人机作业分析与常用改善方法
- 格式:doc
- 大小:73.00 KB
- 文档页数:2

IE七大手法IE(工业工程)七大手法是企业内部IE人员或其他人员用来进行流程或其他活动改善的基本手法(工具)。
目录简介版本内容使用目的简介版本内容使用目的展开编辑本段简介“IE”是应用科学及社会学的知识,以合理化、舒适化的途径来改善我们工作的品质及效率,以达到提高生产力,增进公司之利润,进而使公司能长期的生存发展,个人的前途也有寄托之所在。
因此,简单地说“IE”就是代表“合理化及改善”的意义,为了顾及记忆的方便,我们就以中文“改善”来代表“IE”的含义。
编辑本段版本IE七大手法的归纳有很多版本,主要有以下几种:一、基础IE里的内容:IE手法包括:方法研究(程序分析、动作分析),作业测定,布置研究,Line Balance等,但不够七个。
在现场IE里,IE七大手法包括:程序分析、动作分析,搬运分析,动作经济原则,作业测定,布置研究,Line Balance。
二、台湾公司的教材里1、工程分析。
2、搬运工程分析。
3、运动分析(工作抽查)4、生产线平衡。
5、动作分析。
6、动作经济原则。
7、工厂布置改善。
三、其它的各种说法:1、IE七大手法为:作业分析、程序分析(运用ECRS技巧)、动作分析(动作经济原则)、时间分析、稼动分析、布置搬动分析、生产线平衡2、IE七大手法:流程分析法、动作分析法、动作经济原则、时间研究、工作抽查法、人机配置法、工作简化法3、IE七大手法:动作改善法(动改法)、防止错误法(防错法)、5*5W1H 法(五五法)、双手操作法(双手法)、人机配合法(人机法)、流程程序法(流程法)、工作抽样法(抽样法)4、IE七大手法:程序分析、时间分析、动作分析、流水线分析、稼动分析、物料分析、环境分析。
其中最常用的IE七大手法为:防错法、动改法、流程法、五五法、人机法、双手法和抽样法。
编辑本段内容防错法又称防愚法、愚巧法(Poka-yaka),其意义即是防止愚笨的人做错事。
防错法主要探讨如何避免做错事情,使工作第一次就做好的精神能够具体实现。
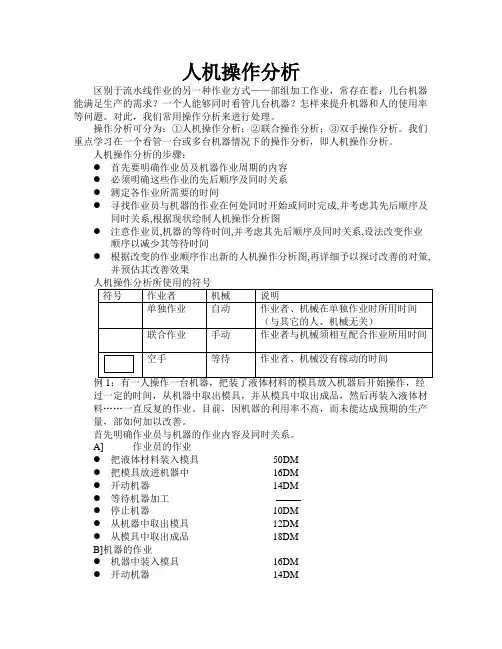
人机操作分析区别于流水线作业的另一种作业方式——部组加工作业,常存在着:几台机器能满足生产的需求?一个人能够同时看管几台机器?怎样来提升机器和人的使用率等问题。
对此,我们常用操作分析来进行处理。
操作分析可分为:①人机操作分析;②联合操作分析;③双手操作分析。
我们重点学习在一个看管一台或多台机器情况下的操作分析,即人机操作分析。
人机操作分析的步骤:●首先要明确作业员及机器作业周期的内容●必须明确这些作业的先后顺序及同时关系●测定各作业所需要的时间●寻找作业员与机器的作业在何处同时开始或同时完成,并考虑其先后顺序及同时关系,根据现状绘制人机操作分析图●注意作业员,机器的等待时间,并考虑其先后顺序及同时关系,设法改变作业顺序以减少其等待时间●根据改变的作业顺序作出新的人机操作分析图,再详细予以探讨改善的对策,并预估其改善效果过一定的时间,从机器中取出模具,并从模具中取出成品,然后再装入液体材料……一直反复的作业。
目前,因机器的利用率不高,而未能达成预期的生产量,部如何加以改善。
首先明确作业员与机器的作业内容及同时关系。
A]作业员的作业●把液体材料装入模具 50DM●把模具放进机器中 16DM●开动机器 14DM●等待机器加工●停止机器 10DM●从机器中取出模具 12DM●从模具中取出成品 18DMB]机器的作业●机器中装入模具 16DM●开动机器 14DM●加工 90DM●停机 10DM●取出模具 12DM●等待放入模具C]作业员与机器的同时关系(作业员)(机器)把模具放进机器装入模具开动机器开动机器停止机器停机从机器中取出模具取出模具根据以上的资料,首先决定同时开始的作业,在此以“放入模具”作为整个操作周期的起点。
然后以作业的先后顺序及同时关系绘图:人机操作分析用纸现状的周期时间为210DM,机器等待为68DM,因此,一周期中的机器利用率=(周期时间-等待时间)/周期时间=(210-68)/210=67.6%为减少作业员及机器的“等待”,检讨一下是否可以利用“机器加工”的这段时间。

