DB41∕T 1825-2019 燃气用聚乙烯管道焊接工艺评定
- 格式:pdf
- 大小:390.12 KB
- 文档页数:12
PE燃气管道焊接质量分析发布时间:2021-06-30T11:53:10.543Z 来源:《城镇建设》2021年第4卷5期作者:周杰[导读] 随着国家管网集团在“十三五”收官前开始初步部署,各省市下游管网地方化市场化的推进,城镇燃气管网建设也是其中最重要的环节之一。
周杰中国船级社质量认证公司广西分公司引言随着国家管网集团在“十三五”收官前开始初步部署,各省市下游管网地方化市场化的推进,城镇燃气管网建设也是其中最重要的环节之一。
而城镇燃气管道中最常使用的则是PE管道和PE材料的电熔和热熔管件,PE材质耐腐蚀,质量轻便,对环境无污染,使用周期长,并且施工工艺较为成熟和简单,国内各大燃气管网公司城镇化进程中使用最多的也是PE管材。
但近些年频频发生PE管在城镇道路侧甚至小区内发生泄漏的事件,收集大多是事故资料,发现绝大部分存在PE管焊接质量问题,因此本文针对PE管焊接质量管理问题进行相关阐述,尽可能从已经发生的质量事故中去总结经验,进一步提高PE管焊接的质量,从而保证各相关方的人身和财产安全。
1.背景简述2020年所查事故现场为广西某小区庭院的低压燃气管道项目,庭院内埋地聚乙烯管道铺设已完成,由于双其余施工单位在进行绿化施工作业过程中,挖沟机挖断PE燃气管道,造成现场燃气泄漏。
但在清理检验的过程中时发现,PE管和电熔三通管件连接处存在脱焊的现象,对现场可能存在电熔焊接头质量问题进行分析和调查。
分别对以下内容进行了调查:施工方按照施工内容和管理内容的不同,分为: 开挖回填、焊接、工艺安装、施工项目管理、物资管理、安全管理、人员资质、过程记录管理等;监理方:技术管理文件、人员资质、监理履职、物资设备、过程记录管理等;2.问题分析询问现场管理人员,事发前挖机作业时,在事故发生点无燃气标识,距离最近的燃气标识,被小区建筑单位的蓝色彩钢瓦围栏遮挡,造成第三方施工作业人员错误开挖,随后发现焊接接头脱落。
对现场挖断损坏的PE管进行了实测实量,对脱焊接头的外观进行了仔细检查,对于PE管材、管件及接头处发现以下几点:①De160管材插入三通处深度约为98mm,符合电熔承插口插入深度L的要求,该项合格;②De160三通管件不圆度约为5mm,大于电熔管件承口最大不圆度0.015d=160*0.015=2.4mm,不符合PE管件相关规范,该项不合格;③可以看到管材插入到承口管件内的管端未进行处理,管端凹凸不平,会对焊接时管材管件同轴度产生影响,影响电熔焊熔接质量,该项不合格;④管材脱焊部位进行检查,存在氧化皮的刮削痕迹,但未见插入深度的位置标识,该项不合格;⑤脱焊部分的熔接区存在多处气孔留下的凹坑,尺寸大小为2mm-5.5mm不等,该项经判定不合格;3.材料检查现场对脱焊管件接头进行切除,经检查发现该三通管件熔接区电阻丝排列均匀,熔接区长度约为48mm,未见明显异常。
5 聚乙烯燃气管道设计和施工及验收技术标准1 总则1.0.1 为使埋地输送燃气的聚乙烯管道工程设计、施工和验收,做到技术先进、经济合理、安全施工,确保工程质量和安全供气,制定本标准。
1.0.2 本规程适用于工作温度在-20℃~+40℃,公称外径不大于630mm,最大允许工作压力不大于0.7MPa的埋地输送城镇燃气用聚乙烯管道工程的设计、施工及验收。
1.0.3 聚乙烯管道严禁用于室内地上燃气管道和室外明设燃气管道。
