超薄P+R按键结构、工艺的设计的指南
- 格式:ppt
- 大小:4.27 MB
- 文档页数:30

P+R按键P+R按键是众多电子产品按键的一种。
是指一种塑胶和硅橡胶结合组成的按键。
P是指Plastic(塑胶),R是指Rubber(橡胶)。
第一章部门简介一、概述:主要是完成P+R终结工艺上的组合工序。
二、设备:车啤机20台、气啤机24台、贴合机16台、UV炉4台、滴胶机6台、手啤机16台、导电手动移印机3台、电弧机2台、焗炉3台、喷室2个、切割机2台、超声波2台、自动丝印机1台、流水线输送带5条。
三、人员状况:现时总人数250人,其中干部14人。
四、组装目的:利用粘合剂将P与R材质有效地结合在一起,变成有价值的物品。
五、品质要求:在作业过程中,必须有效地保护好产品KEY面,贴上保护膜,避免或减少KEY面划伤;在过UV 炉时,必须按设定的标准参数作业,不得随意更改相关工艺条件。
六、部门特色:设备先进、技术一流、团队团结、持续完善。
第二章操作程序及相关要求一、装配概述:1、装配是汇总P+R所有生产部门而形成的最后一个产品组装部门,是它------使P与R才处于实质性的结合,生产线中有20条车啤机不停地运转,车啤机是利用冲程压力冲切塑胶钮,使用效率高,生产速度快,然后冲切的塑胶钮经过挑选再与印好胶水的胶片进行贴合。
这个环节是P+R的一个重要体现,再将贴合后的产品连同夹具一起,送往UV炉中进行固化,整个工序由此完成。
2、它包括表面处理、冲切、摆粒籽、丝印胶水、贴合、过UV炉等生产步骤。
①、表面处理,将硅胶片排好到电弧板上,经高压电流处理后喷Primer 再焗炉。
电弧机最主要目的是,用高压电流将硅胶分子运动击活,与Primer迅速结合的作用。
处理好的硅胶片再经过自动/手动机丝印胶水。
②、冲切:是装配生产的第一道工序,重点操作在于冲、脱模时,必须一次性地将料放入模中,不可在模上滑动,且一定要装制位。
以免造成粒籽划伤或被冲崩边。
③、摆粒籽:侧钮生产与其它生产不同,只要是摆key,侧钮摆key 全部是手摆,易出观严重异常,所以说摆key要高度集中力与熟练的动作。
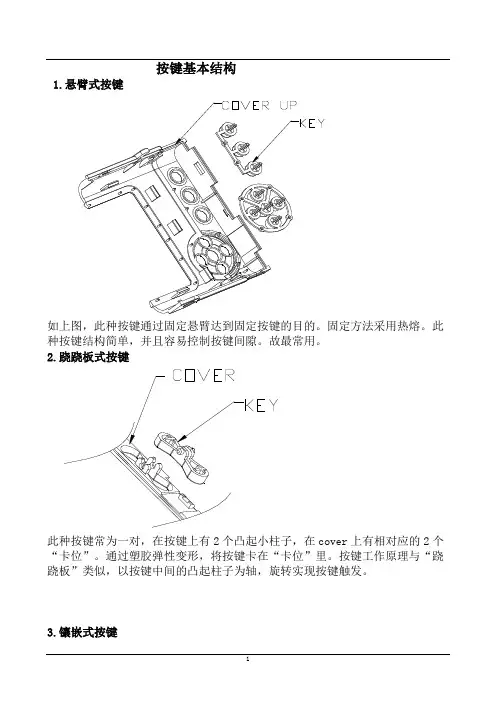
按键基本结构
如上图,此种按键通过固定悬臂达到固定按键的目的。
固定方法采用热熔。
此种按键结构简单,并且容易控制按键间隙。
故最常用。
2.跷跷板式按键
上有相对应的2个“卡位”。
通过塑胶弹性变形,将按键卡在“卡位”里。
按键工作原理与“跷跷板”类似,以按键中间的凸起柱子为轴,旋转实现按键触发。
3.镶嵌式按键
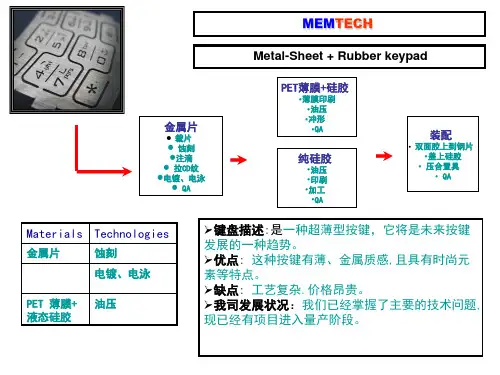
“P+R”即为PLACTIC+RUBBER,是一种手机上常用的按键工艺。
多为许多按键部在一起。
如上图,有8颗按键,这种情况,多采用“P+R”工艺。
