/CAM软件留有接口,其根本原因是借助于后者强大的几何造形功能,如实体、曲面、曲线的专用功能以提高建模效率。
这些命令相当多,一层一层之间互相嵌套,非常有效且出色。
其次,专用的有限元软件本身也有相当不错的造形功能。
关于构造模型几何的基本功与技巧,这里不再讨论。
这里要强调的是构造模型几何的唯一目的是为了划分单元、加载、加约束条件,因此在构造模型几何之前,必须设计好在何处用何种单元,在何处加载,以及在何处施加约束条件。
一般来说,仿真模型包括两方面的内容:一是仿真的几何模型,一是仿真分析的问题抽象模型。
仿真几何模型的建立一般有两种方法:一是应用CAD建模,一是应用CAE建模。
CAD建模工具强大而且可以精确逼近分析对象的真实几何,但不足之处是有限元分析导入CAD模型时,存在难以转换的情况。
CAE建模往往比较适合有限元分析的进行,但CAE 建模的效率和准确度则不如CAD建模。
仿真分析的问题抽象模型建立难度较大,而且根据分析任务的不同,模型也会千差万别。
抽象模型的建立,依赖经验的透明度较大。
在CAD/CAE/CAM数值模拟仿真系统中,CAD技术重视的是产品的几何造型,而CAE技术重视的是产品的性能分析、仿真与优化。
一个产品的几何形状固然很重要,但是产品的性能更重要,因为产品的价值主要取决于它的性能。
因此,有限元技术在数值模拟仿真软件系统中,扮演着极其重要的角色。
钩舌的模型比较复杂,采用I-DEAS Master Series 9.0软件创建的模型如图1所示。

15号车钩改造及钩舌尾部加修问题的分析与建议论文15号车钩是目前我国客车在用的主型车钩,为下作用式自动车钩,分为15C、15CX两种型号,15C主要用于速度不大于120km/h的普型客车上,15CX主要用于25K型快速客车上(在25T型客车首尾钩上也有少量应用)。
目前,两者材质主要为C级铸钢。
1 提出问题(1)2012年底,原铁道部运输局提出了对客车15号(包括15C、15CX)车钩进行改造的要求(详见运辆客车函[2012]448号),原因是该型车钩存在钩舌销与钩舌销孔间隙过小,导致钩体和钩舌的牵引台、冲击台不能正常接触,在运用中钩舌销容易受力断裂。
青岛四方车辆研究所针对相关问题进行了专题研究,提出了将钩舌销直径减小1mm,钩舌护销冲击台尺寸增加1mm及在检修时对钩体、钩舌的牵引台和冲击台进行堆焊等改进的建议。
2013年初,武昌客车车辆段对相关文件要求进行了落实,实施了对15号车钩的改造工作,但改造后,出现了落锁不良的问题,提高了车钩组装的选配要求,且改造进展较慢。
(2)在钩舌检修过程中,经常发生钩舌晃动较大的问题,初步分析认为是钩舌尾部与锁铁间隙较大,因此在处理时采取在钩舌尾部与锁铁的接触面堆焊的方式处理(如图1)。
相关客车检修规程中规定,15C型钩舌尾部与锁铁接触面磨耗大于3mm时才需焊修或更换(15CX型是大于1.5mm时焊修并加工至规定尺寸),而堆焊加修时,钩舌尾部并未出现如规程规定的磨耗过限问题。
堆焊加修后的钩舌虽然解决了在组装后钩舌晃动较大的问题,但因尾部凸出较多,无法使用钩舌外形轮廓检查量具及钩舌尾与推铁相关磨耗尺寸检查样板进行检查,且当钩舌尾部与锁铁间隙因加修变得较小时,容易出现落锁不良的情况。
2 原因分析2.1 钩舌销受力情况分析在文件运辆客车函[2012]448号中指出钩舌销受力是因为钩舌销与钩舌销孔间隙过小,钩体和钩舌的牵引台、冲击台不能正常接触。
即钩体和钩舌的牵引台、冲击台间隙大于钩舌销与钩舌销孔间隙导致钩舌受力。
毕业设计锻造工艺分析与模具设计引言:锻造是一种常用的金属成形工艺,通过将金属材料加热至一定温度后,施加压力使其发生塑性变形,从而得到有一定形状和性能要求的零件。