1.0.4 聚乙烯管道所输送的燃气质量应符合现行国家标准《城镇燃气设计规范》GB50028的规定。
1.0.5 承担埋地输送城镇燃气用聚乙烯管道工程的设计、施工、监理单位必须具有相应资质;施工人员应经过专业技术培训,经考试和技术评定合格后,方可上岗操作。
1.0.6 埋地输送燃气的聚乙烯管道工程设计、施工和验收,除应符合本规程规定外,尚应符合国家现行标准《城镇燃气设计规范》GB50028、现行行业标准《城镇燃气输配、工程施工及验收规范》CJJ33、《燃气用埋地聚乙烯(PE)管道系统第1部分:管材》GB15558.1、《燃气用埋地聚乙烯(PE)管道系统第3部分:管件》GB15558.2 、《燃气用埋地聚乙烯(PE)管道系统第3部分:阀门》GB15558.3、《燃气用聚乙烯管道系统的机械管件第1部分:公称外径不大于63mm的管材用钢塑转换管件》GB26255.1、《燃气用聚乙烯管道系统的机械管件第2部分:公称外径大于63mm的管材用钢塑转换管件》GB26255.2的规定和有标准的规定。
2 术语和符号2.1 术语2.1.1 聚乙烯燃气管道 polyethylene (PE) fuel gas pipeline由燃气用聚乙烯管材、管件、阀门及附件组成的管道系统。
聚乙烯管材是用聚乙烯混配料通过挤出成型工艺生产的管材;聚乙烯管件是用聚乙烯混配料通过注塑成型工艺生产的管件。
2.1.2 公称直径 nomainal diameter为便于应用而规定的管道(管材或管件)的标定直径(名义直径),公称直径接近管道真实内径或外径,一般采用整数,单位为mm。

TSG特种设备安全技术规范 TSG D2001-2005燃气用聚乙烯管道焊接技术安全规程Safety Regulation on Welding Technology for GasPolyethylene Pipe(征求意见稿)中华人民共和国国家质量监督检验检疫总局颁布年月日目录第一章总则 (1)第二章燃气用聚乙烯管道元件 (1)第三章焊接工艺评定 (1)第四章焊工考试与管理 (3)第五章焊接机具 (5)第六章焊接操作基本要求 (6)第七章检验与试验 (7)第八章附则 (7)附件 1 聚乙烯(PE)焊接工艺评定参数、试验和要求 (8)附件 2 聚乙烯(PE)焊工考试内容、方法和要求 (13)附件 3 聚乙烯(PE)焊接操作过程基本要求 (17)附件 4 聚乙烯(PE)焊接检查与试验 (20)附件 5 撕裂剥离试验方法 (23)附件 6 聚乙烯(PE)焊接工艺评定报告 (26)附件 7 聚乙烯(PE)焊工考试基本情况表 (28)附件4 聚乙烯(PE)焊工焊接操作技能考试检验记录 (29)燃气用聚乙烯管道焊接技术安全规程第一章总则第一条为了规范燃气用聚乙烯管道的焊接技术工作,提高管道焊接质量,根据《特种设备安全监察条例》、《压力管道安全管理与监察规定》的规定,制定本规程。
第二条本规程适用于燃气用聚乙烯管道元件预制和管道安装过程中的焊接安全技术工作,其他领域聚乙烯管道的焊接安全技术工作也可以参照本规程执行。
第三条燃气用聚乙烯管道元件制造单位或者管道安装单位(以下简称施工单位),应当取得特种设备制造或者安装许可。
第四条聚乙烯管道焊接作业人员(以下简称PE焊工)必须取得质量技术监督部门颁发的特种设备作业人员证。
PE焊工考试由国家质量监督检验检疫总局(以下简称国家质检总局)确定的考试机构负责实施,由考试机构所在地的省(自治区直辖市)质量技术监督部门(以下简称省级质检部门)颁发特种设备作业人员证。
