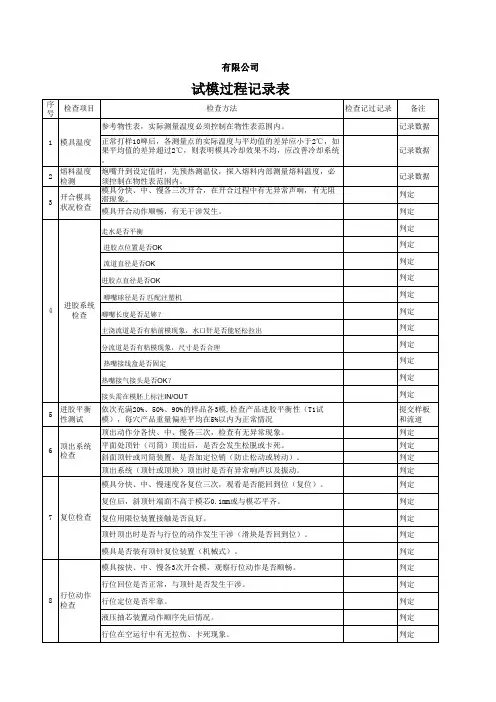
试模过程记录表
- 格式:xls
- 大小:50.50 KB
- 文档页数:2


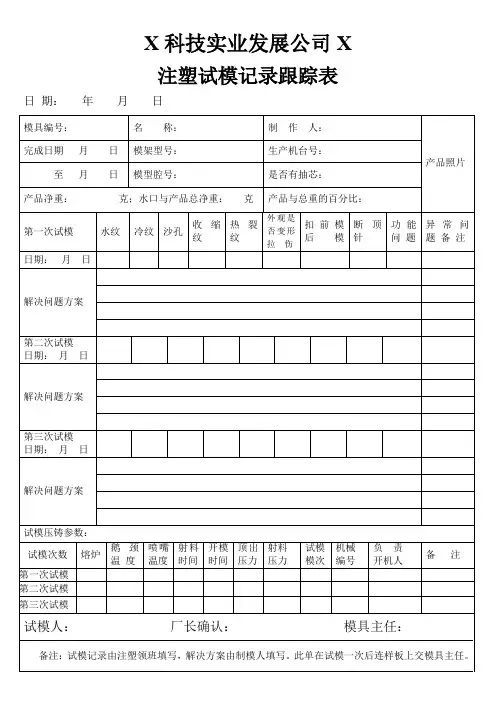
模具试模记录表.doc
公司名称
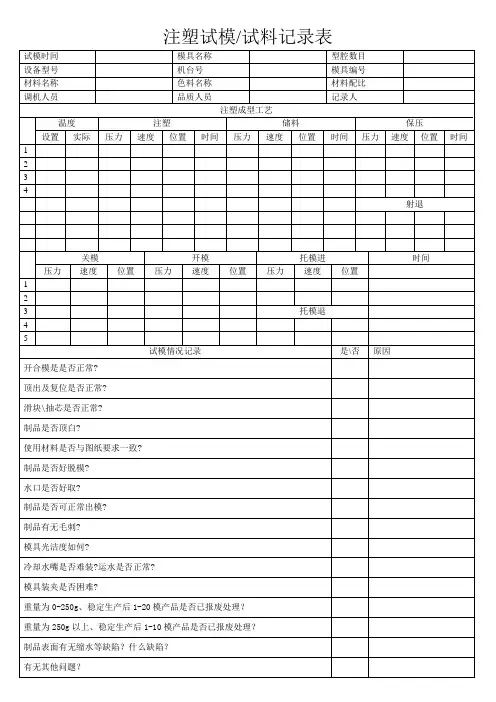
调机试模生产记录表
客户 : 室温 :
模具编号试模次数试模日期
品名试模工时一模重量
料号试模机室料头重量
材质机室规格成品重量
色号需求数量
穴( 号) 数用料重量
试模条件记录全自动半自动机械手
销模压计量烘料温度
射料压力①②③④⑤⑥㎏ /㎝2 射料速度①②③④⑤⑥ %
保压①②③④⑤⑥㎏ /㎝ 2 增压①②③④⑤⑥ %
射料行程①②③④⑤残量s
熔炉温度①②③④⑤⑥
射杆压力①②③④⑤/ RPM/kg/㎝2 顶针速度 / 压力①②③④⑤/ RPM/㎏/ ㎝2 顶针行程①②③④⑤/ ㎜
公模模温设定℃台测℃冷却水冷冻水油温电热棒母模模温设定℃台测℃冷却水冷冻水油温电热棒射出时间 : 保压时间 : 中间时间:冷却时间:全周时间:
试模状况说明及建议改善事项:
试模正常
核准:审核:试模员:。
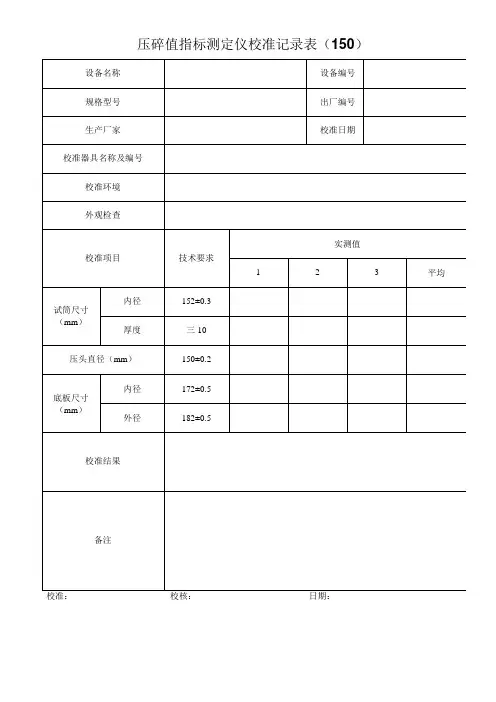
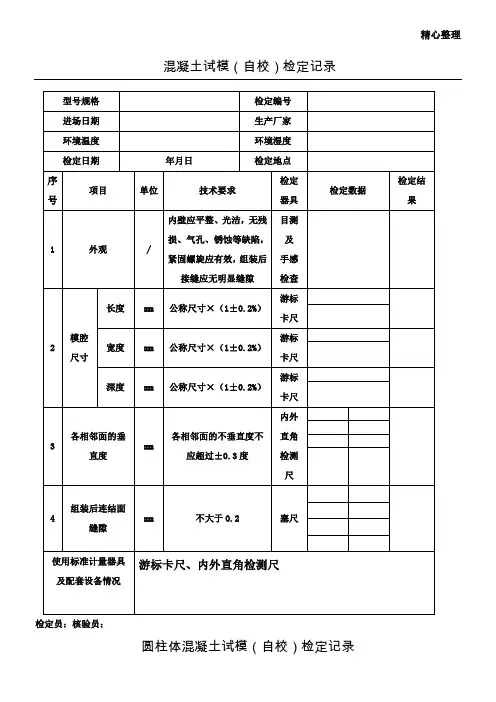
压碎值指标测定仪校准记录表(150)校准:校核:日期:校准:校核:日期:水泥胶砂流动度试模校准记录表(152)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(153/154)校准:校核:日期:水泥胶砂试模校准记录表(157-160)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(161)校准:校核:日期:校准:校核:日期:校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(166-167)校准:校核:日期:混凝土/砂浆抗渗试模校准记录表(168)