焊工四级理论知识鉴定要素细目表
- 格式:pdf
- 大小:877.20 KB
- 文档页数:12

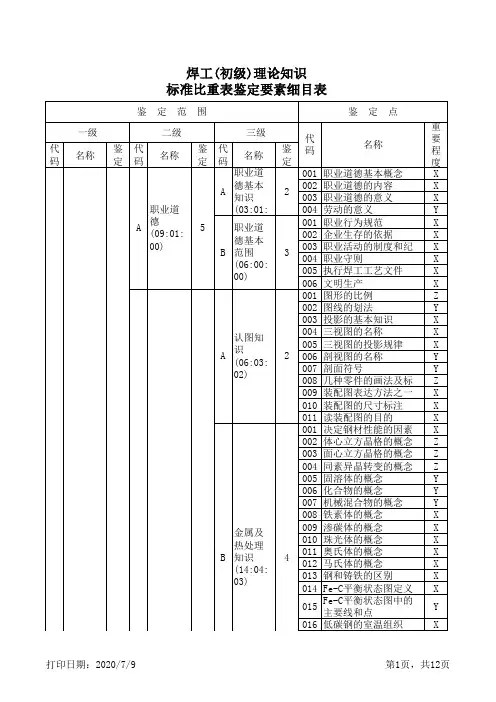
理论知识鉴定要 素 细目表职业/模块名称 餐厅服务员 等级 一 □ 二 三 四 五 其它 □ □ √ □ □序 鉴定点代码 号 章节目 点1 1 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 23 24 25 26 27 28 29 30 31 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 1 2 2 2 2 2 2 2 2 1 1 1 1 1 1 1 1 1 2 3 4 5 6 7 8 9 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 2 2 2 2 1 2 3 4 5 6 7 8 9 1 2 3 4 5 6 7 8 9 10 11 12 13 餐前准备 摆台鉴定点内容分数 系数25 10 6 1 1 1 1 1 1 1 1 1 1 1 1 1 4 1 1 1 1 1 1 1 1 1 15 6 1 1 1 1 1 1 1 1 1重要 系数9 9 9 9 9 9 9 9 5 5 5 5 5 5 5 5 9 5 9 9 9 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5备注中餐宴会摆台 中餐宴会桌 人数与餐桌 圆桌与长条桌 中餐宴会餐具 摆台顺序 宾主席位安排 10 人桌席位安排 9 人桌席位安排 10 人以上长条桌席位安排 摆台时机 以宴会桌为分工摆台 以餐具为分工摆台 宴会的备用餐具 西餐早餐摆台 西餐早餐餐桌 西餐早餐餐具 摆台顺序 人数与餐桌 席位安排 二人桌席位安排 三人桌席位安排 摆台时机 备用餐具 餐厅布局与餐具配备 餐厅布局 餐桌品种 餐桌的高度 餐椅的数量 餐椅的高度 排列 圆桌 方桌 工作台 其他装饰物2 132 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 571 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 22 1 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 2 2 2 2 2 2 2 3 3 3 3 3 4 4 4 4 410 11 12 13 14 15 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 1 2 3 4整体布局 通道 酒台 预订台 迎宾台 工作台内物品摆放标准 餐、酒具配置 中餐具配置品种 中餐具配置数量 西餐具配置品种 西餐具配置数量 中餐厅酒具配置品种 中餐厅酒具配置数量 西餐厅酒具配置品种 西餐厅酒具配置数量 餐具配置依据 配置餐具的质量要求 桌布的配置 餐巾的配置 服务员工作用具的配置 配置品种 配置数量 服务员工具的质量要求 服务员工作用具的保管 餐、酒具的保管 高档瓷器的清洁 金银器的清洁 高档玻璃器皿的清洁 高档餐饮具的保管 就餐服务 接待顾客 各环节中的接待和用语1 1 1 1 1 1 5 1 1 1 1 1 1 1 19 9 5 5 5 9 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 51 1 1 1 21 1 1 1 2 1 1 1 45 10 2 1 1 1 1 1 1 1 1 1 158 59 60 61 62 63 64 65 66 672 2 2 2 2 2 2 2 2 21 2 3 4 5 6 7 8 9 10表情 手势 迎宾 让座 点菜 斟酒 上菜 询问 回答提问 道别68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 992 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 21 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 21 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 3 3 3 3 3 3 3 3 3 3 3 3 1 111 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 1 2 3 4 5 6 7 8 9 10 11在餐厅其他场合碰到顾客 中餐宴会服务 宴会的概念 宴会的特点 宴会的分类 中餐宴会的餐桌布置 宾主座次 餐具准备 酒具准备 用具准备 酒水准备 中餐宴会的预定 中餐宴会的迎宾 中餐宴会进行中的服务 迎宾 上茶水、毛巾 上冷菜 斟酒 上热菜 分派菜肴 调换骨碟 宴会祝词时的服务 上水果 结帐收款 递送衣帽 热情送客 收拾台面 西餐宴会服务 西餐宴会的特点 西餐宴会的预定 西宴会进行中的服务 西餐宴会的上菜顺序 西餐宴会的斟酒 法式服务方法 法式服务特点 美式服务方法 美式服务特点 俄式服务方法 俄式服务特点 编排菜单 中国菜1 4 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 4 1 1 1 1 1 