锻造工艺及其模具设计对于产品质量和生产效率具有重要影响。
本文将通过对锻造工艺的分析以及模具的设计,来提高锻造工艺的可靠性和效率。
一、锻造工艺分析:1.工件材料选择:锻造材料应具有良好的塑性和延展性,常用的锻造材料有钢、铝合金、铜等。
2.工件形状:锻造可以制造出各种形状的零件,包括轴类零件、板类零件、环件、齿轮等。
根据不同工件形状选择合适的锻造工艺和模具。
3.工艺流程:锻造的工艺流程主要包括预加工、加热、锻造和冷却四个步骤,其中加热和冷却步骤对于工件的质量和机械性能影响较大。
二、模具设计:1.模具材料选择:模具的材料应具有高强度、高硬度和耐磨性,一般选择优质的合金钢或高速钢。
2.模具结构设计:根据工件的形状和要求设计模具的结构,包括模座、上模板、下模板、合模机构等部分。
合理的模具结构能够提高锻造的生产效率和产品质量。
3.模具的制造与使用:模具的制造需要严格按照设计要求进行工艺加工,包括切割、铣削、磨削等工序。
在使用过程中,要注意模具的保养和维护,以延长模具的使用寿命。
三、锻造工艺改进:1.工艺参数调整:通过对锻造工艺参数的优化调整,可以改善工件的质量和机械性能,如锻造温度、锻造速度、锻造压力等。
2.工装夹具设计:合理设计工装夹具能够提高生产效率和工件的一致性,减少工人的劳动强度。
3.自动化生产:采用自动化设备进行锻造,可以减少人力投入,提高生产效率和产品质量。
结论:通过对锻造工艺的分析和模具的设计,可以提高锻造工艺的可靠性和效率,同时改善产品的质量和机械性能。
随着科技的不断进步,锻造工艺将更加高效、精确和自动化。
在实际应用中,我们应根据具体情况进行灵活运用,并不断探索新的锻造工艺和模具设计方法,以满足不断变化的市场需求。
铁路货车用锻造钩舌工艺的分析发布时间:2021-08-13T03:34:20.450Z 来源:《建筑砌块与砌块建筑》2021年第4期作者:俞同康扶香荣戴巧生郑兴东[导读] 起到传递载荷、保持车距以保证列车正常运行,长期承受牵引力和冲击力的交变作用。
南京力源轨道交通装备有限公司 211219摘要:铁路货车用锻造钩舌主要用于铁路货车每节车辆之间的连接,钩舌和车钩组成、缓冲器,钩尾框等组成车钩缓冲装置,使车辆与车辆相互连接、牵引及缓和列车运行中的冲击力等作用的装置,钩舌是车钩缓冲装置的重要组成部分,两件钩舌相互咬合后承受着列车车辆牵引力和冲击力。
因此钩舌的制造工艺更新、制造质量提升对铁路货车的运输有着重大的意义。
关键词:锻造钩舌;牵引力;铸造改锻造;工艺分析概述:钩舌作为机车与机车及货车关键连接部件之一,起到传递载荷、保持车距以保证列车正常运行,长期承受牵引力和冲击力的交变作用。
钩舌的形状非常复杂、过渡圆角较小、截面面积比较大,钩舌尾部是非对称结构,并且截面比较多。
目前铸造工艺的先天特点,在铸造过程中的其特殊部位、如牵引面处容易产生裂纹等各种铸造缺陷:1、钢水冶炼质量差。
钢中有氧化夹杂物,尤其是氧化硅化合物未能有效去除,使之在凝固过程中吸附在晶粒表面,降低了铸造件的抗裂能力。
2、浇注过程中容易粘砂,阻碍了弯角处收缩。
3、造型工艺复杂,容易产生裂纹。
1.锻造钩舌工作原理力的传递过程为:钩舌→车钩组成→钩尾框→缓冲器→前从板座→牵引梁。
图(3)图3可以看出,在向牵引面施加3430KN的力时,锻造钩舌没有出现疲劳状态,因此选用25MnCrNiMoA材料是没有问题的。
根据齐齐哈尔轨道交通装备有限公司提供的数据,钩舌的设计寿命为三年左右,此种锻造钩舌的设计寿命为8年左右,完全可以满足现在铁路货车运输的要求。
4.锻造钩舌研产品特性及工艺优化锻造技术的优特点是材料在热加工锻造变形过程中,利用金属的变形和再结晶特性,迫使钢坯内原有的空隙、疏松、气孔等被压实、焊合及消除,其组织变得更加致密,同时打碎了金属中的碳化物,使得碳化物能均匀的分布,提高了金属的塑性和力学性能。