“P+R”就是把塑胶按键,通过一种专用胶水,粘到RUBBER上。
然后固定RUBBER,以此来固定按键。

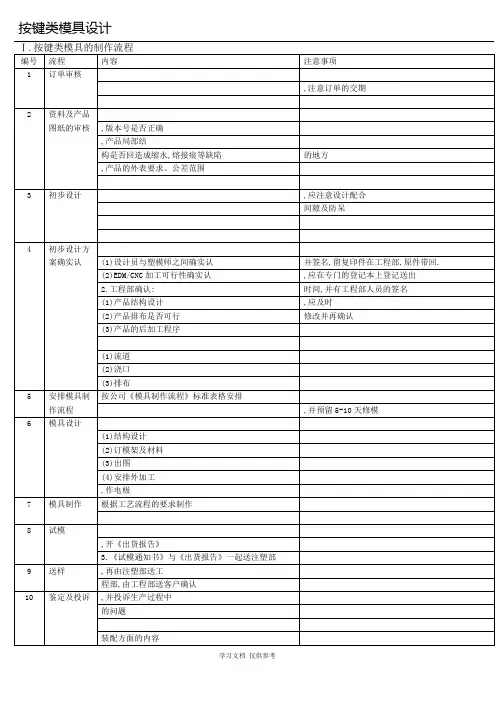
按键类模具设计11 修模Ⅱ按键类模具设计总则一、树立正确的观念〔一〕什么是模具:模具就是用来生产某种指定产品的工具。
即然模具只是生产产品的工具。
所以制作模具并不是制模人员的目标。
作业合格的产品才是我们一切努力的最终目标,而模具制作是这一过程中至关重要的环节。
只有得到合格的产品,模具和模具设计才实现其价值。
〔二〕什么是按键模:按键模就是用来生产按键类产品的工具,按键类产品有如下共同的特点:1 产品的尺寸相对较小,而尺寸精度要求高2 产品一般有较高的外表要求3 产品结构相对简单,但单件产品要求产量高4 产品有诸如:电镀,印刷等后道工序相对应于上述按键类产品的特点,按键类模具也有其相对应的特点:2 型腔、型芯的强度和外表质量要求高:一般型腔都要做到镜面抛光,故我们在选择工件材料和加工工艺也要相应选用性能好的S136钢材,热处理后硬度为48-52HRC3 在产品排布设计时,要设计边框和定位柱,以利于注塑工艺调整,以及产品后加工的固定,产品运输过程中的包装和保护。
〔三〕按键类产品使用的材料:1 ABS 用于空心电镀KEY或空心电镀2 PC 用于空心透明KEY或实心透明KEY3 PMMA 用于实心透明KEY4 按键类产品成型后的处理程序以及模具设计时应注意的地方。
〔1〕外表电镀1 整个外表都可以被电镀〔2〕侧面和顶面可被电镀而底面不可以电镀针对外表电镀的产品,模具设计时主要要考虑以下几点1 产品的底面尽量设计成平面2 LAYOUT 设计时,KEY间距有适当距离3 流道上要设计挂点,方便电镀时固定产品, 挂点距离为40-50MM4 在边框及流道上设计一小平面,方便电镀后检测电镀层的厚度5 定位柱应朝向产品侧,以保护电镀KEY的外表2 外表印刷:1 定位柱的设计应朝向KEY的反面,以保证定位柱不刮破印刷丝网2 流道边框等不能高于产品的KEY 顶面,以免干预印刷3 按键KEY与硅胶产品的装配大多的按键KEY做好之后,都要装配到硅胶产品上, 装配一般是通过用胶水将按键KEY 粘在硅胶上来完成.所以,产品结构设计时必须设计合适的装配间隙和防呆结构.二、模具设计:在完成对产品的分析之后,我们要进入正式的模具设计。
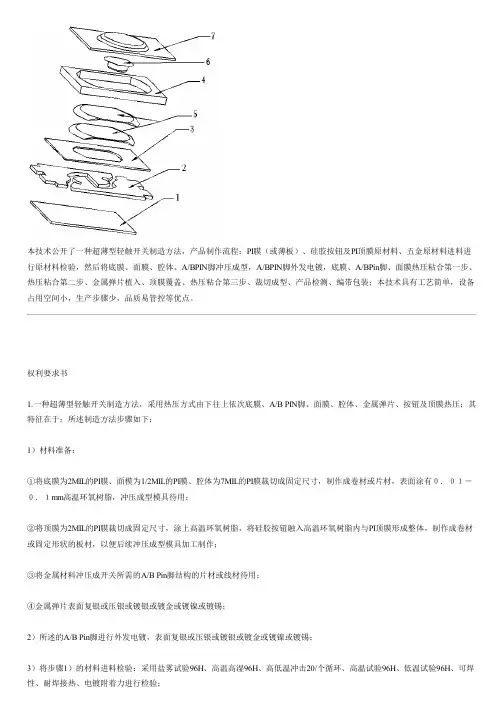
本技术公开了一种超薄型轻触开关制造方法,产品制作流程:PI膜(或薄板)、硅胶按钮及PI顶膜原材料、五金原材料进料进行原材料检验,然后将底膜、面膜、腔体、A/BPIN脚冲压成型,A/BPIN脚外发电镀,底膜、A/BPin脚、面膜热压粘合第一步、热压粘合第二步、金属弹片植入、顶膜覆盖、热压粘合第三步、裁切成型、产品检测、编带包装;本技术具有工艺简单,设备占用空间小,生产步骤少,品质易管控等优点。