1 1 1 1 1 1 15 4 25 5 999 9 9 9 9 9 9 9 5 9 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 9 5 5 5 5 5 5 5 5 5 5 5100 2 101 2 102 2 103 2 104 2 2 2 105 21北京菜特点106 2 107 2 108 2 109 2 110 2 111 2 112 2 113 2 114 2 115 2 116 2 117 2 118 2 119 2 120 2 121 2 122 2 123 2 124 2 125 2 126 2 127 2 128 2 2 129 2 130 2 131 2 132 2 133 2 134 2 135 2 136 2 137 2 138 2 2 139 2 140 2 141 2 142 2 2 143 2 144 22 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 21 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 2 2 2 2 2 3 3 3 3 3 4 4 42 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 1 2 3 4 5 6 7 8 9 10 1 2 3 4 1 2北京名菜名点 四川菜特点 四川名菜名点 广东菜特点 广东名菜名点 江苏菜特点 江苏菜名菜名点 浙江菜特点 浙江名菜名点 山东菜特点 山东菜名菜名点 福建菜特点 福建菜名菜名点 安徽菜特点 安徽菜名菜名点 湖南菜特点 湖南菜名菜名点 湖北菜特点 湖北菜名菜名点 素菜特点 素菜名菜名点 上海菜特点 上海菜名菜名点 外国菜 法国菜特点 法国名菜名点 英国菜特点 英国名菜名点 俄国菜特点 俄国名菜名点 日本菜特点 日本名菜名点 意大利菜特点 意大利名菜名点 日趋流行的中西结合菜 中西烹饪原料的交流 中西调味品的交流 中西烹饪方法的交流 中西结合菜例 菜单 菜单的作用 菜单的季节性1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 3 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 4 1 15 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 1 1 1 1 1 9 5145 2 146 2 147 2 148 2 149 2 150 2 151 2 152 2 153 2 154 2 155 2 156 2 157 2 158 2 159 2 2 160 2 161 2 162 2 163 2 164 2 2 2 165 2 166 2 167 2 168 2 169 2 2 170 2 171 2 172 2 173 2 174 2 175 2 176 2 2 177 2 178 2 179 2 180 2 181 22 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 34 4 4 4 4 4 4 4 4 4 4 4 4 4 4 5 5 5 5 5 5 1 1 1 1 1 1 2 2 2 2 2 2 2 2 3 3 3 3 3 33 4 5 6 7 8 9 10 11 12 13 14 15 16 17 1 2 3 4 5菜单与厨师的关系 菜单的种类 点菜菜单 早餐菜单 午、晚餐菜单 客房送餐菜单 团体包餐菜单 宴会菜单 西式早餐菜单 西式午、晚餐菜单 西式宴会菜单 厨师长推荐菜单 点菜菜单的结构 宴会菜单的结构 酒单的结构 编排菜单的依据 经营特色 市场需求 餐厅定位 厨师特点 货源 分派菜肴 分菜的工具以及方法1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 10 2 1 1 1 1 1 4 1 1 1 1 1 1 1 4 1 1 1 1 15 5 9 9 9 5 5 9 9 9 9 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 9 9 9 9 9 9 9 9 5 5 5 5 5 51 2 3 4 5 1 2 3 4 5 6 7 1 2 3 4 5分菜叉、匙的使用方法 分菜勺的使用方法 分菜刀、叉的使用方法 分菜筷的使用方法 长把勺的使用方法 分菜的方式 先展示后分派 桌上分让式 二人合作式 旁桌分让式 分鱼 分汤 分造型菜 分菜的操作要求 分菜顺序 分菜卫生 分菜速度 分菜动作姿势 分菜均匀2 2 182 2 183 2 184 2 185 2 186 2 2 187 2 188 2 189 2 190 2 191 2 2 192 2 193 2 194 2 195 2 196 2 197 2 198 2 199 2 200 2 201 2 3 3 3 202 3 203 3 204 3 205 3 206 3 207 3 208 3 209 3 210 3 211 3 212 3 213 3 3 214 3 215 34 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 2 1 2 1 2 3 4 5 6 7 8 9 10 11 