气动量仪校准方法[优质ppt]
- 格式:ppt
- 大小:470.50 KB
- 文档页数:8
气动量仪读数方法
气动量仪是一种用于测量气体流量的仪器。
在使用气动量仪时,需要正确读取仪器的读数,以获得准确的流量值。
下面是气动量仪的读数方法:
1. 了解气动量仪的读数范围。
气动量仪通常有一个最小和最大读数值。
在测量时,应确保读数在这个范围之内。
2. 确定气动量仪的单位。
气动量仪的单位通常是立方米/小时或立方英尺/分钟。
在读数时,应注意使用正确的单位。
3. 观察气动量仪上的指针或数字显示。
指针通常指向一个刻度盘,数字显示则显示流量值。
读数应该是指针或数字显示所指向的数值。
4. 确定气动量仪的精度。
气动量仪的精度通常是指定为一个百分比值,例如±2%。
这意味着读数可能会有一个误差范围,在读数时应该考虑到这个误差范围。
5. 记录读数。
在测量结束后,应该记录下读数和测量时间,以便后续分析和比较。
总之,在使用气动量仪时,正确的读数方法可以确保获得准确的流量值。
- 1 -。
气动测量仪调试规程
一、气动量仪调试方法:
1、依据校对环规上限下限尺寸算出公差带,在测量仪上调出公差带宽度即为调出公称倍率。
2、测量仪上旋钮(短)为倍率旋钮,下旋钮(长)为零位旋钮。
3、调整方法:
1)将气内测头放入下限环规内,此时如果浮标位置低于或高于下限尺寸时,则往同一方向调整倍率旋钮(即浮标高于下限时往上调整,浮标低于下限时往下调整),调整量一般为差值的1-1.5倍,然后再用零位旋钮将浮标调整到下限位置。
2)将气内测头放入上限环规内,此时如果浮标位置高于上限尺寸,通过倍率旋钮往下调整浮标,调整量为差值的1-1.5倍,然后再用零位旋钮将浮标调整到上限位置。
如果浮标位置低于上限尺寸,通过倍率旋钮往上调整浮标,调整量为差值的1-1.5倍,然后再用零位旋钮将浮标调整到上限位置。
3)反复几次调整完毕后,检查调整是否准确,即将测头放入下限环规内,平视观看浮标位置是否在下限位置,再将测头放入上限环规,平视观看浮标位置是否在上限位置。
4.确认浮标的上下限位置调整准确后,方可进行测量。
在测量过程中要定时进行校准。
编制:审核:批准:。

浮标式气动测量仪的检定方法
浮标式气动测量仪是一种用于测量流体流速的设备,通常用于水下测量或水面测量。
检定浮标式气动测量仪的方法通常涉及以下几个方面:
1. 校准气动传感器:浮标式气动测量仪通常包括气动传感器,用于测量流体流速。
在检定之前,需要对气动传感器进行校准,以确保其准确性和可靠性。
校准通常涉及使用标准流速装置或校准设备,将已知流速的气流引导至传感器,然后比较传感器测量的值和已知值,进行调整。
2. 检查传感器连接:确保浮标式气动测量仪的传感器与测量系统的连接稳固可靠,防止传感器与测量系统之间的信号丢失或干扰。
3. 检查浮标或浮体:如果浮标式气动测量仪具有浮标或浮体部分,需要检查其密封性和稳定性。
确保浮标或浮体没有漏气或受损,以保证其在水中的测量性能。
4. 验证测量系统:验证浮标式气动测量仪的测量系统的工作状态和准确性。
这可能包括检查数据采集系统、传感器输出和测量仪器的校准状态。
5. 比对实际测量值和标准值:在实际工作环境中进行测量,并将测量值与标准值进行比对。
这可以通过与其他已知准确的测量方法或设备进行对比来完成。
1/ 2
6. 记录检定结果:记录测量仪器的检定结果,包括校准数据、测量数据和任何发现的问题或异常情况。
这些记录可以用于未来的维护和参考。
在执行检定之前,最好参考制造商提供的检定指南和说明书,以确保按照正确的程序进行操作,并遵循相关的安全操作规程。
2/ 2。
气动量仪的原理和操作方法气动量仪(Pitot Tube)是一种常用于测量流体速度的仪器。
它基于多达尔效应,并且通过测量流体静压和总压之间的差异来计算流体速度。
以下是气动量仪的原理和操作方法的详细介绍。
一、气动量仪的原理气动量仪由两个主要部分组成:静压孔和总压孔。
静压孔位于气动量仪的侧面,垂直于流体流动方向。