“人机料法环”与安全工作的分析报告_如何做好车间管理工作——浅谈“人机料法环”管理在日常工作中,我们经常能听到一些人张口闭口的一系列管理专业名词,如“5h2w”、“pdca循环管理模式”、“6s”、“人、机、料、法、环”等等,但真正能够把这些管理思想深刻懂得并正确的运用到实际工作中去的人却少之又少,很多人仅仅只是懂得其表层意思或者生搬硬套的去使用这些管理工具,在此浅谈一下我个人对“人、机、料、法、环”管理的懂得与经验。
一、“人”,即人的管理。
管理归根结底是对人的管理。
在选人、育人、用人上,我们要有严格的标准限制,1、选人:司马光在《资治通鉴》中曾经提出了一套选才标准:“苟不能得圣人君子,与其得小人,不若得愚人也。
”他对圣人、君子、小人下的定议:“是才德全尽谓之圣人,才德兼亡谓之愚人。
德胜才谓之君子、才胜德谓之小人也。
”司马光所说不无道理。
用人最理想的标准是德才兼备,但这一标准的选择空间太小,自古以来圣人就是凤毛麟角。
在才德不能兼备的情况下,有的人觉得愚人是比较保险的选择。
选一个傀儡操纵,他会很听话,由于愚,他没能力做好事,同样也没能力做坏事。
而小人就不一致了,小人无德,但他有才,无德不能做好事,其才却足以做坏事。
选傀儡的前提是,得有一个好的操纵者,否则,傀儡什么也做不了,将百无一用。
才高德薄的小人,无德,有坏事的可能;但有才,却是成事的资本。
把小人弃而不用,于才未免惋惜。
真正会用人的,在于用其长,抑其短,用其长来帮助自己成事,抑其短可避免其带来的危害。
要使用好小人,要求用人者其才足以遏止小人的无德,要有识人的能力,同时有足够驾御小人的手段。
因此,在伊利原老总郑俊怀与蒙牛老总牛根生的博弈中,郑俊怀输的很完全,因此乎牛根生办公室内挂起了一块颇具心得体会的牌匾:“有德有才,破格重用、有德无才,培养使用、无德有才,限制使用、无德无才,坚决不用”上面的人才观念,在关于管理层级的人员来说非常重要,但关于生产一线的员工来说,却不太适用,关于员工,我们需要用另一套标准来衡量,由于员工只是进行生产操作作业,关于他们的使用只需要用一个标准就能够,那就是“责任”。
车间人机工程改善措施方案一、背景随着科学技术的不断发展和生产力的提高,工业生产已经日益依赖机器和设备。
人机工程是研究和设计人与机器、设备及工作环境之间的交互作用的一门学科。
人机工程改善措施是指在工业生产过程中,通过改善工作场所、工作流程等一系列措施,提高工人的生产效率、减轻工作负荷,保护工人的健康和安全等。
因此,车间人机工程的改善对于提高生产效率、降低生产成本、改善工作环境、确保工人安全等方面都具有重要意义。
二、问题分析1. 工作场所布局不合理:车间内机器设备摆放混乱,通道狭窄,容易导致工作过程中发生事故。
2. 工作任务繁重:部分工作任务需要长时间站立或弯腰操作,容易导致工人身体不适,增加工作负担。
3. 设备老化和维护不及时:部分机器设备老化严重,经常出现故障,维护保养不及时,影响了工作效率。
4. 作业环境恶劣:车间内噪音、灰尘、振动等环境因素对工人的健康影响严重。
5. 安全隐患较多:车间内安全设施不完善,容易发生事故。
以上问题的存在严重影响了车间的生产效率和工人的身体健康,需要进行改善措施。
三、改善措施1. 优化工作场所布局(1)重新规划工作区域,合理布局机器设备,确保通道畅通,避免发生碰撞和意外。
(2)设置标识标牌,明确指示各种设备的位置和使用方法,提高工作效率,降低操作风险。
2. 优化工作任务(1)合理安排工作任务,避免长时间弯腰或站立操作,减轻工人身体负担。
(2)推行轮岗制度,让工人在不同的工作岗位之间轮换,减少单一工作岗位对工人身体的损害。
3. 更新设备和加强维护(1)更新老化设备,采用新型高效设备,提高生产效率。
(2)加强设备的维护保养,定期对设备进行检查和维修,减少故障的发生。
4. 改善工作环境(1)加强噪音、灰尘、振动等环境因素的监测和控制,减少对工人的危害。
(2)改善车间通风系统,提高空气品质,减少有害气体的积聚,保护工人的身体健康。
5. 加强安全管理(1)设立安全警示标识,明确标示危险区域和安全通道,提高工人的安全意识。
人机作业分析是指什么?人机作业分析的主要用途有哪些?在制造业中,生产设备的多寡、是否先进都是衡量企业实力的重要指标。
可以说,生产设备是企业的宝贵资产。
如果一个企业拥有一批优质的设备,就拥有了生产的基本条件。