第五条进行热熔对接连接、电熔承插连接和电熔鞍形连接的聚乙烯焊接应当按本规程规定进行焊接工艺评定。

XX管业公司燃气用聚乙烯(PE)管件检验标准(QC专用)一、外观1.颜色:管件聚乙烯部分为黑色或黄色。
颜色均一。
2.内外表面:应清洁光滑,不允许有缩孔(坑)、明显的划痕、杂质和其它可能影响符合GB15558本部分要求的表面缺陷。
3.多方式连接的管件。
如果电熔管件中同时具有一个或多个插口端或同时代具有电熔承口端,应分别符合本部分相关要求。
4.工厂焊制的管接头:肉眼观察其内外表面应没有熔融物溢出管件。
二.尺寸。
1.插口端尺寸.3.热熔对接端的尺寸:同给水用聚乙烯(PE)管件检验标准中的热熔对接管件有关标准。
4.其它形式的管件或管件的其它尺寸见GB15558.2-2005.三.性能:1.电熔管件的电性能中的电阻要求,应逐个检查。
在23℃下,电熔管件的电阻值应在以下范围:Max:标称值×(1+10﹪)+0.1欧姆Min:标称值×(1-10﹪)2.其它性能见GB15558.2-2005.四.标志和标签:1.标志内容应打印或直接成型在管件表面上,并且在正常的储存、操作、搬运、安装后,保持字迹清晰。
打印标志民、内容的颜色应与管件的本色不同。
标签内容应目视清晰。
对于插口管件,标志不应管件的最小插口的长度范围内。
2.标志内容:最少要求的标志应符合下表的规定:3.附加标志与熔接条件有关的附加信息,例如熔接和冷却时间,可以在管件所附标签或单独的标签上给出。
4.熔接系统识别电熔管件应具备熔接参数的可识别性,如数字识别、机电识别或自调节系统识别,在熔接过程中用于识别熔接参数。
使用条形码识别时,条形码应粘贴在管件上并被适当保护以免污染损。
五.包装管件应包装,在必要时单个保护以防损坏和污染,一一般情况下,应装入袋子、薄纸板箱或硬纸箱中。
包装物应有标识,标明制造商的名称、管件的类型和尺寸、数量、任何的特殊的贮存条件和贮存要求。
六.本规定依据:GB15558.2-2005。
其它见GB15558.2-2005。
烯焊接工艺评定报告
编制:
审核:
批准:
新疆翔宇建设工程有限责任公司
二零一五年五月一-三日
聚乙烯焊接工艺评定报告(热熔对接)
评定单位:新疆翔宇建设工程有限责任公司
报告:审核:批准:报告日期:2015.5.13
聚乙烯焊接工艺评定报告(电熔焊接)
评定单位:新疆翔宇建设工程有限责任公司
报告:审核:批准:报告日期:2015.5.13
聚乙烯焊接工艺评定报告(热熔对接)
评定单位:新疆翔宇建设工程有限责任公司
报告:审核:批准:报告日期:
聚乙烯焊接工艺评定报告(电熔焊接)
评定单位:新疆翔宇建设工程有限责任公司
报告:审核:批准:报告日期:
聚乙烯焊接工艺评定报告(电熔对接) 评定单位:新疆翔宇建设工程有限责任公司
报告:审核:批准:报告日期:2015.5.13
聚乙烯焊接工艺评定报告(电熔焊接)
评定单位:新疆翔宇建设工程有限责任公司
报告:审核:批准:报告日期:
聚乙烯焊接工艺评定报告(热熔对接)
评定单位:新疆翔宇建设工程有限责任公司
报告:审核:批准:报告日期:
聚乙烯焊接工艺评定报告(电熔焊接)评定单位:新疆翔宇建设工程有限责任公司
备注:
报告:审核:批准:报告日期:
聚乙烯焊接工艺评定报告(热熔对接) 评定单位:新疆翔宇建设工程有限责任公司
备注:
报告:审核:批准:报告日期:
聚乙烯焊接工艺评定报告(电熔焊接)
