锻造工艺学4讲解
- 格式:ppt
- 大小:892.00 KB
- 文档页数:43
1.体积成形〔锻造、热锻〕:利用外力,通过工具或模具使金属毛坯产生塑性变形,发生金属材料的转移和分配,从而获得具有一定形状、尺寸和内在质量的毛坯或零件的一种加工方法。
2.自由锻:只用简单的通用性工具,或在锻压设备的上、下砧间直接使坯料成形而获得所需锻件的方法。
特点: 1、工具简单,通用性强,操作灵活性大,适合单件和小批锻件,特别是特大型锻件的生产。
2、工具与毛坯局部接触,所需设备功率比生产同尺寸锻件的模锻设备小得多,适应与锻造大型锻件。
3、锻件精度低,加工余量大,生产效率低,劳动强度大3.模锻:利用模具使坯料变形而获得锻件的锻造方法。
通过冲击力或压力使毛坯在一定形状和尺寸的锻模模腔内产生塑性模锻特点: (1)锻件形状较复杂,尺寸精度高; (2)切削余量小,材料利用率高,模锻件本钱较低; (3)与自由锻相比,操作简单,生产率高;(4) 设备投资大,锻模本钱高,生产准备周期长,且模锻件受到模锻设备吨位的限制,适于小型锻件的成批和大量生产。
变形获得锻件4.锻造工艺流程:备料---加热---模锻---切边、冲孔—热处理—酸洗、清理---校正5.锻造用料:碳素钢和合金钢、铝、镁、铜、钛等及其合金。
材料的原始状态:棒料、铸锭、金属粉末和液态金属。
6.一般加热方法:可分为燃料〔火焰〕加热和电加热两大类。
7.钢在加热时的常见缺陷:氧化、脱碳、过热、过烧、裂纹8.自由锻主要工序:镦粗、拔长、冲孔、扩孔9.使坯料高度减小,横截面增大的成形工序称为镦粗。
镦粗分类:完全镦粗、端部镦粗、中间镦粗10.镦粗的变形分析:难变形区、大变形区、小变形区11.镦粗工序主要质量问题:①锭料镦粗后上、下端常保存铸态组织②侧外表易产生纵向或呈45度方向的裂纹③高坯料镦粗时常由于失稳而弯曲。
防止措施: 1、使用润滑剂和预热工具 2、采用凹形毛坯 3、采用软金属垫 4、采用叠镦和套环内镦粗 5、采用反复镦粗拔长的锻造工艺12.使坯料横截面积减小而长度增加的成形工序叫拔长13.在坯料上锻制出透孔或不透孔的工序叫冲孔14.冲孔的质量分析:走样、裂纹、孔冲偏15.减小空心坯料壁厚而增加其内、外径的锻造工序叫扩孔16.采用一定的工模具将坯料弯成所规定的外形的锻造工序称为弯曲17.扭转是将坯料的一局部相对于另一局部绕其轴线旋转一定角度的锻造工序18.按成形方法的不同,模锻工艺可分为开式模锻、闭式模锻、挤压和顶镦四类19.模具形状对金属变形流动的影响:⑴控制锻件的最终形状和尺寸⑵控制金属的流动方向⑶控制塑性变形区⑷提高金属的塑性⑸控制坯料失稳提高成形极限20.开式模锻变形过程:第Ⅰ阶段是由开场模压到金属与模具侧壁接触为止;第Ⅰ阶段完毕到金属充满模膛为止是第Ⅱ阶段;金属充满模膛后,多余金属由桥口流出,此为第Ⅲ阶段。
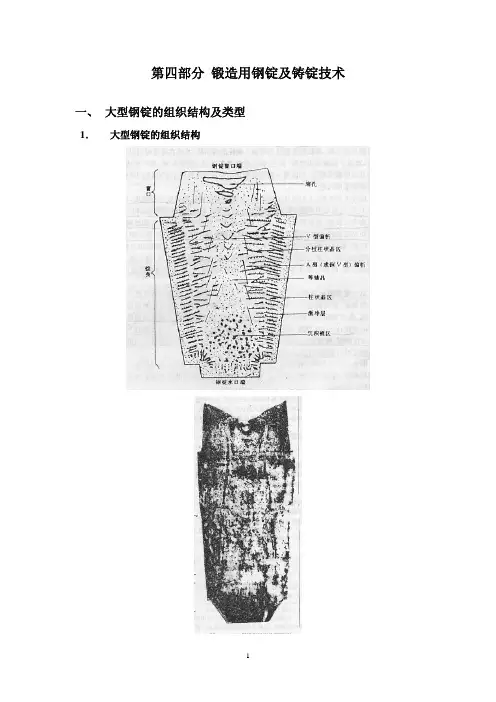
第四部分锻造用钢锭及铸锭技术一、 大型钢锭的组织结构及类型1.大型钢锭的组织结构z 激冷层:锭身表面的细小等轴晶区。
厚度仅6~8mm ;因过冷度较大,凝固速 度快,无偏析;有夹渣、气孔等缺陷。
z 柱状晶区:位于激冷层内侧;由径向呈细长的柱状晶粒组成;由于树枝状 晶沿温度梯度最大的方向生长,该方向恰为径向,因此形成了柱状晶区;其凝固速度较快,偏析较轻,夹杂物较少;厚度约50~120mm 。