12 1 1 1 1 1 1 2 2 2 2 2 2 3 3 3 3 3 3 3 3 3 3 3 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 1 2 3 4 5酒水服务 斟酒前的准备和酒瓶的开启 检查酒水质量 选择合适的酒杯 开瓶 装盘 包瓶 托盘斟酒 斟酒的姿势 斟酒的方法 斟酒的时机 斟酒的标准 斟酒的顺序 酒水 白酒的度数 白酒的香型 部分酒的产地 部分国家的名酒 酒的年代 洋酒的饮用 示酒、品酒 酒的冷藏 酒的加热 酒的保管 餐厅管理 餐厅设备管理 清洁器具的使用和保养 吸尘器的工作原理 吸尘器的使用 吸尘器的保养 洗衣机的工作原理 洗衣机的使用 洗衣机的保养 消毒柜的工作原理 消毒柜的使用 消毒柜的保养 洗碗机的工作原理 洗碗机的使用 洗碗机的保养 制冷设备的使用和保养 电冰箱的工作原理 电冰箱的使用10 2 1 1 1 1 1 3 1 1 1 1 15 5 5 5 5 5 5 5 5 5 5 5 5 9 9 9 9 9 9 9 9 9 9 9 5 1 1 151 1 1 1 1 1 1 1 1 1 20 10 1 12111112 11 1216 3 217 3 218 3 219 3 3 220 3 221 3 222 3 223 3 224 3 225 3 226 3 227 3 228 3 229 3 230 3 231 3 232 3 233 3 234 3 3 235 3 236 3 237 3 238 3 3 3 239 3 240 3 241 3 242 3 243 3 244 3 245 3 246 3 247 3 248 3 249 3 250 3 251 3 3 252 31 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 22 2 2 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 4 4 4 4 4 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 23 4 5 6 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1 2 3 4电冰箱的保养 制冰机的工作原理 制冰机的使用 制冰机的保养 空气调节器的使用与保养 中央空调机的工作原理 中央空调机的使用 中央空调机的保养 挂壁式空调机的使用 挂壁式空调机的保养 立式空调机的使用 立式空调的保养 电扇的工作原理 电扇的使用 电扇的保养 取暖器的使用 取暖器的保养 除湿机的使用 除湿机的保养 地板打蜡磨光机的使用与保养 视听设备的使用与保养 电视机的使用 电视机的保养 音响设备的使用 音响设备的保养 顾客应对 性格与餐饮行为 10 2 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 9 9 9 5 5 5 5 5 5 5 9 9 9 9 9 9 9 1 1 2 1 1 1 1 1 1 1 3 1 1 1 1 11 2 3 4 5 6 7 8 9 10 11 12 13 1性格概述 性格的特征 性格的分类 理智型 情绪型 意志型 性格的形成与发展 服务员的性格要求 性格与餐饮消费 习惯型 慎重型 挑剔型 被动型 针对性服务 不同的推销策略253 3 254 3 3 255 3 256 3 257 3 258 3 259 3 3 260 3 261 3 262 3 263 3 264 3 265 3 266 3 267 3 268 3 269 3 270 3 271 3 272 3 273 3 274 3 275 3 276 3 277 3 278 3 279 3 280 3 281 3 282 3 4 4 4 283 4 284 4 285 4 286 4 287 4 288 4 289 42 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 1 1 1 1 1 1 1 1 12 2 3 3 3 3 3 3 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 42 3 1 2 3 4 5 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23不同的服务方式 不同的解决问题的方法 服务交往 交往 服务交往的目的 服务交往的原则 服务交往中矛盾冲突 服务交往中的常见矛盾 处理矛盾 矛盾的发生 矛盾的发展 发生矛盾的根源 矛盾发生过程中顾客的心理活动 求补偿的心理 求发泄的心理 争胜好强的心理 为企业改进工作的心理 处理矛盾的基本原则 分析矛盾的产生原因 处理矛盾的方法 耐心倾听,了解情况 表示同情和歉意 采取有效行动 征求反馈意见 避免矛盾 服务意识 服务节奏 把工作做在客人提出要求之前 良好的服务态度 恰当的语言 优质的食品质量 总结提高 相关知识 食品卫生知识1 1 3 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 10 10 89 9 9 9 9 9 9 9 9 5 5 5 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9 5 5 5 5 5 5 5 5 5 51 1 