铁路车辆钩舌挤压—闭式模锻中的成形缺陷研究及工艺优化铁路运输作为重要的陆地交通运输方式,因其抗气候干扰能力强,载重量大,运输成本低,安全可靠性高等优点,被全世界广泛使用。
为了满足铁路运输向着高速度和重载荷发展这一需求,作为车厢连接装置的车钩缓冲系统需要具备良好的力学性能和较长的使用寿命。
钩舌是车钩缓冲系统中最重要的零件,直接起到连接车厢的作用,它的工作状态直接影响车钩缓冲系统的工作状态。
目前,铸造钩舌和开式模锻锻造钩舌逐渐不能满足铁路运输发展需求。
因此,对钩舌闭式模锻加工工艺的研究具有重要意义。
钩舌闭式模锻加工工艺是一种新颖且应用较少的钩舌制造方法。
该工艺所成形的钩舌件大多会存在成形缺陷,传统的解决方法是经验法和试错法,这大大降低了生产效率,也会造成大量的资源浪费。
针对传统方法存在的弊端,本文采用有限元数值模拟方法来研究钩舌闭式模锻成形件产生缺陷的过程及原因,并探究工艺参数对成形缺陷的影响,然后优化工艺方案,最终通过实验验证数值模拟的可靠性。
本文的主要研究内容和结论如下:(1)研究了F51AE型钩舌的结构外形特点,介绍了其工作方式并分析了工作过程中钩舌典型的受力情况;介绍了钩舌挤压-闭式模锻工艺中模具的结构,并分析了模具的特点;列举了钩舌成形件存在的折叠和充型不足两大缺陷;在数值模拟过程中,设计了新颖的表征折叠和充型不足缺陷的方法,该方法能够定量分析两种缺陷。
(2)建立了预锻和挤压-闭式终锻的有限元模型,使用DEFORM-3D有限元软件进行了数值模拟,分析了预锻件与终锻成形件在成形过程中成形载荷、等效应力和等效应变变化规律。
模拟结果显示:预锻件不存在成形缺陷与试验中所得预锻件结果相同;终锻成形件在钩头与钩尾连接处存在折叠缺陷,且在钩尾部位存在充型不足缺陷,与试验中终锻成形件的成形缺陷几乎相同。
结合软件的分析功能和有限元理论,分析了两大缺陷的产生过程,明确了缺陷类型并得出缺陷形成原因。
(3)基于初步工艺试验及数值模拟结果,首先从预锻件头尾两部分体积比入手,对终锻坯料进行了初步优化设计,消除了充型不足的成形缺陷。
·208·技术与应用经济与社会发展研究
锻造钩舌工艺及模拟分析中车大连公司机械装备分公司 王建,张益瑞,胡晓飞
摘要:中国铁路是世界铁路运输总量最大的国家之一,随着工业不断发展,传统铸造钩舌无法满足我国铁路货物运输提速重载需要,本文在铸造钩舌的基础上结合锻造工艺的实际特点制定了锻造钩舌工艺。
锻造钩舌是一种常用的铁路车辆车钩牵引部件。
该产品截面变化大、形状复杂、成形困难,存在不容易锻造的薄筋。
本文利用Deform-3D 软件对锻造钩舌制坯和模锻过程进行三维有限元模拟,揭示了锻造钩舌在模锻变形过程中金属的流动规律,验证锻造工艺的可行性,最终分析了钩舌成形过程中受力情况和缺陷情况。
关键词:锻造钩舌;有限元分析;金属流动规律
一、前言钩舌是用来实现机车与车辆或车辆与车辆之间的连挂和传递牵引力及冲击力的关键部件。
钩舌在运用中除了要承受随机的、交变的牵引力、压缩力和冲击力等作用外,还要承受弯矩的作用。
特别是在调车作业中,钩舌经常会受到很大的冲击力作用。
因此,其使用条件非常恶劣,致使各部分时常产生裂纹、变形、
磨耗及三态作用不良等故障。
为了适应我国铁路货物运输提速重载进一步的发展需要,提高铁路货车运输的安全稳定性,满足澳大利亚等发达国家市场的需要,传统铸造钩舌面临极大挑战。
本文在铸造钩舌的基础上,结合锻造工艺的要求制定了锻造钩舌工艺。
二、工艺制定(1)锻造工艺制定的路线如下。
锻件分析,制定冷、热锻件图→按照经验公式,进行坯料形状体积的计算→终锻、预锻以及制坯工步的设计→飞边槽形状以及尺寸的设计→终锻、预锻工步。