z 分枝树枝晶区:从柱状晶区向内生长;主轴方向偏离柱状晶,倾斜,并出现 二次以上分枝;温差较小,固液两相区大,合金元素及杂质浓度较大。
z A 偏析区:枝状晶间存在残液,比锭内未凝固的钢液密度小,向上流动,形成A 偏析;在偏析区合金元素和杂质富集,存在较多的硫化物,易产生偏析裂纹。
z 等轴晶区:位于中心部位;温差很小,同时结晶,成等轴晶区。
钢液粘稠, 固相彼此搭桥,残液下流形成V 偏析,疏松增多。
z 沉积锥区:位于等轴晶区的底端;由顶面下落的结晶雨、熔断的枝状晶形成的自由晶组成,显示负偏析;等轴的自由晶上附着大量夹杂物,其组织疏松,且夹杂浓度很大;应切除。
z 冒口区:最后凝固的顶部;因钢液的选择性结晶,使后凝固的部分含有大量的低熔点物质,最后富集于上部中心区,其磷、硫类夹杂物多;若冒口保温不良,顶部先凝固,因无法补缩形成缩孔;质量最差,应予切除。
2. 大型钢锭的类型z 普通钢锭高径比:=+dD H 2 1.8~2.5;通常,10吨以下的钢锭:2.1~2.3,10吨以上的钢锭:1.5~2;锥度:=%100-D Hd 3~4% ; 横断面为8棱角形。
大钢锭为16,24,32棱角。
z 短粗型钢锭高径比: 0.5~2;锥度: 8~12%。
高宽比减小,锥度加大有利于钢锭实现自下而上顺序凝固,易于钢水补缩,中心较密实;有利于夹杂上浮,气体外溢,减少偏析;锭身较短,钢水压力小,侧表面不易产生裂纹;锥度大,易脱模;可增加拔长锻比。
第一、二章 锻造生产用原材料与下料1、钢锭由冒口、锭身和底部组成。
2、大型钢锭的组织结构:答:1)细晶粒层 由于钢液接触模壁冷凝速度快,产生大量晶核,因而表面首先凝固成细小的等轴晶粒层(或称激冷层);2)柱状晶区 表面细晶粒层形成后,锭模温度上升,继续散热速度减慢,晶粒开始沿着与模壁垂直的方向发展,从而形成柱状晶区。
由于选择结晶的缘故,易熔成分挤向中心,所以柱状晶区的夹杂及其他缺陷较少;3)倾斜树枝晶区 随着柱状晶区的不断发展,锭模温度继续上升,散热速度愈加减慢,加以杂质和气体上浮的运动作用,于是形成晶轴偏离柱状晶体方向的倾斜树枝晶区,并且A 形偏析区也在这一区间形成;4)粗大等轴晶区 倾斜树枝晶区长大到一定阶段后,由于外层收缩脱离锭模产生间隙,散热速度更加减慢,中心区的钢液有可能达到同一过冷度而同时凝固,最终形成粗大等轴晶区。
在这一区间的上部出现V 形偏析,下部出现负偏析,夹杂与疏松等缺陷较多,由此不难看出钢锭中心处组织较差;5)沉积堆 底部的钢液凝固快,形成较厚的细晶粒层。
此外,由于上部钢液中最初形成的晶体因比重大而下沉,并将碰断的树枝状晶分枝一起向下堆积。
在这一过程中,由于周围凝固,并且钢液补缩能力较小,所以沉积堆的组织疏松,氧化物夹杂多,在化学成分上构成负偏析区;6)冒口区 因为选择结晶的关系,钢锭内首先凝固的部分纯度高,最后凝固的冒口区杂质最多,特别是熔点低的硫化物和磷化物。
冒口区的钢液比重小,在凝固过程中得不到补缩,因而最终形成大缩孔,其周围并存在大量疏松。
钢锭底部和冒口占钢锭重量的5--7%和18--25%。
对于合金钢,切除的冒口应占钢锭的25--30%,底部占7--10%。
3、大型钢锭的内部缺陷以及形成原因:答:1)偏析 钢锭内部化学成分和杂质分布不均匀性称为偏析。
偏析是钢液凝固时选择结晶的产物。
偏析可分为树枝状偏析(或显微偏析)和区域偏析(或低倍偏析)两种。
树枝状偏析是指钢锭在晶体范围内化学成分的不均匀性。