评定单位:新疆翔宇建设工程有限责任公司
备注:
报告:审核:批准:报告日期:。
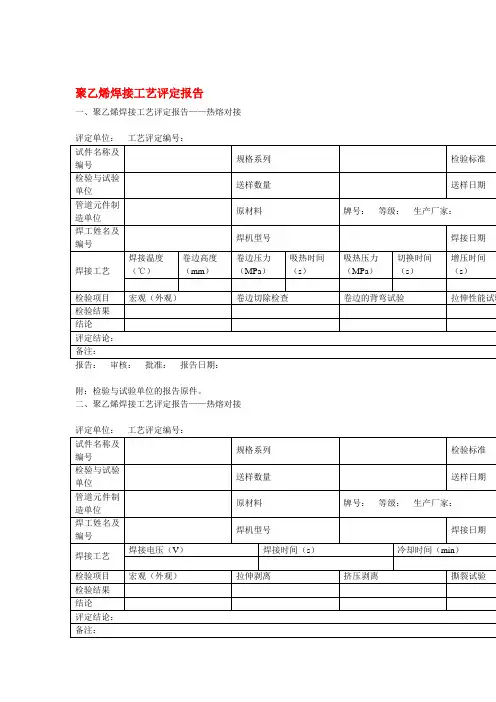
聚乙烯焊接工艺评定报告一、聚乙烯焊接工艺评定报告——热熔对接评定单位:工艺评定编号:试件名称及编号规格系列检验标准检验与试验单位送样数量送样日期管道元件制造单位原材料牌号:等级:生产厂家:焊工姓名及编号焊机型号焊接日期焊接工艺焊接温度(℃)卷边高度(mm)卷边压力(MPa)吸热时间(s)吸热压力(MPa)切换时间(s)增压时间(s)检验项目宏观(外观)卷边切除检查卷边的背弯试验拉伸性能试验检验结果结论评定结论:备注:报告:审核:批准:报告日期:附:检验与试验单位的报告原件。
二、聚乙烯焊接工艺评定报告——热熔对接评定单位:工艺评定编号:试件名称及编号规格系列检验标准检验与试验单位送样数量送样日期管道元件制造单位原材料牌号:等级:生产厂家:焊工姓名及编号焊机型号焊接日期焊接工艺焊接电压(V)焊接时间(s)冷却时间(min)检验项目宏观(外观)拉伸剥离挤压剥离撕裂试验检验结果结论评定结论:备注:报告:审核:批准:报告日期:附:检验与试验单位的报告原件。
建筑钢结构焊接工艺评定报告编号:编制:焊接责任技术人员:批准:单位:日期:年月日表B-1 焊接工艺评定报告目录序号报告名称报告编号页数1234567891011121314151617181920表B-2 焊接工艺评定报告共页第页工程(产品)名称评定报告编号委托单位工艺指导书编号项目负责人依据标准《建筑钢结构焊接技术规程》(JGJ 81)试样焊接单位施焊日期 焊工资格代号级别母材钢号规格供货状态生产厂家化 学 成 分 和 力 学 性 能 C (%) Mn (%) Si (%) S (%) P (%) δs (MPa) δb (MPa) δ5 (%) φ (%) Akv (J) 标准 合格证 复验碳含量公式焊接材料 生产厂 牌号 类型 直径 (mm) 烘干制度(℃×h ) 备注 焊条 焊丝 焊剂或气体焊接方法焊接位置接头形式焊接工艺参数 见焊接工艺评定指导书 清根工艺 焊接设备型号 电源及极性预热温度(℃) 层间温度(℃)后热温度(℃)及时间(min )焊后热处理评定结论:本评定按《建筑钢结构焊接技术规程》(JGJ 81)规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为: 。
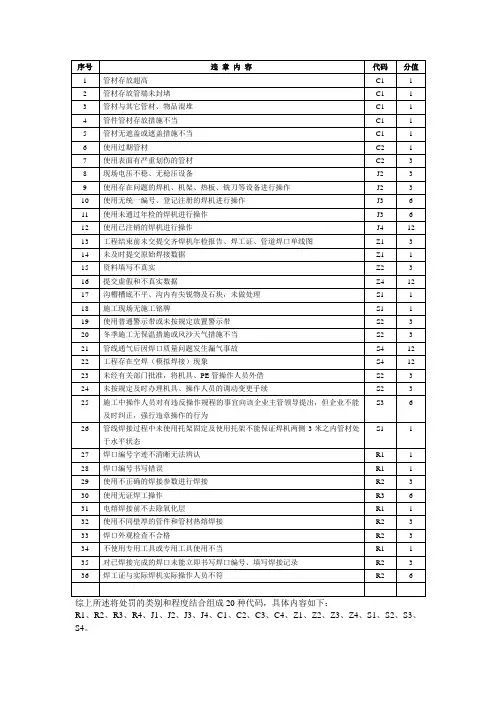
序号违章内容代码分值1 管材存放超高C1 12 管材存放管端未封堵C1 13 管材与其它管材、物品混堆C1 14 管件管材存放措施不当C1 15 管材无遮盖或遮盖措施不当C1 16 使用过期管材C2 17 使用表面有严重划伤的管材C2 38 现场电压不稳、无稳压设备J2 39 使用存在问题的焊机、机架、热板、铣刀等设备进行操作J2 310 使用无统一编号、登记注册的焊机进行操作J3 611 使用未通过年检的焊机进行操作J3 612 使用已注销的焊机进行操作J4 1213 工程结束前未交提交齐焊机年检报告、焊工证、管道焊口单线图Z1 314 未及时提交原始焊接数据Z1 115 资料填写不真实Z2 316 提交虚假和不真实数据Z4 1217 沟槽槽底不平、沟内有尖锐物及石块,未做处理S1 118 施工现场无施工铭牌S1 119 使用普通警示带或未按规定放置警示带S2 320 