(2)设计锻造钩舌冷、热锻件图。
根据零件图的尺寸以及理化检验要求,经查曲柄压力机模锻锻件余量和公差表格确定机械加工余量、公差,补上相应的余块,选择3°的模锻斜度,最后制定冷锻件图。
由冷锻件图尺寸乘上相应热膨胀系数1.5%,制定热锻件。
(3)毛边形状以及尺寸的计算热模锻压力机上模锻时,上下锻模不直接接触,没有承击面。
在滑块行程下死点时,上下模分模面之间有间隙。
对于终端模膛来说,这个间隙是飞边模膛桥部的厚度。
这个厚度对于模锻件的成形充满模膛和模锻力有决定性影响。
(4)终锻工步设计。
终锻工步设计:由热锻件尺寸加上相应飞边槽尺寸就是终锻件尺寸。
(5)预锻工步设计。
①为使预锻件能够顺利放入终锻模膛,预锻件外形轮廓尺寸比终锻件小10mm,在S 面与小端面过渡处,预锻件圆角要比终锻件小,防止产生裂纹。
②预锻件S 面高度、小端面厚度要比相应终锻件厚50mm,前者主要是靠成型镦粗,后者是压挤成型。
(6)制坯工步设计计算。
①由钩舌外形特点分析,大端面与小端面呈现垂直T 形分布,由此制定工艺前两步:大端拍扁(压挤)→(转90°)小端拔长。
②分析预锻型槽可知,如果
直接将小端拔长后的坯料放入预锻型槽,必
然导致坯料大端下沉,保证不了预锻件尺寸。
为了准确定位,因而设计另外制坯工步,错移。
终上所述制坯工步为:大端拍扁(压
挤)→(转90°)小端拔长→(转90°)错移。
终上所述,锻造钩舌工艺制定如下:大端拍扁(压挤)→(转90°)小端拔长
→(转90°)错移→预锻→终锻
三、有限元模拟分析
以上主要介绍了一套完整的锻造钩舌工
艺方案的制定过程。
下面将选取一定尺寸的坯
料,利用DEFORM-3D 模拟成形过程,分析工
艺可行性以及相应金属流动情况。
(1)材料选择。
坯料选用200×200×210
方形坯料。
(2)材料模型。
材料模型选用DEFORM
材料库中的8620(对应国标为20GrNiMo)。
(3)热边界条件。
①始锻温度为出炉温
度,温度设定为1200℃-1250℃,考虑到出
炉后到高压水除磷后温度降50-100℃,模拟
设定始锻温度为1150℃。
②模具温度:模具
预热温度为200℃。
③环境温度:20℃。
④对
流换热系数0.02 N/s·mm·℃,热传导系数11
N/s·mm·℃。
(4)摩擦条件。
选用剪切摩擦条件,摩
擦系数设定为0.3。
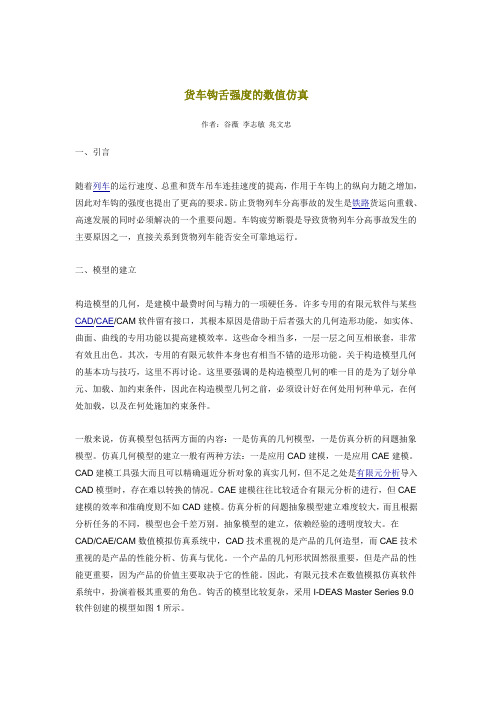
(5)模拟结果如图1。
由模拟结果可知:
大端拍扁最大成形力1180吨,小端拍扁最大
成形力708吨,错移最大成形力816吨,预
锻成形最大成形力1880吨,终锻成形最大成
形力4660吨。
四、结论
本文首先制定锻造钩舌锻造工艺,然后
通过有限元分析软件DEFORM-3D 对成形工
艺五个工步成形力进行了有限元分析,得出了
以下结论:①通过对锻造钩舌进行了数值模
拟,可以知道该工艺是具体可行的。
②制坯模
锻容易产生折叠缺陷,该缺陷的产生是由于自
由锻制坯件头部和尾部截面变化较大,在制坯
工步过程中由于坯料来不及向两侧扩散,因此
在过渡处容易产生折叠缺陷。
③终锻锻件成
形时飞边已越过飞边槽仓部,造成材料浪费并
增加了锻造力。
造成的原因可能是制坯锻件坯
料局部分配不合理。
参考文献[1]刘敬刚.重载货车钩舌的疲劳特性研究[M].大连交通大学出版社,2010.[2]中国机械工程学会锻压学会编.锻压手册(第一卷)[M ].机械工业出版社,1996,776-843.[3]姚泽坤.锻造工艺及模具设计[M].西北工
业大学出版社,2007,179-194.
a)大端拍扁 b)小端拔长
c)错移 d)预锻e)终锻图1 工步模拟分析。