锻造基础知识讲座(一)锻造的基本概念。
锻造是锻压工艺的一部分,锻压包括锻造和冲压两部分。
锻造的根本目的:是获得所需形状和尺寸,同时要求其性能和组织符合一定的技术要求的毛坯。
锻造按温度来分有:热锻、温锻和冷锻。
不同的锻造温度对锻件的组织和性能的影响也是不同的。
下面介绍的内容主要是热锻部分知识。
锻造分自由锻和模锻两部分。
自由锻是自由锻造的简称,自由锻包括胎模锻,适用于单件小批生产。
模锻适用于批量生产和大批量生产,如汽车制造行业。
自由锻和模锻是锻造工艺的主要支柱。
发达国家的模锻件占锻件总重量的70%以上;我国在50年代模锻件占锻件总重量不到20%,现在有进步,但模锻件总重乃比自由锻件少。
自由锻又分手工锻和机器锻。
手工锻在现在工厂用得很少,只在工具修理部门有,农村的铁匠炉基本上还是用手工锻。
机器锻又分锤上自由锻和水压机上自由锻,前者用来生产大、中、小锻件;后者用来生产大型和特大型锻件。
自由锻特点:1.所用工具简单,通用性强,灵活性大。
2.靠工人的手工操作来控制锻件的形状和尺寸,因此,锻件的精度差,工人的劳动强度大,生产率低。
锻件的主要缺陷有:1.裂纹:有横向、纵向裂纹及其它各种裂纹。
2.过烧。
3.白点(锻件内部银白色、灰白色圆形的裂纹)4.折叠。
5.疏松、非金属夹杂物。
6.机械性能达不到要求(锻比不够)。
7.弯曲、变形。
产生以上缺陷的原因很多,有铸锭缺陷引起的,有锻造加热不当引起的,有锻造本身的原因,也有锻后冷却和热处理不当引起的。
总之,原因很多。
所以当锻件的缺陷发现后,需要综合起来进行分析,并要掌握在不同情况下产生缺陷的不同特征,以便具体问题进行具体分析。
(二)锻造设备简介。
1.自由锻设备:有锻锤和水压机两类。
(1)锻锤有:简易锻锤---夹板(杆)锤:最大吨位1~2吨。
弹簧锤:最大吨位100公斤左右。
钢丝锤:最大吨位3吨。
如我厂的3 吨落锤。
空气锤:规格有:40、65、75、150、250、400、560、750、1000公斤等。

1.体积成形(锻造、热锻):利用外力,通过工具或模具使金属毛坯产生塑性变形,发生金属材料的转移和分配,从而获得具有一定形状、尺寸和内在质量的毛坯或零件的一种加工方法。
2.自由锻:只用简单的通用性工具,或在锻压设备的上、下砧间直接使坯料成形而获得所需锻件的方法。
特点:1、工具简单,通用性强,操作灵活性大,适合单件和小批锻件,特别是特大型锻件的生产。
2、工具与毛坯部分接触,所需设备功率比生产同尺寸锻件的模锻设备小得多,适应与锻造大型锻件。
3、锻件精度低,加工余量大,生产效率低,劳动强度大3.模锻:利用模具使坯料变形而获得锻件的锻造方法。
通过冲击力或压力使毛坯在一定形状和尺寸的锻模模腔内产生塑性模锻特点:(1)锻件形状较复杂,尺寸精度高; (2)切削余量小,材料利用率高,模锻件成本较低;(3)与自由锻相比,操作简单,生产率高;(4) 设备投资大,锻模成本高,生产准备周期长,且模锻件受到模锻设备吨位的限制,适于小型锻件的成批和大量生产。
变形获得锻件4.锻造工艺流程:备料---加热---模锻---切边、冲孔—热处理—酸洗、清理---校正5.锻造用料:碳素钢和合金钢、铝、镁、铜、钛等及其合金。
材料的原始状态:棒料、铸锭、金属粉末和液态金属。
6.一般加热方法:可分为燃料(火焰)加热和电加热两大类。