冬季施工无保温措施或风沙天气措施不当S2 321 管线通气后因焊口质量问题发生漏气事故S4 1222 工程存在空焊(模拟焊接)现象S4 1223 未经有关部门批准,将机具、PE管操作人员外借S2 324 未按规定及时办理机具、操作人员的调动变更手续S2 3S3 6 25 施工中操作人员对有违反操作规程的事宜向该企业主管领导提出,但企业不能及时纠正,强行违章操作的行为26 管线焊接过程中未使用托架固定及使用托架不能保证焊机两侧3米之内管材处S1 1 于水平状态27 焊口编号字迹不清晰无法辨认R1 128 焊口编号书写错误R1 129 使用不正确的焊接参数进行焊接R2 330 使用无证焊工操作R3 631 电熔焊接前不去除氧化层R1 132 使用不同壁厚的管件和管材热熔焊接R2 333 焊口外观检查不合格R2 334 不使用专用工具或专用工具使用不当R1 135 对已焊接完成的焊口未能立即书写焊口编号、填写焊接记录R2 336 焊工证与实际焊机实际操作人员不符R2 6综上所述将处罚的类别和程度结合组成20种代码,具体内容如下:R1、R2、R3、R4、J1、J2、J3、J4、C1、C2、C3、C4、Z1、Z2、Z3、Z4、S1、S2、S3、S4。
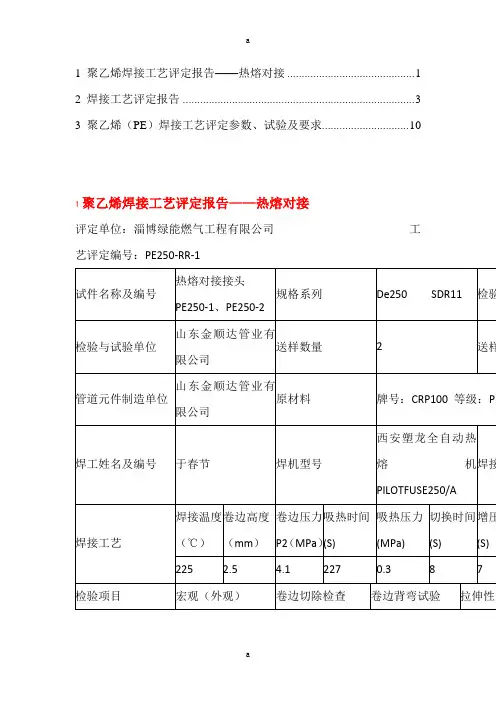
1 聚乙烯焊接工艺评定报告——热熔对接 (1)2 焊接工艺评定报告 (3)3 聚乙烯(PE)焊接工艺评定参数、试验及要求 (10)1聚乙烯焊接工艺评定报告——热熔对接评定单位:淄博绿能燃气工程有限公司工艺评定编号:PE250-RR-1报告:张伟 审核: 批准: 报告日期:2011-10-28附:检验与试验单位的报告原件。
聚乙烯焊接工艺评定报告——热熔对接评定单位:淄博绿能燃气工程有限公司工艺评定编号:PE315-RR-1报告:张伟审核:批准:报告日期:2011-10-28附:检验与试验单位的报告原件。
2焊接工艺评定报告PQR**有限公司2012年*月焊接工艺评定报告3聚乙烯(PE)焊接工艺评定参数、试验及要求一、焊接工艺参数(一)热熔焊接关键工艺参数1.热熔焊接工艺温度推荐的焊接工艺温度为200~235℃(见表1-1、表1-2),施工单位在实际施工中,可以根据具体施工环境和材料适当调整焊接温度。
2.焊接压力与时间焊接压力与时间的关系见图1-1。
图1-1 热熔对接焊工艺曲线图图中:P1—总的焊接压力,P1=P2+P拖(MPa);P2—焊接规定的压力(MPa);P—拖动压力(MPa);拖t1—卷边达到规定高度的时间;2012S P S p ⋅=拖P P P +=21t2 — 焊接所需要的吸热时间(s )=管材壁厚(e)×10(s ); t3— 切换所规定的时间(s );t 4 — 调整压力到P1所规定的时间(s ); t 5 — 冷却时间(min )。
(1)焊接压力P1和焊接规定的压力P2分别按下式计算: 式中: S1 — 管材的截面积(mm2), S1=π×e×(dn-e); S2—焊机液压缸中活塞的有效面积(mm2),由焊机生产厂家提供;P0 — 作用于管材上单位面积的力(0.15N/mm2); P拖— 拖动压力(MPa )。
(2)吸热时间推荐的吸热时间等于管道元件的公称壁厚(mm )×10(秒),由管道元件规格、壁厚确定。
聚乙烯PE燃气管施工要点及焊接质量分析摘要:随着城市城市化加快,燃气管网不断发展延伸,聚乙烯PE 管材具备许多优点,而得到广泛使用,但在实际施工中,涉及到一些缺陷环节,容易被忽视而把关不到位,埋下一些安全隐患。