1 1 1 1 1 1 1 2 3 4 5 6 7食品卫生质量鉴别 评价食品卫生的原则和要求 变质、过期食品的鉴别 假冒伪劣商品的鉴别 食品污染的原因 食品污染的预防 食物中毒的原因 食物中毒的预防1 1111 1 1290 4 291 4 292 4 4 293 4 294 4 295 4 296 4 297 4 298 4 299 4 300 41 1 1 1 1 1 1 1 1 1 1 11 1 1 2 2 2 2 2 2 2 2 28 9 10 1 2 3 4 5 6 7 8食物中毒的处理 疾病传染的途径 预防疾病传染 食品卫生法 我国食品卫生法体系 食品卫生标准 食品卫生需求 食品卫生监管制度 经营者的法定义务 经营者的法定责任 当事人的法定义务 当事人的法定责任1 1 1 2 1 1 15 5 5 1 5 1 11 1 1 1 11 1 1 5 5操 作 技 能 鉴 定 要 素 细 目 表职业(工种) 职业代码 序 鉴定点代码 号 项目 单元 点 1 1 1 1 1 1 1 2 1 1 2 3 1 1 3 1 2 4 1 2 1 5 1 2 2 6 1 2 2 1 3 7 1 3 1 8 1 3 2 2 2 1 9 2 1 1 10 2 1 2 11 2 1 3 2 2 12 2 2 1 13 2 2 2 14 2 2 3 3 3 1 15 3 1 1 16 3 1 2 17 3 1 3 18 3 1 4 19 3 1 5 3 2 20 3 2 1 21 3 2 2 餐厅服务员 鉴定点内容 餐前准备 中餐宴会摆台 铺台布 摆餐具 撤台 西餐早餐摆台 铺台布 摆餐具 撤台 餐巾折盆花 花型 摆放 就餐服务 分菜 介绍菜肴 上菜 分菜 托盘斟酒 斟红酒 斟白酒 斟饮料 餐厅管理 顾客应对 处理顾客一般问题 针对顾客特点提供服务 着装打扮规范 举止行为规范 服务用语规范 英语口语会话 英语常用专业词汇 英语常用接待会话 等级 一 二 三 四 五 其它 □ □ □ √ □ □ 分数系数 重要系数 40 30 10 20 5 30 10 20 5 10 5 5 30 30 10 10 10 30 30 30 30 30 20 5 5 4 3 3 10 5 5 备注9 9 1 9 9 1 9 55 5 9 9 9 99 9 9 5 5 5 5。

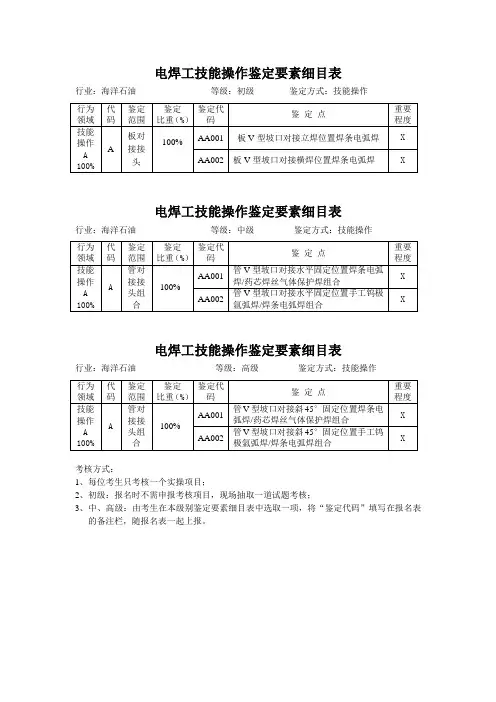
电焊工技能操作鉴定要素细目表
行业:海洋石油等级:初级鉴定方式:技能操作
电焊工技能操作鉴定要素细目表
行业:海洋石油等级:中级鉴定方式:技能操作
电焊工技能操作鉴定要素细目表
行业:海洋石油等级:高级鉴定方式:技能操作
考核方式:
1、每位考生只考核一个实操项目;
2、初级:报名时不需申报考核项目,现场抽取一道试题考核;
3、中、高级:由考生在本级别鉴定要素细目表中选取一项,将“鉴定代码”填写在报名表
的备注栏,随报名表一起上报。
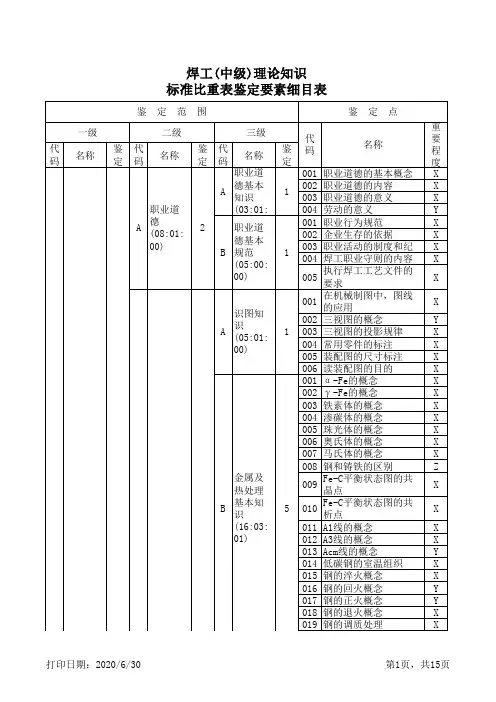
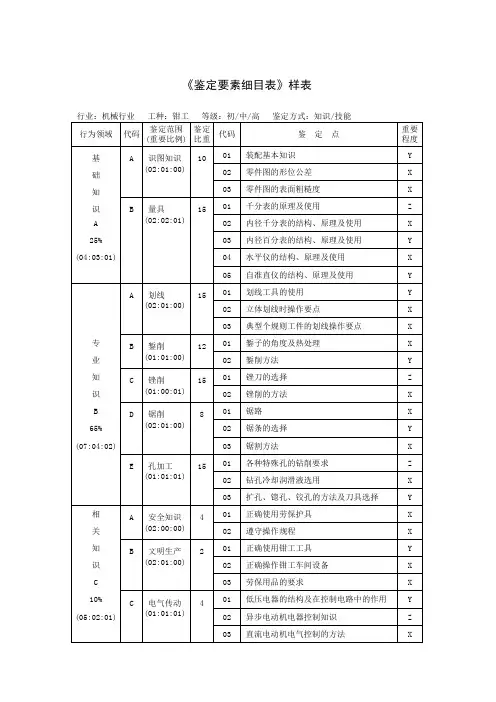
焊工(中级)理论知识 标准比重表鉴定要素细目表
焊工(中级)理论知识 标准比重表鉴定要素细目表
热处理基本知识 (16:03:
01)
(04:01:
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
备
(08:01:
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
(13:03:
01)
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
弧焊与
切割
焊工(中级)理论知识
标准比重表鉴定要素细目表
头的组织和性能 (16:05:
01)
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
不锈钢
标准比重表鉴定要素细目表
标准比重表鉴定要素细目表
陷分析。
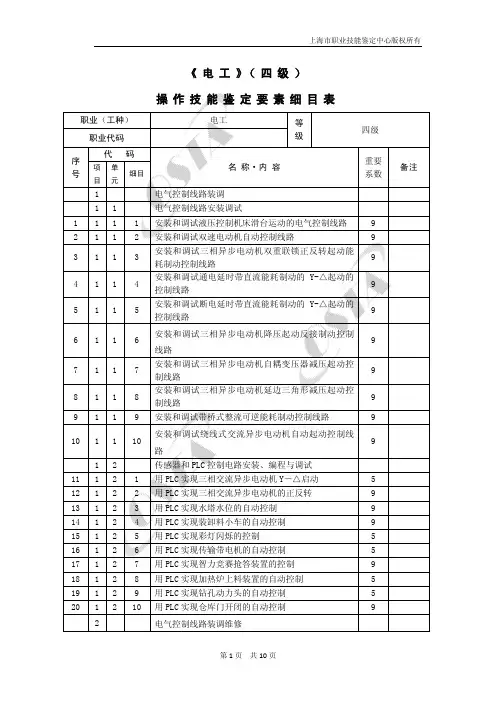
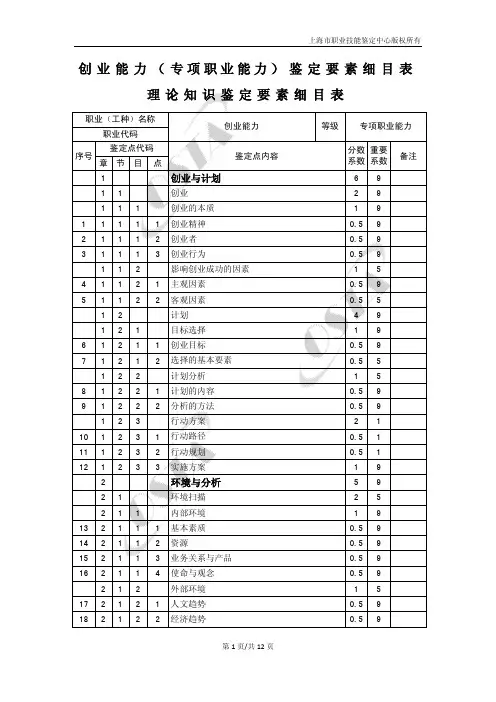
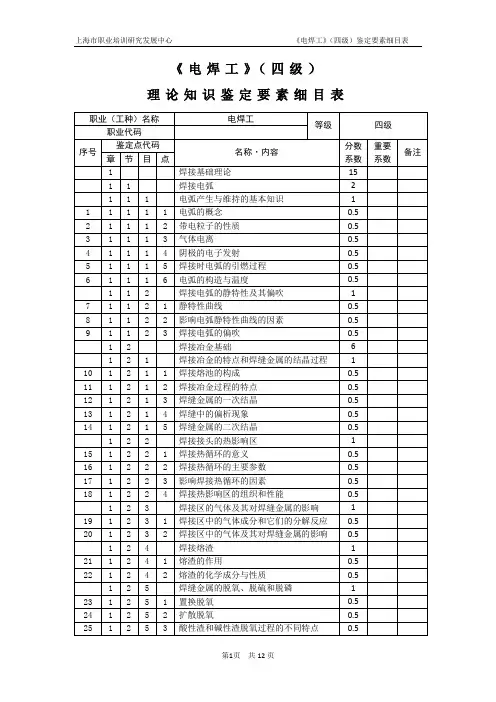
《焊工》(四级)理论知识鉴定要素细目表职业(工种)名称焊工等级四级职业代码序号鉴定点代码名称·内容分数系数重要系数备注章节目点1 焊接基础理论151 1 焊接电弧21 1 1 电弧产生与维持的基本知识11 1 1 1 1 电弧的概念0.52 1 1 1 2 带电粒子的性质0.53 1 1 1 3 气体电离0.54 1 1 1 4 阴极的电子发射0.55 1 1 1 5 焊接时电弧的引燃过程0.56 1 1 1 6 电弧的构造与温度0.51 12 焊接电弧的静特性及其偏吹17 1 1 2 1 静特性曲线0.58 1 1 2 2 影响电弧静特性曲线的因素0.59 1 1 2 3 焊接电弧的偏吹0.51 2 焊接冶金基础61 2 1 焊接冶金的特点和焊缝金属的结晶过程110 1 2 1 1 焊接熔池的构成0.511 1 2 1 2 焊接冶金过程的特点0.512 1 2 1 3 焊缝金属的一次结晶0.513 1 2 1 4 焊缝中的偏析现象0.514 1 2 1 5 焊缝金属的二次结晶0.51 2 2 焊接接头的热影响区115 1 2 2 1 