总压孔则位于气动量仪的正面,在流体流动方向上。
当流体经过总压孔时,会产生一个总压头(total pressure head),该压力头表示了流体的动能。
当流体穿过气动量仪时,由于速度的增加,静压孔的静压就会降低。
使用差压传感器测量静压和总压之间的差值,可以得到流体的速度。
根据连续性方程,流量可以通过流密度和速度的乘积得到。
因此,通过测量速度,可以计算流体的流量。
二、气动量仪的操作方法1.准备工作在操作气动量仪之前,需要对仪器进行准备工作。
首先,确保气动量仪的静压孔和总压孔没有任何堵塞物,因为这会影响测量的精确性。
其次,校准差压传感器,以确保测量结果的准确性。
2.安装气动量仪将气动量仪的总压孔对准流体流动方向,然后将其固定在流体管道或风道中。
确保气动量仪的静压孔与流体流动方向垂直。
安装好后,确保气动量仪的连接处完全密封,以避免漏气。
3.测量流体速度和流量通过差压传感器读取总压头和静压头的差异。
使用气动量仪的压力转换器将压力转换为对应的流体速度值。
根据测量结果,可以计算出流体的流量。
4.记录和分析结果将测量结果记录到数据表格中,包括流体速度和流量。
如果需要,还可以进行进一步的数据分析。
注意事项:1.在安装气动量仪时,确保仪器完全固定且连接处密封,以防止外部空气进入或内部空气泄漏。
2.定期检查气动量仪的静压孔和总压孔,清除任何堵塞物。
3.根据需要,定期校准差压传感器,以确保测量的准确性。
4.在操作气动量仪时,避免直接接触传感器,以防止损坏或误操作。
总结:气动量仪是一种测量流体速度和流量的常用仪器。
它基于伯努利定律和连续性方程的原理,通过测量静压和总压之间的差异来计算流体速度。
浮标气动量仪内校操作规范1.0目的确保试验测量用的浮标气动量仪运行正常,提高效率,因此对在用的浮标气动量仪进行周期校准。
2.0范围柱状式浮标气动量仪3.0职责3.1内校人员正确使用计量标准并负责维护、保养,使其保持良好的技术状态;保证计量校准的原始数据和有关技术资料的完整。
3.2 计量室根据校准计划安排,通知各部门送检。
3.3 各部门负责人员将仪器送计量室校准。
4.0定义无5.0内容5.1 校准装置:数显气压表5.2 要求5.2.1 所用装置应有CNAS认可的计量机构进行校准合格,每年需校准一次。
并在校准有效期内使用。
5.2.2校验环境:常温常湿。
温度:(20±5)℃湿度(30~80)%5.3 校准步骤5.3.1 校准前准备校准前应将校准接线连接正确。
连接方法如下:将气压装置的气源输出连接到浮标气动量仪的进气端(在浮标气动量仪的后面左侧),然后将浮标气动量仪的气压输出端(在浮标气动量仪的前面)与标准数字气压表相连接。
5.3.2 校准点计量室校准和生产线点检时,应根据产品测试的实际需要进行气压值点检和校准。
5.3.3 校准5.3.3.1 打开气源开关,调节浮标气动量仪的气压调节阀(在浮标气动量仪后面)至所需校准的气压值;5.3.3.2 察看浮标运行状态,旋转浮标位置调节旋钮,察看浮标能否旋至顶部,能否停在零位。
5.3.3.3 如果浮标运行畅通,能停在零位适当的位置,则此浮标气动量仪是合格的,否则是不合格的。
5.4 校准结果处理及校准周期5.4.1浮标气动量仪的允许误差最大不超过被校读数的正负5%计算,校准合格的浮标气动量仪,应将其结果记录于规定的“浮标气动量仪校准记录表”中,表格见附录A。
并贴上合格标签,方可提供测量。
此校准记录不出具证书,只保存原始记录,记录保存至少1年。
5.4.2 校准不合格的浮标气动量仪应进行维修,修理后须经校准合格方可给使用部门使用。
5.4.3 生产线点检若发现浮标气动量仪有故障,应及时送计量室维修,修理后须经校准合格方可使用。
气动量仪计量校准资料一、计量标准的工作原理及其组成工作原理:根据JJG356—2004《气动测量仪》气动测量仪是一种非接触式测量仪器,按其显示器的种类可分为浮标式气动测量仪和电子柱式气动测量仪。