本文就燃气工程中聚乙烯PE管施工要点及焊接施工的质量控制进行探讨,可供同行参考。
关健词:城市化;燃气管;聚乙烯PE管;施工;焊接;质量分析目前,城市经济快速发展带动了城市化进程加快,导致企业及城镇居民燃气用量的增大,地下燃气管线施工数量逐年增加,采用PE管(聚乙烯塑料管)施工最为普遍,因其性价高、施工方便、寿命长等优点被城镇燃气企业广泛应用。
同时,聚乙烯管道的施工工艺也要得到不断的提高和完善,逐步系统化。
因此如何提高聚乙烯燃气管道的施工质量,是应用聚乙烯PE管的一个重要话题。
1聚乙烯PE管施工要点聚乙烯PE燃气管对管沟的要求:其开挖宽度和工作坑尺寸,应根据现场实际情况和管道敷设方法确定。
也可按公式确定:单管沟边连接b=DN+0.3,双管同沟连接b=DN1+DN2+S+0.3(S为两管之间设计净距)。
沟底连接时,其宽度应加大。
在湿陷性黄土地区,不宜在雨季施工,或在施工时切实做好排水工作,排除沟内积水。
开挖时应在槽底预留30~60mm厚土层进行压实处理。
沟底遇有垃圾等杂物时必须清除,并应铺一层厚度不小于15mm的砂土或素土,整平压实至设计标高,对软土基及特殊腐蚀土壤,应按设计要求处理。
管道下沟前按设计图纸检查灰土等地基处理层的标高,并清除沟底的一切杂物,管道下沟采用人工下管,下沟时应防止划伤、扭曲或过强的拉伸及弯曲,严禁用金属绳捆绑吊装。
施焊的焊工必须进过专业技术培训,核发焊工操作证后,方可上岗。
焊接前先试焊,按照焊接设备性能、管材生产厂家提供的参数,结合规范规定调整加热温度、焊接加热时间、拖动压力、保压时间、冷却时间等焊接参数,制定出合格焊缝的环高、环宽、环缝高标准,正式焊接按《PE管焊接作业指导书》进行正式焊接。
PE管焊接工艺指导书编制:马宁审核:高媛批准:孙欣天津市管道工程集团有限公司2016年3月7日(一)对操作人员的要求PE管焊接操作人员必须经过培训合格,且持有国家培训学院的上岗证和由技术监督局颁发的特种作业人员操作证。
证书有效期为4年,在有效期满3个月前,继续从事聚乙烯管道施工的操作人员,应当向发证授权单位提出申请,由授权单位安排重新进行复证。
持证人员超过六个月未进行焊接作业,上岗前必须进行考核,合格方能上岗作业。
(二)聚乙烯管材、管件的监检用户对材料的监检,应做到如下几点:1) 合格证与监检报告。
应检查有无产品出厂合格证,并索要出厂监检报告。
2) 外观检查。
进行外观及几何尺寸检查。
检查管子内外表面是否清洁光滑,是否有沟槽、划伤、凹陷、杂质和颜色不均等。
3) 长度检查。
定尺管的长度应均匀一致,误差不应超过20mm。
注意检查管口端面是否与管子的轴线垂直,是否存在气孔,若有气孔则管材不合格。
凡长短不一的管子多系厂家自检时发现有气孔、端面有明显缺陷或其它原因而被截短,这种管材在未查明原因前应不予使用。
4) 颜色检查。
燃气管材应为黄色或黑色,当为黑色时管上必须有醒目的黄色条纹。
同时管材上应有连续的、间距不超过2m的永久性标志,写明用途(燃气或水)、原料牌号、标准尺寸、标准代号和顺序号、生产厂名或商标、生产日期。
(三)热熔焊接操作程序以PILOTEFUSE系列全自动热熔焊机为例。