7.钢在加热时的常见缺陷:氧化、脱碳、过热、过烧、裂纹8.自由锻主要工序:镦粗、拔长、冲孔、扩孔9.使坯料高度减小,横截面增大的成形工序称为镦粗。
镦粗分类:完全镦粗、端部镦粗、中间镦粗10.镦粗的变形分析:难变形区、大变形区、小变形区11.镦粗工序主要质量问题:①锭料镦粗后上、下端常保留铸态组织②侧表面易产生纵向或呈45度方向的裂纹③高坯料镦粗时常由于失稳而弯曲。
防止措施: 1、使用润滑剂和预热工具 2、采用凹形毛坯 3、采用软金属垫 4、采用叠镦和套环内镦粗 5、采用反复镦粗拔长的锻造工艺12.使坯料横截面积减小而长度增加的成形工序叫拔长13.在坯料上锻制出透孔或不透孔的工序叫冲孔14.冲孔的质量分析:走样、裂纹、孔冲偏15.减小空心坯料壁厚而增加其内、外径的锻造工序叫扩孔16.采用一定的工模具将坯料弯成所规定的外形的锻造工序称为弯曲17.扭转是将坯料的一部分相对于另一部分绕其轴线旋转一定角度的锻造工序18.按成形方法的不同,模锻工艺可分为开式模锻、闭式模锻、挤压和顶镦四类19.模具形状对金属变形流动的影响:⑴控制锻件的最终形状和尺寸⑵控制金属的流动方向⑶控制塑性变形区⑷提高金属的塑性⑸控制坯料失稳提高成形极限20.开式模锻变形过程:第Ⅰ阶段是由开始模压到金属与模具侧壁接触为止;第Ⅰ阶段结束到金属充满模膛为止是第Ⅱ阶段;金属充满模膛后,多余金属由桥口流出,此为第Ⅲ阶段。
锻造实训课程设计一、课程目标知识目标:1. 让学生掌握锻造工艺的基本概念、分类和适用范围。
2. 使学生了解锻造过程中金属组织与性能的变化规律。
3. 引导学生认识锻造设备及其操作要点。
技能目标:1. 培养学生能够独立进行简单锻造件的工艺设计和编制能力。
2. 提高学生实际操作锻造设备的能力,熟练掌握锻造基本技能。
3. 培养学生具备初步的锻造质量检测和分析能力。
情感态度价值观目标:1. 培养学生热爱劳动、尊重工匠精神的情感态度。
2. 增强学生的团队协作意识,培养良好的合作精神。
3. 引导学生认识到锻造工艺在现代制造业中的重要作用,树立产业报国的价值观。
本课程旨在通过锻造实训,使学生在掌握基本知识和技能的基础上,提高实践操作能力,培养良好的职业素养,为今后从事相关工作打下坚实基础。
针对初中年级学生的认知水平和动手能力,课程注重理论与实践相结合,以实际操作为主,让学生在动手实践中学习、探索,激发学生的学习兴趣和潜能。
同时,关注学生的个体差异,因材施教,确保每位学生都能达到课程目标。
二、教学内容1. 锻造基本概念:介绍锻造的定义、分类、特点及应用。
2. 锻造工艺:讲解锻造工艺流程、锻造方法、锻造设备及其操作要点。
- 热锻造- 冷锻造- 模锻- 自由锻3. 锻造变形规律:分析金属在锻造过程中的变形规律、应力应变状态及其对金属组织和性能的影响。
4. 锻造工艺设计:学习锻造工艺参数的选取、工艺方案设计、锻造工艺卡片的编制。
5. 锻造质量控制:介绍锻造过程中常见缺陷、产生原因及防治措施,了解锻造质量检测方法。
6. 锻造安全与防护:强调锻造过程中的安全操作规范、个人防护及设备维护。
教学内容依据课程目标,结合教材相关章节进行编排。
教学大纲明确各部分内容的安排和进度,确保教学内容的科学性和系统性。
在教学过程中,注重理论与实践相结合,充分运用实例分析、现场演示、分组讨论等多种教学方法,提高学生的学习兴趣和实际操作能力。
教学内容旨在帮助学生系统掌握锻造工艺知识,为后续课程学习和实际工作打下坚实基础。