Q235B管道焊接工艺评定
- 格式:doc
- 大小:8.53 MB
- 文档页数:9
兰州工业学院毕业设计(论文)题目Q235钢的焊接性分析及焊接工艺评定系别材料工程学院专业焊接技术及自动化班级焊接11-2姓名学号指导教师(职称)日期2014年3月目录摘要 (1)Abstract (2)第一章绪论 (3)1.1 碳钢简述 (3)1.2 Q235钢的化学成分分析 (4)1.3 Q235的机械性能 (4)1.4 本次设计实验技术路线图 (5)第二章Q235钢板的焊接 (6)2.1 板材厚度的选择 (6)2.2 焊接材料的选择 (6)2.3 焊接方法和焊接设备的选定 (6)2.4 焊焊前准备 (7)2.4.1 焊接接头形式及坡口准备 (7)2.4.2 工件共建表面的清理 (7)2.5 焊接工艺参数的制定 (8)2.5.1 焊条直径 (8)2.5.2 焊接电流 (8)2.5.3 焊接电压 (9)2.5.4 焊接层数 (9)2.6 焊接及焊后热处理 (10)2.6.1 防止裂纹的产生 (10)2.6.2 结晶裂纹的产生原因 (11)2.6.3 冷裂纹的防止措施 (12)2.6.4 严格控制氢的来源 (12)2.7 焊后热处理 (13)2.8 焊接时应注意的要点 (13)第三章Q235金属试样的制备 (15)3.1 取样 (15)3.2 粗磨 (15)3.3 细磨 (16)3.3.1 手工磨 (16)3.3.2 机械磨 (17)3.4 抛光 (17)3.5 浸蚀 (19)第四章试样组织观察及分析 (20)4.1 焊接接头组织 (20)4.2 试样的观察 (20)4.3 试样的分析 (21)结论 (25)参考文献 (26)致谢 (27)外文文献及译文 28兰州工业学院毕业设计(论文)任务书材料工程系2014届焊接技术及自动化专业毕业设计(论文)任务书摘要Q235低碳钢在现代工业上应用十分广泛,本文主要针对Q235低碳钢板材的焊接工艺进行设计,通过经济和操作性两个方面的考虑,选用手工电弧焊进行焊接,焊接后变形小,缺陷少,焊接质量良好,当然最重要的是焊接工艺参数设计正确。
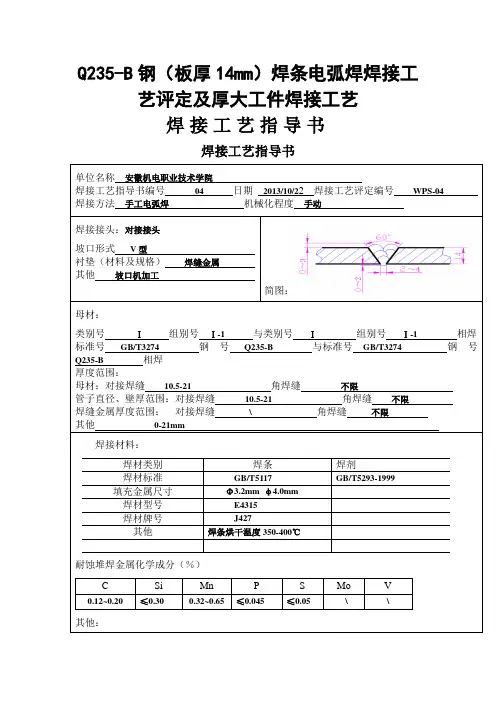
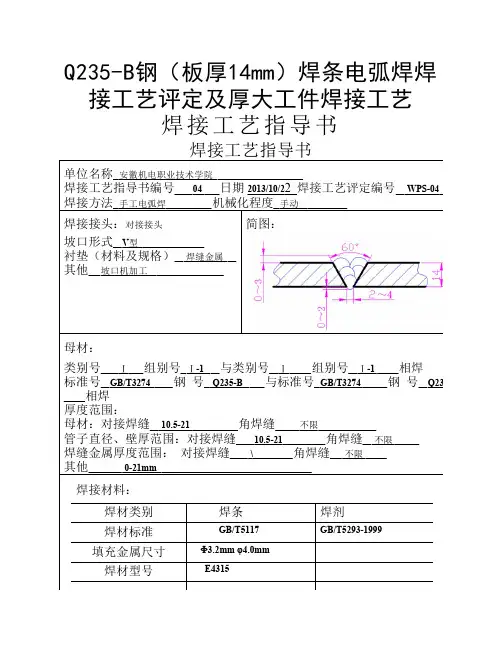
Q235-B钢(板厚14mm)焊条电弧焊焊接工艺评定及厚大工件焊接工艺焊接工艺指导书焊接工艺指导书单位名称安徽机电职业技术学院焊接工艺指导书编号04 日期2013/10/22 焊接工艺评定编号WPS-04焊接方法手工电弧焊机械化程度手动焊接接头:对接接头坡口形式V型衬垫(材料及规格)焊缝金属其他坡口机加工简图:母材:类别号Ⅰ组别号Ⅰ-1 与类别号Ⅰ组别号Ⅰ-1 相焊标准号GB/T3274 钢号Q235-B 与标准号GB/T3274 