;
6.其他要素 影响电蚀量的还有一些其他要素,首先是加工过程的稳定性,加工过程 不稳定将干扰以致破坏正常的火花放电,使有效脉冲利用率降低。随着 加工深度、加工面积的添加或加工型面复杂程度的添加,都不利于电蚀 产物的排除,影响加工稳定性,降低加工速度,严重时将呵斥结炭拉弧, 使加工难以进展。为了改善排屑条件,提高加工速度和防止拉弧,常采 用强迫冲油和工具电极定时抬刀等措施。 假设加工面积较小,采用的加工电流较大,也会使部分电蚀产物浓度过 高,放电点不能分散转移,放电后的余热来不及传播分散而积累起来, 呵斥过热,构成电弧,破坏加工的稳定性。 电极资料对加工稳定性也有影响,钢电极加工钢时电极间隙容易磁化, 吸附铁屑,加工不易稳定,纯铜、黄铜加工钢时那么比较稳定。脉冲电 源的波形影响着输入能量的集中或分散程度,对电蚀量也有很大影响。 电火花加工过程中电极资料瞬时熔化或汽化而抛出,假设抛出速度很高, 就会冲击另一电极外表使其蚀除量增大;假设抛出速度较低,那么当放 射到另一电极外表时,会反粘和涂覆在电极外表,减少其蚀除量。此外, 炭黑膜的构成也将影响到电极的蚀除量。假设任务液是以水溶液为根底 的〔去离子水、乳化液等〕,还会产生电化学阳极溶解和阴极电镀堆积 景象,影响电极的蚀除量。
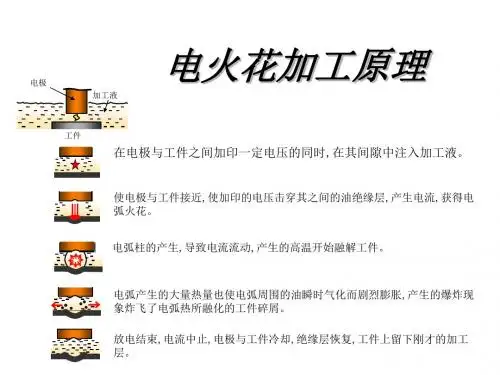
(1)极间介质的电离、击穿,构成放电通道
放电通道是有大量带正电和负电的粒子以及中型粒子组成,带电粒子高速 运动,相互碰撞,产生大量热能,使通道温度升高,通道中心温度可到达10000 摄氏度以上。由于放电开场阶段通道截面很小,而通道内有高温热膨胀构 成的压力高达几万帕,高温高压的放电通道急速扩展,产生一个剧烈的冲击 波向周围传播。在放电的同时还伴随着光效应和声效应,这就构成了肉眼 所能看到的电火花。
;
(2)电极资料的融化,汽化热膨胀 液体介质被电离、击穿,构成放电通道后,通道间带负电的粒子奔向正极,带 正电的粒子奔向负极,粒子间相互撞击,产生大量的热能,使通道瞬间到达很 高的温度。通道高温首先使任务液汽化,进而气化,然后高温向周围分散,使 两电极外表的金属资料开场融化直至沸腾气化。气化后的任务液和金属 蒸汽瞬间体积猛增,构成了爆炸的特性。所以在察看电火花加工时,可以看 到工件与工具电极间有冒烟景象并听到细微的爆炸声。