焊接热循环的意义0.516 1 2 2 2 焊接热循环的主要参数0.517 1 2 2 3 影响焊接热循环的因素0.518 1 2 2 4 焊接热影响区的组织和性能0.51 2 3 焊接区的气体及其对焊缝金属的影响119 1 2 3 1 焊接区中的气体成分和它们的分解反应0.520 1 2 3 2 焊接区中的气体及其对焊缝金属的影响0.51 2 4 焊接熔渣121 1 2 4 1 熔渣的作用0.522 1 2 4 2 熔渣的化学成分与性质0.51 2 5 焊缝金属的脱氧、脱硫和脱磷123 1 2 5 1 置换脱氧0.524 1 2 5 2 扩散脱氧0.525 1 2 5 3 酸性渣和碱性渣脱氧过程的不同特点0.526 1 2 5 4 焊缝金属的脱硫0.527 1 2 5 5 焊缝金属的脱磷0.51 2 6 焊缝金属的渗合金128 1 2 6 1 合金化的目的及方式0.529 1 2 6 2 合金元素的过渡系数0.51 3 焊缝中的气孔11 3 1 气孔的形成及预防130 1 3 1 1 熔池的深度0.531 1 3 1 2 气泡的直径0.532 1 3 1 3 熔池的结晶速度0.533 1 3 1 4 氢、氮、CO形成气孔的原因0.534 1 3 1 5 冶金因素对气孔形成的影响及预防措施0.535 1 3 1 6 工艺因素对气孔形成的影响及预防措施0.51 4 焊接接头的裂纹61 4 1 热裂纹的特点及其产生原因136 1 4 1 1 热裂纹的特点0.537 1 4 1 2 热裂纹的产生原因0.538 1 4 1 3 热裂纹的分类0.51 42 防止热裂纹的措施1 39 1 4 2 1 防止热裂纹的措施11 4 3 冷裂纹的特点及其产生原因140 1 4 3 1 冷裂纹的特点0.541 1 4 3 2 冷裂纹的产生原因0.51 4 4 防止冷裂纹的措施1 42 1 4 4 1 防止冷裂纹的措施11 4 5 再热裂纹的产生原因及预防措施143 1 4 5 1 再热裂纹的产生原因0.544 1 4 5 2 防止再热裂纹的措施0.51 4 6 层状撕裂的特点、产生原因及预防措施145 1 4 6 1 层状撕裂的特点及产生原因0.546 1 4 6 2 防止层状撕裂的措施0.52 焊接工艺及设备252 1 CO2气体保护焊32 1 1 概述及特性147 2 1 1 1 CO2焊的基本原理0.548 2 1 1 2 CO2焊的分类0.549 2 1 1 3 CO2焊的优点及应用范围0.550 2 1 1 4 冶金特点0.551 2 1 1 5 焊接电源和熔滴过渡特性0.52 1 2 CO2焊用气体和焊丝及焊接设备152 2 1 2 1 CO2气体及其要求0.553 2 1 2 2 CO2焊丝0.554 2 1 2 3 CO2焊机的分类及其组成0.555 2 1 2 4 NBC-500型晶闸管式CO2半自动焊机0.556 2 1 2 5 CO2半自动焊机的常见故障特征、产生原因及消除方法0.52 13 CO2焊的焊接工艺157 2 1 3 1 规范参数及其对焊缝形状的影响0.558 2 1 3 2 CO2焊的施焊技术0.559 2 1 3 3 药芯焊丝CO2焊的特点及其焊接规范参数的选择0.560 2 1 3 4 CO2焊的缺陷种类、产生原因及消除方法0.52 2 氩弧焊32 2 1 概述及特性161 2 2 1 1 氩弧焊的基本原理0.562 2 2 1 2 氩弧焊的优点及应用0.563 2 2 1 3 氩弧焊的电弧燃烧特性0.564 2 2 1 4 氩弧焊的电源外特性0.565 2 2 1 5 熔化极氩弧焊熔滴过渡特性0.566 2 2 1 6 氩弧焊的焊接电源种类和极性0.52 2 2 氩气、电极材料和焊接设备167 2 2 2 1 氩气0.568 2 2 2 2 电极材料0.569 2 2 2 3 氩弧焊机的分类0.570 2 2 2 4 手工钨极氩弧焊机的组成0.571 2 2 2 5 常用手工钨极氩弧焊机0.572 2 2 2 6 钨极焊机的保养和常见故障的消除0.52 23 氩弧焊工艺173 2 2 3 1 氩弧焊规范对焊缝成形和焊接过程的影响0.574 2 2 3 2 钨极手工氩弧焊操作技术0.52 3 等离子弧焊接和切割42 3 1 概述175 2 3 1 1 等离子体0.576 2 3 1 2 等离子弧的产生特点及类型0.577 2 3 1 3 等离子弧焊的基本方法及其原理0.52 3 2 等离子弧焊设备和弧焊技术178 2 3 2 1 等离子弧焊设备的组成0.579 2 3 2 2 LH-300型自动等离子弧焊机0.580 2 3 2 3 等离子弧的稳定性0.581 2 3 2 4 等离子弧焊的主要规范参数及选择0.52 3 3 等离子弧切割原理及切割方法182 2 3 3 1 切割原理0.583 2 3 3 2 等离子弧切割方法0.52 3 4 等离子弧切割设备和切割技术1 84 2 3 4 1 等离子弧切割设备的组成0.585 2 3 4 2 LG-400-2型等离子弧切割机0.586 2 3 4 3 等离子弧切割规范的选择0.587 2 3 4 4 等离子弧切割操作步骤0.52 4 电阻焊32 4 1 概述188 2 4 1 1 电阻焊的特点及其分类0.589 2 4 1 2 电阻焊的基本原理0.52 4 2 电阻焊用电极及电阻焊设备190 2 4 2 1 对电极材料的要求0.591 2 4 2 2 电极材料的种类及用途0.592 2 4 2 3 电极的清理和修整0.593 