再招募相应的设备操作者,企业也就开始了产出。
然而,机器是死的,人是活的,要想把机器使用好,就不得不找熟悉机器的人去操作这些机器。
当然这个操作过程是慢慢磨合出来的,需要进行人机作业分析,调整操作方式,找到合适的操作方法后再进行培训和强化,进而提高生产效率。
那么人机作业分析是指什么?企业又该如何进行高质量的人机作业分析?一、人机作业分析是指什么人机作业分析的本质内容就是对工人操作机器的方法进行分析,让工人可以用一种更好的方式去操作机器,从而提高机器的使用效率,进一步提高生产效率。
简单点说,在为进行分析之前,一个工人只能勉强操作一台机器,而经过分析优化之后,一个工人有可能可以熟练的操作2至3台机器,或者原本2个工人完成的一人工序,这样一来就极大地提高了机器的使用效率同时降低了人力成本。
二、人机作业分析的主要用途有哪些人机作业分析的作用主要表现在几个方面。
一是提升企业竞争力。
工人之所以不能够熟练操作机器,根本原因在于操作方式存在问题,经过一系列的分析优化之后,让工人掌握更先进的机器使用方法,并消除一些不必要的作业浪费,工人的操作速度自然就会提升,产出更得到相应的改善,从而提升企业竞争力。
二是提高生产效率。
一个人操作一台机器和一个人操作两台机器的生产速度是不一样的,如果你的工人能够操作更多的机器,那么你的产品产量就会得到极大的提升,设备也可以满载运转,提高生产效率。
三、优化产品生产成本。
一个人操作两台机器和一个人操作一台机器的人工成本显然是不一样的,因此进行人机作业分析,有助于优化产品生产成本。
四、产品质量更稳定。
通过人机作业分析,帮助员工提高工作效率,员工收入增加了,流失率也降低了,产品质量也更稳定了。
Part 1 人机联合作业分析小游戏一背景简介
基本概念(什么叫人机作业分析)主要用途通过对某一项作业的现场观察,(1)发现影响人机作业效率的原因记录操作者和机器设备(2)判断操作者能够同时操作机器的台数在同一时间内的工作情况,并加以分析,(3)判定操作者和机器两方面哪一方对提高寻求合理的操作方法, 工效更为有利 使人和机器的配合更加协调,以充分发挥人和机器的效率。
主要步骤
(1)观察和记录操作者与机器设备在一个作业周期(周程)内各自的操作步骤和操作内容 (3)运用工作简化和合并交叉的原则,研究改进操作的各种可能性,提出切实可行的改进方案 (4)绘出新的操作分析图表 人机作业分析图
人机作业图是记录在同一时间坐标上,
表明作业者与机器的协调和配合关系的一种图表
它可以清楚地显示人的工作周期与机器的工作周期在 时间上的配合关系
因此,通过对人机作业图的分析,
可以获得减少人机等待(空闲)时间, 提高人机效率的新方法举例说明
例1 根据视频资料,试分析人与设备利用率,并确认1人N 机; 例2 寻找改善点合并QC 人机作业分析(1人多机) UV 硅胶-物镜粘接自动化改善研究 ■ 作业视频 ■ 作业视频 ■ 动作单元划分 ■ 动作单元划分 ■ 作业测定 ■ 作业测定 ■ 绘制图表 ■ 绘制图表 ■ 确定1人N 机及改善方法 ■ 寻找改善方法 Part 2 常用改善方法
改善的定义是什么?何谓改善?一般人对改善有什么误区?改善无止境该如何理解?如何突破改善的瓶颈?改善无止境
It always a better way 【开心一笑】(略)
(2)用作业测定法确定这些操作活动的时间,按照操作者和机器设备操作活动的时间配合关系,在
作业分析图表中清晰地表示出来
常用改善方法一小游戏二
动作经济原则 (略)
● 减少动作数量
● 追求动作平衡
● 缩短动作移动距离
● 使动作保持轻松自然的节奏
常用改善方法二常用改善方法三
ECRS四大原则 4M1E法则
● 消除 ● 人员
● 合并 ● 物料
● 重排 ● 设备
● 简化● 方法
● 环境
小游戏三
(略)
常用改善方法四常用改善方法五
六大提问 IE七大手法
● when ● 程序分析
● what ● 动作分析
● why ● 搬运分析
● where ● 动作经济原则
● who ● 作业测定
● how ● 布置研究
● 线平衡
小游戏四
(略)
很多事情都是说到容易做到难,我对大家的要求只是代表我的一种美好愿望,并不是说我都能做到,事实上,很多我自己也做不到,不过知道了该怎么去做,怎么做才好就相当于有了一个清晰的目标,有了目标就会有达成的希望!。