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(169/170)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(171-172)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(173/175)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(176-177)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(178)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(179/186)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(187)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(188-189)校准:校核:日期:混凝土/砂浆的立方体/棱柱体试模校准记录表(190-191)混凝土/砂浆的立方体/棱柱体试模校准记录表(192)混凝土/砂浆圆柱体试模校准记录表(193-194)校准:校核:日期:混凝土/砂浆抗渗试模校准记录表(195)。

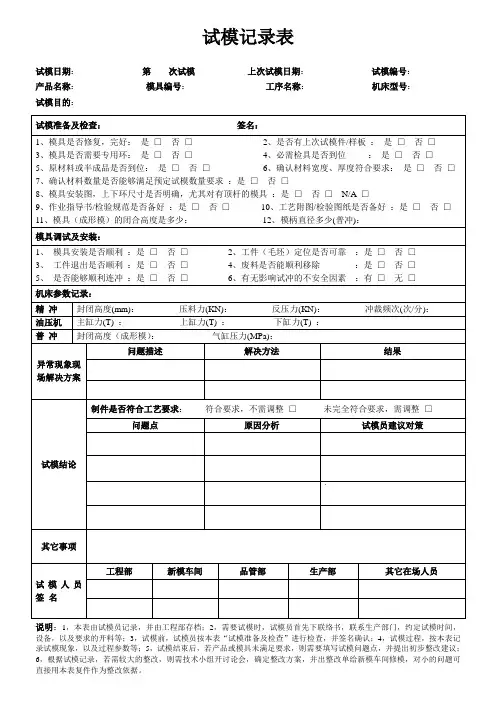
试模记录表
试模日期:___________ 第____次试模上次试模日期:__________ 试模编号:___________ 产品名称:___________ 模具编号:__________ 工序名称:__________ 机床型号:___________ 试模目的:______________________________________________________________________________________