2 4 2 4 电阻焊设备的分类及组成0.594 2 4 2 5 电阻焊机的主要技术参数0.52 43 点焊和缝焊工艺195 2 4 3 1 点焊接头形式及焊前准备0.596 2 4 3 2 不同厚度和不同材料焊件的点焊0.597 2 4 3 3 缝焊接头形式及焊前准备0.598 2 4 3 4 低碳钢缝焊技术0.52 5 埋弧焊42 5 1 埋弧焊过程的焊接自动调节原理1 99 2 5 1 1 焊接过程自动化概念0.5 100 2 5 1 2 焊丝送给方式0.5 101 2 5 13 焊接电弧的自动调节0.52 5 2 埋弧自动焊机1 102 2 5 2 1 埋弧自动焊机概述0.5 103 2 5 2 2 MZ-1000型埋弧自动焊机0.5 104 25 2 3 MZ1-1000型埋弧自动焊机0.52 53 埋弧焊用焊接材料1 105 2 5 3 1 焊剂的作用及对焊剂的要求0.5 106 2 5 3 2 焊剂的分类及型号、牌号编制方法0.5 107 2 5 3 3 埋弧焊用焊丝0.5 108 2 5 34 埋弧焊的焊接材料选用0.52 5 4 埋弧焊工艺1 109 2 5 4 1 焊接规范的选择及其焊缝形状的影响0.5 110 2 5 4 2 埋弧自动焊施焊技术0.52 6 82 6 1 焊条电弧焊的焊接工艺参数1 111 2 6 1 1 焊接规范及其选择0.5 112 2 6 1 2 焊条金属的熔化特性0.52 6 2 提高焊条电弧焊生产率的途径1 113 2 6 2 1 提高焊条电弧焊生产率的常用方法12 63 焊条电弧焊电源1 114 2 6 3 1 对弧焊电源的基本要求0.5115 2 6 3 2 焊条电弧焊电源的种类及使用特点0.52 6 4 焊条电弧焊电源功率的选择1 116 2 6 4 1 确定弧焊电源的功率0.5 117 2 6 4 2 弧焊电源用焊接电缆的选择0.52 6 5 弧焊变压器1 118 2 6 5 1 弧焊变压器的特点及其分类0.5 119 2 6 5 2 BXI-330型动铁式弧焊变压器0.5 120 2 6 53 BX3-300-2型动圈式弧焊变压器0.52 6 6 弧焊发电机1 121 2 6 6 1 弧焊发电机的特点及其分类0.5 122 2 6 6 2 AX-320型裂极式弧焊发电机0.5 123 2 6 6 3 弧焊发电机常见的故障0.52 6 7 弧焊整流器1 124 2 6 7 1 弧焊整流器的特点及其分类0.5 125 2 6 7 2 ZX5-400B型晶闸管式弧焊整流器0.5 126 2 6 73 弧焊整流器常见的故障0.5 127 2 6 74 交直流两用弧焊整流器的特点及其分类0.5128 2 6 7 5 ZXE1-6×500/400型交直流两用弧焊整流器0.52 6 8 弧焊逆变器1 129 2 6 8 1 弧焊逆变器的特点及其分类0.5 130 2 6 8 2 ZX7-400型弧焊逆变器0.5 131 2 6 83 弧焊逆变器常见的故障特征0.53 常用金属材料的焊接203 1 金属的焊接性概述23 1 1 金属的焊接性及其类别1 132 3 1 1 1 金属的焊接性及其类别13 1 2 碳当量及其计算方法1 133 3 1 2 1 碳当量0.5 134 3 1 2 2 钢的碳当量计算方法0.5 135 3 1 2 3 常用焊接用钢的碳当量0.53 2 低合金高强度结构钢的焊接53 2 1 概述1 136 3 2 1 1 概述13 2 2 合金元素对焊缝金属性能的影响1 137 3 2 2 1 存在状态0.5 138 3 2 2 2 强化作用0.5139 3 2 2 3 合金元素在焊缝金属冷却过程中对组织转变的影响0.5140 3 2 2 4 单一合金元素对焊缝金属性能的影响0.53 2 3 低合金高强度结构钢的焊接性1 141 3 2 3 1 热影响区脆化0.5 142 3 2 3 2 裂纹0.53 24 低合金高强度钢的焊接材料选用原则1 143 3 2 4 1 按等强度原则0.5 144 3 2 4 2 按焊接过程的冶金特点0.53 2 5 低合金高强度钢的焊接工艺1 145 3 2 5 1 焊前准备0.5 146 3 2 5 2 焊接热输入0.5 147 3 2 5 3 预热、后热处理0.5 148 3 2 54 16Mn钢的焊接0.5 149 3 2 5 5 15MnV钢的焊接0.5 150 3 2 56 18MnMoNb钢的焊接0.5 151 3 2 57 15MnMoVN调质钢的焊接0.53 3 低合金耐热钢的焊接33 3 1 概述1 152 3 3 1 1 概述13 3 2 低合金耐热钢的焊接性1 153 3 3 2 1 淬硬性0.5 154 3 3 2 2 再热裂纹0.53 3 3 低合金耐热钢的焊接工艺1 155 3 3 3 1 焊接方法的选择0.5 156 3 3 3 2 焊接工艺的制定0.5 157 3 3 3 3 常见低合金耐热钢的焊接0.53 4 不锈钢的焊接13 4 1 概述及焊接1 158 3 4 1 1 不锈钢的分类0.5 159 3 4 1 2 不锈钢的组织和性能0.5 160 3 4 1 3 奥氏体不锈钢的焊接0.5 161 3 4 1 4 铁素体不锈钢的焊接0.5 162 3 4 1 5 马氏体不锈钢的焊接0.5 163 3 4 1 6 不锈钢复合钢板的焊接0.53 5 铸铁的焊接13 5 1 概述及焊接1 164 35 1 1 铸铁的分类0.5 165 3 5 1 2 