权利要求书1.一种超薄型轻触开关制造方法,采用热压方式由下往上依次底膜、A/B PIN脚、面膜、腔体、金属弹片、按钮及顶膜热压;其特征在于:所述制造方法步骤如下:1)材料准备:①将底膜为2MIL的PI膜、面模为1/2MIL的PI膜、腔体为7MIL的PI膜裁切成固定尺寸,制作成卷材或片材,表面涂有0.01-0.1mm高温环氧树脂,冲压成型模具待用;②将顶膜为2MIL的PI膜裁切成固定尺寸,涂上高温环氧树脂,将硅胶按钮融入高温环氧树脂内与PI顶膜形成整体,制作成卷材或固定形状的板材,以便后续冲压成型模具加工制作;③将金属材料冲压成开关所需的A/B Pin脚结构的片材或线材待用;④金属弹片表面复银或压银或镀银或镀金或镀镍或镀锡;2)所述的A/B Pin脚进行外发电镀,表面复银或压银或镀银或镀金或镀镍或镀锡;3)将步骤1)的材料进料检验:采用盐雾试验96H、高温高湿96H、高低温冲击20/个循环、高温试验96H、低温试验96H、可焊性、耐焊接热、电镀附着力进行检验;4)进行第一步热压粘合:将冲压成型好的底膜定位于模具或治具上,底膜被PE膜覆盖的面朝上,模板上可固定一片或多片卷材或片材,去除表面覆盖的塑料薄膜;将已电镀好的A/B Pin脚片材或线材按照对应要求有序的排列在底膜上,然后取面膜去除一面的PE膜,将PE膜去除的一面覆盖于A/B Pin脚表面,另一面仍然保留,将固定好底膜、A/B Pin脚、面膜的模具或治具放入加温的设备内预热压粘合,所述温度为100-200度,时间为0.5-5秒,用于固定产品底膜、A/B Pin脚、面膜三种配件成为整体;将形成整体的配件放入温度为120-250度的模具内,压力为30-90KG/1CM2,可一次热压粘合1组底膜、A/B Pin脚、面膜配件或多组配件,进行热压粘合0.5小时以上,取出放置于常温下冷却待用;5)进行第二部热压粘合:将已冷却热压粘合步骤4)的组件重新定位于模具或治具上,要求底膜面朝下,面膜朝上,取腔体去除表面PE膜,覆盖于面膜上,将固定热压粘合步骤4)的组件及腔体的模具或治具放入加温的设备内预热压粘合,所述温度为100-200度,时间为0.5-5秒,用于固定热压粘合步骤4)的组件及腔体两种配件成为整体;将形成整体的配件放入温度为120-250度的模具内,压力为30-90KG /1CM2,可一次热压粘合1组热压粘合步骤4)的组件及腔体配件或多组配件,进行热压粘合0.5小时以上,取出放置于常温下冷却待用;6)将金属弹片植入步骤5)中所得的配件,一次植入一片或多片,用于导通A/B