焊接前准备(1)清洁油路接头,正确连接焊机各部件;(2)测量电源电压,确认电压符合焊机要求(187V~253V);(3)检查清洁加热板,当涂层损坏时,加热板应当更换,加热板表面聚乙烯的残留物只能用木质工具去除,油污油脂等必须用洁净的棉布和酒精进行处理;(4)按照焊接工艺正确设置吸热、冷却时间和加热板温度等参数,焊接前,加热板应当在焊接温度下适当预热,以确保加热板温度均匀;PILOTEFUSE控制器将给操作者提示一系列信息如下:提示输入管理信息按PILOTEFUSE控制器显示屏提示输入以下信息:管理编号工程编号施工编号项目经理编号焊工编号焊口编号管材信息待焊管材夹装就位操作者按以下方式将待焊管材夹装:使用辊轮支架(特别是当管材较长时)待焊管材端部伸出夹具3cm将待焊管材同轴线性对齐检查加热板温度将管材定位后,操作者应检查加热板温度是否升到设定值(当操作者输入焊接参数后,PILOTEFUSE 控制器将自动设置并提升加热板温度)。
聚乙烯(PE)燃气管道焊接施工全过程详解(一、二)第一节材料质量与储存一、一般规定1、聚乙烯管道和钢骨架聚乙烯复合管道系统中管材、管件、阀门及管道附属设备应符合国家现行的有关产品标准的规定。
2、用户在验收管材、管件时的验收,应按有关标准检查下列项目:(1)、检验合格证(2)、检测报告(3)、使用的聚乙烯原料级别和牌号(4)、外观(5)、颜色(6)、长度(7)、不圆度(8)、外径及壁厚(9)、生产日期(10)、产品标志如对物理力学性能存在异议时,应委托第三方进行检验。
3、管材从生产到使用之间,存放时间不宜超过1年,管件不宜超过2年。
超过上述期限时宜重新抽样,进行性能检验,合格后方可使用。
管材检验项目:静液压强度(165h/80℃)、热稳定性和断裂伸长率;管件检验项目:静液压强度(165h/80℃)、对接熔接的拉伸强度或电熔管件的熔接强度。
二、质量要求1 、埋地用燃气聚乙烯管材、管件和阀门应符合下列规定:(1)、聚乙烯管材应符合现行国家标准《燃气用埋地聚乙烯(PE)管道系统第1部分:管材》GB15558.1的规定;(2)、聚乙烯焊制管件的壁厚应不小于对应连接管材壁厚的1.2倍,其物理力学性能应符合现行国家标准《燃气用埋地聚乙烯(PE)管道系统第2部分:管件》GB15558.2的规定;(3)、聚乙烯管件应符合现行国家标准《燃气用埋地聚乙烯(PE)管道系统第2部分:管件》GB15558.2的规定;(4)、聚乙烯球阀应符合现行国家标准《燃气用埋地聚乙烯(PE)管道系统第3部分:阀门》PE3GB15558.3的规定;(5)、钢塑转换接头等应符合相应标准的要求。
2、埋地用钢骨架聚乙烯管材、管件和阀门应符合下列规定:(1)、内径系列的钢丝网(焊接)骨架聚乙烯复合管应符合国家现行标准《燃气用钢骨架聚乙烯塑料复合管》CJ/T125的规定,与其连接的管件应符合国家现行标准《燃气用钢骨架聚乙烯塑料复合管件》CJ/T126的规定;(2)、外径系列的钢丝网(焊接)骨架聚乙烯复合管规格尺寸应符合相关标准的规定,物理力学性能应符合国家现行标准《燃气用钢骨架聚乙烯塑料复合管》CJ/T125的规定。
目次(征求意见稿)2020年前言 .................................................................. III1 范围 (1)2 规范性引用文件 (1)3 术语和定义 (1)4 基本要求 (2)5 产品要求 (3)5.1 材料 (3)5.2 产品性能 (4)6 生产制造能力要求 (4)6.1 资源配置 (4)6.2 生产过程控制 (5)7 认证实施要求 (5)7.1 认证单元的划分 (5)7.2 认证模式 (6)7.3 