铸铁的石墨化及其受化学成分的影响0.5 166 3 5 1 3 灰铸铁的焊接0.5 167 3 5 1 4 球墨铸铁的焊接0.53 6 铝及铝合金的焊接23 6 1 铝及铝合金的种类和性能1 168 3 6 1 1 概述0.5 169 3 6 1 2 铝及铝合金的分类和性能0.53 6 2 铝及铝合金的焊接性和常用焊接方法1 170 3 6 2 1 铝及铝合金的焊接特点0.5 171 3 6 2 2 铝及铝合金的焊接材料选用0.5 172 3 6 2 3 铝及铝合金的焊接材料选用0.5173 3 6 2 4 铝及铝合金的钨极手工氩弧焊0.5 174 3 6 2 5 铝及铝合金的钨极自动氩弧焊0.5 175 3 6 2 6 铝及铝合金的熔化极氩弧焊0.5 176 3 6 2 7 铝及铝合金的气焊0.5 177 3 6 2 8 铝及铝合金的焊条电弧焊0.53 7 铜及铜合金的焊接23 7 1 铜及铜合金的种类和性能1 178 3 7 1 1 铜及铜合金的种类和性能13 7 2 铜及铜合金的焊接性和常用焊接方法1 179 3 7 2 1 铜及铜合金的焊接性0.5 180 3 7 2 2 铜及铜合金焊接材料的选用0.5 181 3 7 2 3 纯铜的焊接技术0.5 182 3 7 24 黄铜的焊接技术0.5 183 3 7 2 5 青铜的焊接技术0.53 8 堆焊43 8 1 堆焊的特点1 184 3 8 1 1 正确选择堆焊合金0.5 185 3 8 1 2 注意母材对堆焊层的稀释作用0.5 186 3 8 1 3 注意经济性0.53 8 2 堆焊金属表面磨损的类型1 187 3 8 2 1 堆焊金属表面磨损的类型13 8 3 堆焊合金材料及其选用1 188 3 8 3 1 堆焊合金材料的种类0.5 189 3 8 3 2 堆焊合金材料的选用0.53 84 堆焊工艺及堆焊材料形状1 190 3 8 4 1 堆焊工艺及其特点0.5 191 3 8 4 2 堆焊金属的形状0.5 192 3 8 4 3 焊条电弧堆焊0.5 193 3 8 4 4 埋弧堆焊技术0.54 焊接应力和变形104 1 应力和变形的概念34 1 1 变形和应力1 194 4 1 1 1 变形0.5 195 4 1 1 2 应力和内应力0.54 1 2 内应力的特点及对应力图的要求1 196 4 1 2 1 内应力的特点及对应力图的要求14 1 3 焊接应力的分类1 197 4 1 3 1 根据焊接应力在空间的位置0.5198 4 1 3 2 根据焊接应力发生的互相平衡所在的范围大小0.5199 4 1 3 3 根据焊接应力形成的原因0.5 200 4 1 3 4 根据焊接应力在焊缝中的方向不同0.54 2 焊接应力和变形的产生原因34 2 1 金属棒的均匀加热和冷却1 201 4 2 1 1 金属棒的均匀加热和冷却14 2 2 纵向和横向的焊接应力和变形1 202 4 2 2 1 纵向焊接应力和变形0.5 203 4 2 2 2 由纵向变形引起的横向应力和变形0.5204 4 2 2 3 由焊缝冷却的先后不同而形成的横向应力和变形0.54 2 3 影响焊接应力和变形的因素1 205 4 2 3 1 影响焊接应力和变形的因素14 3 焊接变形的种类14 3 1 焊接变形的种类1 206 4 3 1 1 焊接变形的种类14 4 预防和减小焊接应力和变形的措施34 4 1 从结构设计方面的预防措施1 207 4 4 1 1 从结构设计方面的预防措施14 4 2 减少焊接应力和变形的方法1 208 4 4 2 1 减少焊接应力和变形的方法14 4 3 消除焊接残余应力的方法和焊接变形的矫正1209 4 4 3 1 概述0.5 210 4 4 3 2 消除焊接残余应力的方法0.5 211 4 4 3 3 机械矫正法0.5 212 4 4 3 4 火焰矫正法0.55 焊接检验105 1 焊接质量及检验的重要性35 1 1 焊接质量检验的重要性及焊接接头的质量要求1213 5 1 1 1 焊接质量检验的重要性0.5 214 5 1 1 2 焊缝外形的要求0.5 215 5 1 1 3 焊缝内在质量的要求0.5 216 5 1 1 4 焊接接头力学性能要求0.5 217 5 1 1 5 金相组织、硬度测定和化学成分分析0.55 1 2 焊接检验方法分类1 218 5 1 2 1 焊接检验方法分类15 1 3 焊接检验过程1 219 5 1 3 1 施工条件的检验0.5 220 5 1 3 2 施工过程的检验0.5 221 5 1 3 3 焊后质量的检验0.55 2 焊接接头的非破坏性检验65 2 1 非破坏性检验方法1 222 5 2 1 1 非破坏性检验方法15 2 2 致密性检验1 223 5 2 2 1 灌水试验0.5224 5 2 2 2 冲水试验0.5 225 5 2 2 3 水压试验0.5 226 5 2 2 4 充气试验0.5 227 5 2 2 5 涂煤油试验0.5 228 5 2 2 6 氨气试验0.55 2 3 射线检验1 229 5 2 3 1 X射线的产生及其性质0.5 230 5 2 3 2 X射线探伤的原理及底片缺陷的辨认0.5 231 5 2 3 3 γ射线的性质及与X射线的比较0.55 2 4 超声波检验1 232 5 2 4 1 超声波的产生与特性0.5 233 5 2 4 2 超声波探伤仪的结构及工作原理0.5 234 5 2 4 3 用超声波探伤仪判断焊缝缺陷0.55 2 5 磁粉检验1 235 5 2 