Pin脚电路;7)顶膜覆盖:将顶膜与按钮覆盖于腔体之上形成密闭空间,顶膜与按钮的结合为半固化高温环氧胶高温粘合,加工方式为:在PI膜或薄板上均匀涂抹一层半固化高温环氧胶,在材料还未固化的时候将按钮键入半固化高温环氧胶,置于烤箱内烘烤,温度为50-120度,时长为5分钟-20分钟,待其固化即形成开关顶膜,将金属弹片及已经融合成的腔体覆盖;8)进行第三步热压粘合:将覆盖好顶膜配件覆盖在装有金属弹片的腔体上,放入加温的设备内预热压粘合温度为100-200度,时间为0.5-5秒,用于固定热压粘合步骤5)的组件及顶膜配件两种配件成为整体;将形成整体的配件放入温度温度为120-250度的模具内,压力为30-90KG/1CM2,可一次热压粘合1组热压粘合步骤5)所得的组件及顶膜配件或多组配件,进行热压粘合0.5小时以上,取出放置在常温下待用;9)裁切成型:将热压粘合步骤8)完成的产品用裁切成型模具一次落料成型,根据产品规格及所需A/B PIN脚距离及形状,裁切成型产品;10)成品检测:将步骤9)中成型产品送至检验课,测试电气性能、机械性能、尺寸、外观,动作力、行程、回弹力、接触阻抗、绝缘阻抗、耐电压;11)产品包装:将步骤10)中的成品进行PE袋包装或编带包装处理。
本技术公开了一种超薄键盘的按键和一种电子设备,所述电子设备包括所述按键,所述按键包括键帽、支撑架以及至少两根弹力线;所述支撑架包括至少两个相对侧臂,所述两个相对侧臂之间定义出按压空间;所述至少两根弹力线将所述键帽与所述支撑架相对固定,并且使得所述键帽至少一部分进入所述按压空间时,提供使所述键帽回复的弹力。
通过采用弹力线结构,降低了按键在垂直工作距离上的要求,减小了按键自身的厚度,进而实现了键盘按键的轻薄化。
权利要求书1.一种超薄键盘的按键,其特征在于,包括键帽、支撑架以及至少两根弹力线;所述支撑架包括至少两个相对侧臂,所述两个相对侧臂之间定义出按压空间;所述至少两根弹力线将所述键帽与所述支撑架相对固定,并且使得所述键帽至少一部分进入所述按压空间时,提供使所述键帽回复的弹力。
2.根据权利要求1所述的按键,其特征在于,至少一根所述弹力线的两端分别固定于所述两个相对侧臂;所述键帽包括按压部及至少两个卡勾,所述按压部包括相背设置的按压面和抵压面,所述按压部的所述抵压面一侧抵顶所述至少一根所述弹力线,两个所述卡勾自所述按压部不同位置朝所述抵压面一侧延伸而出,从所述支撑架一侧穿过所述按压空间到达所述支撑架另一侧,并分别勾在所述两个相对侧臂上。
3.根据权利要求2所述的按键,其特征在于,所述支撑架包括四个首尾连接在一起的侧臂;所述弹力线数量为四,其中两根所述弹力线平行设置,各两端连接于两个所述相对侧臂的两端部,另两根所述弹力线也平行设置,各两端连接于另两个所述相对侧臂的两端部。
4.根据权利要求2所述的按键,其特征在于,所述支撑架包括四个首尾连接在一起的侧臂;所述弹力线数量为八,其中四根所述弹力线平行设置,各两端连接于两个所述相对侧臂的两端部,另四根所述弹力线也平行设置,各两端连接于另两个所述相对侧臂的两端部。
5.根据权利要求3或4所述的按键,其特征在于,包括压块,所述压块数量至少为四,每个压块一面固定于所述按压部的抵压面,另一面是凹形槽,所述弹力线收容于所述凹形槽中。