产品检验 (6)本标准用词说明 (7)ContentsForeword......................................................................................................................................... I II1 Scope (1)2 Normative reference (1)3 Terms and definitions (1)4 Basic Requirements (2)5 Product Requirements (3)5.1 Material (3)5.2 Performance (4)6 Manufacturing Requirements (4)6.1 Resources (4)6.2 Process control (5)7 Requirements for certification (5)7.1 Division of certification units (5)7.2 Authentication mode (6)7.3 Product inspection (6)Explanation of wording in this code (7)前言本标准按照GB/T1.1-2009 给出的规则起草。
PE管焊接工艺评定第一条通过对燃气聚乙烯管道热熔对接焊接、电熔承插焊接及电熔鞍形焊接接头性能的评价,验证拟定焊接工艺及参数的正确性。
第二条进行燃气聚乙烯管道焊接工艺评定时,应符合以下基本规定:(一)焊接用管道元件应当符合本规范第二章的要求;(二)焊接应当由施工单位技能熟练的焊工操作;(三)焊接设备应当满足本规范第五章的规定,所用仪表应当在计量的有效期内且处于正常工作状态;(四)焊接工艺评定所用试件的切割、刮削、组对及清理等工艺措施的操作规程,应当符合本规程第六章的规定;(五)焊接工艺评定试件的检验试验,应当由国家质检总局认可的检验单位或机构进行。
检验试验的单位或机构应当做好相关试验的记录工作,检验完成后应当提供焊接工艺评定报告。
评定报告格式见附件2。
另外焊接工艺评定报告应由施工单位根据检验记录完成。
第三条评定原则(一)对于热熔对接焊接,当出现以下情况时,施工单位应当进行焊接工艺评定:1.当施工单位采用本规程以外的焊接工艺参数进行焊接时;2.当不同的原材料等级(例如PE80与PE100)的管道产品互焊时;3.同一原材料等级的管道元件熔体质量流动速率(MFR)差值大于等于0.5g/10min(190℃,5kg)时;4.当管道元件制造单位对焊接有特殊要求,且施工单位使用的焊机不能满足其要求时;5.当施工环境与焊机工作条件有较大差距时 (请再查资料,是否有对环境条件的要求)。
(二)对于电熔承插焊接和电熔鞍形焊接,工艺评定由管道元件制造单位在产品设计定型时进行,施工单位主要对其进行验证。
第四条焊接工艺参数(一)热熔对接焊接关键工艺参数1.焊接工艺温度推荐的焊接工艺温度为200~235℃(见表1,表2),施工单位在实际施工中,可以根据具体施工环境和材料适当调整焊接温度。
212S P S p ⋅=拖P P P +=212.焊接压力与时间(其关系见图1)图中:P 1 — 总的焊接压力,P 1=P 2+P 拖(MPa ); P 2— 焊接规定的压力(MPa );P 拖 — 拖动压力(MPa ); t 1 — 卷边达到规定高度的时间。