说明:1,本表由试模员记录,并由工程部存档;2,需要试模时,试模员首先下联络书,联系生产部门,约定试模时间,设备,以及要求的开料等;3,试模前,试模员按本表“试模准备及检查”进行检查,并签名确认;4,试模过程,按本表记录试模现象,以及过程参数等;5,试模结束后,若产品或模具未满足要求,则需要填写试模问题点,并提出初步整改建议;6,根据试模记录,若需较大的整改,则需技术小组开讨论会,确定整改方案,并出整改单给新模车间修模,对小的问题可直接用本表复件作为整改依据。
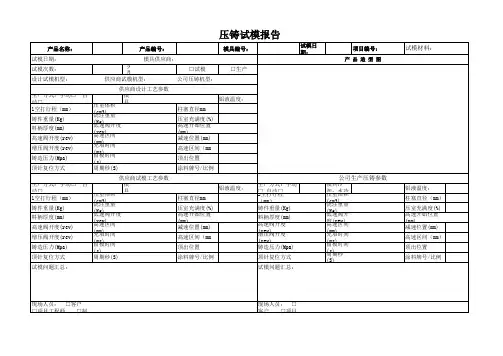
产品名称:模具编号:适用设备:模具负责人: K3号:模穴:试模设备:项目负责人:产品材料:安装预复位安装油泵压室直径∮80项目理论值实际值项目理论值实际值项目理论值实际值项目实际值压射比压/Mpa 40MPa 低速开度/转0.2铸造温度/℃670顶回时间/s 压射力/T315KN 高速起点位置设定温度/℃670勺在炉时/s 压射缸表压/Mpa高速行程机械油温/℃/臂退等时/s ACC压力/Mpa 80bar 高速开度/转模具温度/℃200-300动喷脱时/s ACC降量/Mpa <1增压开度/转循环时间/s 定喷脱时/s高压压力/Mpa 80-100bar 增压储能器充油压力/Mpa原料比率/%7:3吹气时间/s料柄厚度/mm15冷却时间/s脱模剂型号冲头油/颗粒油类别结论1.模具外形长2.油缸拆装是3.模具吊装是4.法兰配合是5.压板槽位置6.水管油管安7.油缸抽拉运8.滑块拔出距9.导柱导套运10.顶板导柱导11.顶杆运行是12.压机拉杆和13.机械手取件14.料缸活塞运15.是否粘模?16.是否飞铝?18.滑块拔出后19.模芯是否有20.产品合格率21.每模成型周17.有没有固定位置的固定缺陷?(如:裂纹、穿透性冷隔、欠铸、表面气孔等) XX机械有限公司意见、建议(问题描述)项目ADC122基本信息产品重量:快压射件数:成品件数:成型慢压射件数:试模件数:运行试 模 记 录 试模时间: 第 次试模试模过程检查项目安装产品检测及模具安装要求:外表无明显冷隔缺陷项目负责人签字:主管签字:增压件数:提交顾客:保留 模,其余回炉剩余 件移交工程压机工艺参数编制:流道+料饼重量:试模组长签字:样件数量、重量信息渣包+排气重量:总重量:是否是否。