浮标式气动测量仪是将被测长度尺寸的变化转换成锥度玻璃管内气体流量的变化,并由玻璃管内的浮标指示出被测尺寸;电子柱式气动测量仪是使用气动传感器将被测尺寸的变化,经气电转换器转化成电信号,由若干个发光管组成光柱显示测量结果。
气动测量仪与各种类型的气动传感器配合使用,能够进行多种测量工作,如用于检测工件的厚度、内径、外径、圆度、平行度等参数,还可用于多台拼合检测。
其组成有浮标、锥度玻璃管、刻度尺、进气阀、界限指针、放大倍数调整旋钮、零位调整旋钮、输出接头。
二、用的计量标准器及主要配套设备三、计量标准的主要技术指标气动量仪检定装置主要技术指标如下:测量范围:0~100mm测量总不确定度:U=1.3μm k=2 四、环境条件五、计量标准的量值溯源和传递框图1101012)(-∑-=i X X i 六、计量标准的测量重复性考核 标 准 偏 差 δ = =0.6 μm根据测试不确定度U=1.3μm 。
10㎜处的标准差为0.6 μm ,故此计量标准的测量重复性符合要求。
为得到本计量标准测量重复性,取标称长度为10㎜的四等量块一块,在短时间内连续测量10次,测量结果如下:X =10.006 μm七、计量标准的稳定性考核八、测量不确定度评定一、浮标式气动测量仪示值误差测量结果不确定度的数学模型:Δi= L i -L s式中:Δi ——受检点的示值误差;L i ——受检点的测量读数值; L s ——受检点的标称值。
二、输入量的标准不确定度评定1、输入量l i 的标准不确定度u (L i )评定输入量L i 的不确定度来源主要是气动量仪的测量重复性,可以通过连续测量得到测量列,采用A 类方法进行评定。
对一台单管浮标式气动量仪,测量范围80μm 选择10mm 点,得到测量列10.001,10.000,10.000,10.001,10.000,10.001,10.000,10.000,10.001,10.002mm 。

气动量仪校准方法
气动量仪校准方法一般包括以下几个步骤:
1. 准备工作:确保气动量仪的工作环境和设备处于稳定状态,包括温度、湿度、气压等参数。
2. 零点校准:将气动量仪接入标准气源,使其处于零点状态,记录下零点输出值。
3. 静态压力校准:将气动量仪接入一定静态压力范围内的标准压力源,调节压力源输出压力,记录下对应压力值和气动量仪输出值。
通常分多个点进行压力校准,以得到更精确的校准曲线。
4. 动态压力校准:将气动量仪接入动态压力源,进行动态压力校准。
这一步骤需要一定的专业设备和技术,例如压力脉动源。
5. 数据处理与校准曲线建立:根据校准数据进行数据处理和数学拟合,得到校准曲线。
常用的拟合方法有线性拟合、多项式拟合、神经网络拟合等。
6. 校准结果验证:对校准后的气动量仪进行验证,以确保校准结果的准确性。
通常使用标准气源和标准压力源进行验证。
需要注意的是,气动量仪的校准方法可能因具体类型和品牌而有所差异,建议参考仪器的使用说明书或咨询相关专业人士进行具体操作。

气动量仪的安装及倍率调整有哪些一、气动测量仪的安装 1.气动测量仪要安装在无振动的水平平台上,平台面积小时可用两螺栓固定,以免跌落。
2.不要讲量仪安装在受太阳直射的地方和温度变化较大的地方。
3.空气过滤器的安装位置应低于量仪,以免量仪不用时,油水倒流入量仪。
4.用橡胶管将量仪和过滤器以及气源连接起来,即可使用。
二、浮标式气动量仪的调试气动测量属于相对测量。
以直径16+/-0.01气内测校为例,具体操作步骤如下: 1. 计算出标准件公差范围为0.02mm;2. 用指针在标尺上标出0.02mm 的范围,(此范围在标尺的任意位置,一般表在中间较好); 3. 将下限环规套上测头,旋动调零螺钉,使浮标对准10 4. 将下限环规取下,套上上限环规,观察浮标位置,有以下两种情况; a. 浮标位于上10 以下,判定倍率小,需顺时针旋动倍率螺钉,增大倍率,使浮标上升超过上10,然后旋动调零螺钉,使浮标对准上10 位置。