5 1 磁粉检验的原理0.5 236 5 2 5 2 检验方法0.55 26 渗透检验1 237 5 2 6 1 荧光检验法0.5 238 5 2 6 2 着色检验法0.55 3 焊接接头的破坏性检验15 3 1 焊接接头的相关试验1 239 5 3 1 1 拉伸试验0.5 240 5 3 1 2 弯曲试验0.5 241 5 3 1 3 冲击试验0.5 242 5 3 1 4 硬度试验0.5 243 5 3 1 5 宏观金相分析0.5 244 5 3 16 微观金相分析0.5 245 5 3 17 焊缝金属的化学分析试验0.56 气焊与气割206 1 概述36 1 1 气焊与气割原理1 246 6 1 1 1 气焊的基本原理0.5 247 6 1 1 2 气割的基本原理及气割条件0.56 1 2 可燃气体和助燃气体1 248 6 1 2 1 氧气和乙炔16 1 3 气焊丝和气焊溶剂1 249 6 1 3 1 气焊丝的种类、用途及成分0.5 250 6 1 3 2 气焊溶剂的分类0.5 251 6 1 3 3 气焊溶剂的种类0.56 2 气焊与气割设备及器具56 2 1 氧气瓶1 252 6 2 1 1 氧气瓶的构造0.5 253 6 2 1 2 氧气瓶的使用0.56 2 2 乙炔瓶及其发生器1 254 6 2 2 1 乙炔瓶的构造0.5 255 6 2 2 2 乙炔瓶的使用0.5 256 6 2 2 3 乙炔发生器的分类0.5 257 6 2 2 4 YJP-1.0-1.0型乙炔发生器0.56 2 3 回火防止器和减压器1 258 6 2 3 1 回火防止器的作用及其分类0.5 259 6 2 3 2 回火防止器的构造及工作原理0.5 260 6 2 3 3 减压器的作用及其分类0.5 261 6 2 3 4 减压器的使用注意事项及故障排除0.56 2 4 焊炬和割炬1 262 6 2 4 1 焊炬的用途及其分类0.5 263 6 2 4 2 焊炬的使用0.5 264 6 2 4 3 割炬的用途及其分类0.5 265 6 2 4 4 割炬的使用0.56 2 5 气焊与气割工具及辅助用具1 266 6 2 5 1 气焊与气割工具0.5 267 6 2 5 2 辅助用具0.56 3 气焊工艺36 3 1 氧乙炔火焰概述1 268 6 3 1 1 中性焰0.5 269 6 3 1 2 碳化焰0.5 270 6 3 1 3 氧化焰0.5 271 6 3 1 4 氧乙炔焰的温度分布0.56 3 2 气割规范及其选择1 272 6 3 2 1 焊丝与气焊溶剂的选择0.5 273 6 3 2 2 火焰成分的选择0.5 274 6 3 2 3 火焰能率的选择0.5 275 6 3 2 4 焊炬的倾斜角0.5 276 6 3 2 5 焊接速度0.56 3 3 低碳钢的气焊技术1 277 6 3 3 1 焊件的定位焊0.5 278 6 3 3 2 板材的焊接0.5 279 6 3 3 3 薄壁容器的选择0.5 280 6 3 3 4 管子的焊接0.56 4 手工氧气切割工艺26 4 1 手工氧气切割规范的选择1 281 6 4 1 1 切割氧压力0.5 282 6 4 1 2 气割速度0.5 283 6 4 1 3 预热火焰的能率0.5 284 6 4 1 4 割嘴与割件间的倾斜角0.5 285 6 4 1 5 割嘴离割件表面的距离0.56 4 2 手工氧气切割技术1286 6 4 2 1 气割前的准备及气割过程0.5 287 6 4 2 2 开孔零件和圆钢的气割0.5 288 6 4 2 3 厚钢件的气割0.56 5 机械氧气切割设备及工艺46 5 1 机械氧气切割分类1 289 6 5 1 1 机械氧气切割分类16 5 2 CG1-30型气割机1 290 6 5 2 1 气割机构造及使用0.5291 6 5 2 2 CG1-30型气割机的常见故障特征、产生原因及消除方法0.56 5 3 自动切割机1 292 6 5 3 1 自动切割机16 5 4 机械氧气切割技术1 293 6 5 4 1 焊接坡口的机械氧气切割技术0.5 294 6 5 4 2 数控氧气切割技术0.56 6 特种切割36 6 1 氧矛气割1 295 6 6 1 1 氧矛气割16 6 2 不锈钢氧-溶剂气割1 296 6 6 2 1 溶剂0.5 297 6 6 2 2 气割工艺0.56 6 3 快速氧气切割1 298 6 6 3 1 基本原理0.5 299 6 6 3 2 快速割嘴0.5 300 6 6 3 3 快速气割技术0.5《焊工》(四级)操作技能鉴定要素细目表职业(工种)名称焊工等级四级职业代码序号鉴定点代码名称·内容重要系数备注项目单元细目1 焊条电弧焊1 1 焊条电弧焊1 1 1 焊条电弧焊板对接1 12 焊条电弧焊大口径管对接1 1 3 焊条电弧焊小口径管对接1 1 4 焊条电弧焊T型接头1 1 5 焊条电弧焊管子管板焊1 1 6 焊条电弧焊板T型角焊2 手工钨极氩弧焊2 1 手工钨极氩弧焊2 1 1 手工钨极氩弧焊板对接2 1 2 手工钨极氩弧焊小口径管对接2 13 手工钨极氩弧焊管板焊3 半自动二氧化碳气体保护焊3 1 半自动二氧化碳气体保护焊3 1 1 半自动二氧化碳气体保护焊板对接3 1 3 半自动二氧化碳气体保护焊大口径管对接3 1 3 半自动二氧化碳气体保护焊板T型角焊4 埋弧焊4 1 埋弧焊4 1 1 埋弧焊板对接(注:将“操作技能鉴定要素细目表”和“理论知识鉴定要素细目表”组合成为《鉴定要素细目表》)。