b. 浮标位于上10 以上,判定倍率大,需逆时针旋动倍率螺钉,减小倍率,使浮标下降超过下10,然后旋动调零螺钉,使浮标对准上10 位置。
5. 将上限环规取下,再套上下限环规,观察浮标位置,重复4 步骤三、气动量仪的注意事项; 1.气源净化是保持气动量仪正常使用的最主要的条件。
量仪的故障大多是由于油,水的进入量仪后造成的。
应该在量仪所带的空气过滤之前再加上一个更大一些上网滤清装置,并经常放水和更换,清洗过滤元件。
2.气源压力不能低于0.29Mpa,启动量仪最好不要与气动动力机械共用一个气源。
(气源压力最佳0.4Mpa 到0.6Mpa)3.塑料管老化发硬后,容易在头处产生漏气。
应及时更换。
4.关闭气阀又打开使用时,应用标准件重新校对一次零位和倍率。
5.使用时应将刻度尺尽量靠近玻璃管,以减少读数误差。
6.如不是检修量仪,不要随便卸下玻璃管和取出浮标,必须卸下玻璃管时,将进气阀关闭,不然会将浮标吹飞,取浮标时,要用镊子。
气动量仪国家检定标准一、引言气动量仪是一种用于测量流体动态压力和流量的仪器。
它在工业生产和科学实验中广泛应用,具有重要的意义。
为了确保气动量仪的测量结果准确可靠,需要进行国家检定。
本文档将介绍气动量仪国家检定的标准。
二、检定对象气动量仪国家检定标准适用于各类气动量仪,包括但不限于差压流量计、涡街流量计、超声波流量计等。
三、检定准备3.1 检定设备进行气动量仪国家检定时,需要准备以下检定设备:•检定装置:包括差压计、温度计、流量计等;•检定管路:用于将气动量仪与检定装置连接,确保流体的顺畅流动;•标准气体源:用于提供标准气体,保证检定的准确性。
3.2 检定环境为了避免外界环境对气动量仪的影响,检定应在稳定的温度、湿度和压力条件下进行。
检定环境应符合以下要求:•温度范围:20°C ± 2°C;•相对湿度:40% - 60%;•大气压力:86 kPa - 106 kPa。
四、检定方法气动量仪国家检定的方法主要包括以下几个方面:4.1 零点漂移检定在未加压情况下,测量气动量仪的输出信号(一般为电信号或电流信号)。
记录其输出值,判断是否存在零点漂移。
4.2 线性范围检定将一系列不同大小的标准流量通过气动量仪,记录输出信号的变化。
基于标准流量与输出信号的对应关系,判断气动量仪的线性范围是否满足要求。
4.3 相对误差检定在不同的流量范围内,通过一系列标准流量进行检定。
将气动量仪测量的值与标准值进行比较,计算相对误差并判断是否在合理范围内。
4.4 响应时间检定在不同大小的流量冲击下,记录气动量仪输出信号的变化过程。
根据响应时间的要求,判断气动量仪的响应能力。
五、检定结果根据检定的数据和方法,对气动量仪进行评定。
检定结果可以包括以下几个方面:•零点漂移;•线性范围;•相对误差;•响应时间。
对于达标的气动量仪,可以出具检定合格证书;对于不达标的气动量仪,应进行修理或更换。
六、检定周期为了保证气动量仪的准确性,应定期进行检定。
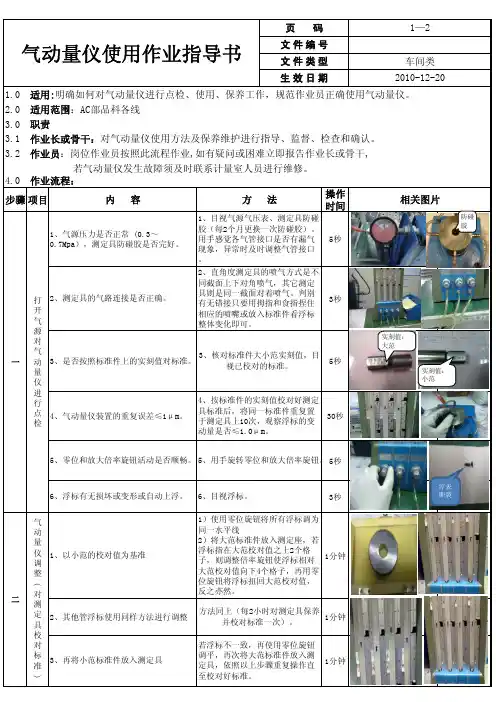
气动量仪使用操作指导书
1.0 目的:
规范GCTS内部使用气动量仪对滚刀内孔的检验方法,有效地控制测量所产生的误差。
2.0范围:
该指导说明书仅适用于所有使用滚刀成品工段的气动量仪进行的内孔测量。
3.0步骤:
3.1 气动量仪的外观及各部名称。
内孔环规的规格:
3.2
3.2.1使用气动量仪测量内孔直径,首先将测量棒插入对应直径的标准环规中,然后调节旋钮,将指针调节在零线上。
3.2.2 将测量棒插入待测滚刀的内孔中,使刻度盘上的数字显现出来,如果刻度盘显示的数值在5um以内,则说明内孔内径合格。
3.2.3 将测量棒缓缓向里推去,如果刻度盘数值变化不超过5um,则说明内孔锥度合格。
3.2.4 转动测量棒,如果刻度盘数值变化不超过5um,则说明内孔圆度合格。
4.0 参考:
5.0 拷贝:
授权电子版拷贝
7.0 存放位置:
7.1文档存放于下面的位置Z:\QIS\QC\ISO 9001\WI\PQC。