钢号Q235-B 相焊厚度范围:母材:对接焊缝10.5-21 角焊缝不限管子直径、壁厚范围:对接焊缝10.5-21角焊缝不限焊缝金属厚度范围:对接焊缝\角焊缝不限其他0-21mm焊接材料:焊材类别焊条焊剂焊材标准GB/T5117 GB/T5293-1999填充金属尺寸Φ3.2mm φ4.0mm焊材型号E4315焊材牌号J427其他焊条烘干温度350-400℃耐蚀堆焊金属化学成分(%)C Si Mn P S Mo V0.12~0.20 ≤0.30 0.32~0.65 ≤0.045 ≤0.05 \ \其他:焊接工艺评定报告单位名称:安徽机电职业技术学院焊接工艺评定编号:WPS-04 焊接工艺指导书编号:WPS-04焊接方法:SMA W 机械化程度:手工接头简图:母材:材料标准:GB/T3274钢号:Q235-B类、组别号:Ⅰ-1-1 与类、组别号:Ⅰ-1-1 相焊厚度:14mm直径:其他:焊后热处理:热处理温度(℃):\保温时间(h):\保护气体:气体种类混合比流量(L/min)保护气体\\\尾部保护气体\\\背面保护气体\\\填充金属:焊材标准:GB/5117焊材牌号:E4315焊材规格:Φ3.2mm φ4.0mm 焊缝金属厚度:<14mm其他:\电特性:电流种类:直流极性:反极性钨极尺寸:\焊接电流(A):110-180 电弧电压(V):23-27其他:\焊接位置:对接焊缝位置:\ 方向角焊缝位置:\ 方向技术措施:焊接速度(cm/min):15-17厚大工件焊接工艺一,母材技术要求:1、钢种:Q235—B钢。
焊接工艺评定编号:HP-002使用单位盖章:焊接工艺评定任务书编号:RW-06-02焊接工艺评定方案编号:FA-06-04接头型式: 对接 衬 垫: /衬垫材料: / 30~350其 它: / 2~3mm母 材:类 号: A 类 与类 号: A 类钢 号: Q235B 与钢 号: Q235b 相焊接 试 件:母 材 厚 度:12mm 焊缝金属厚度:13~14mm 管 子 直 径: / 其 它: / 电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号:E5015 规格:ф3.2/ф4.0焊丝型号: / 规格: /焊剂型号: /其它: /焊接工艺评定方案编号:FA-06-052~3mm接头型式: 对接30 衬 垫: / 衬垫材料: / 其 它:母 材:类 号: A 类 与类 号: A 类钢 号: Q235 B 与钢 号: Q235 B 相焊接 试 件:母 材 厚 度: 12mm 焊缝金属厚度: 13~14mm 管 子 直 径: / 其 它: / 电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号: E5015 规格:ф3.2/ф4.0焊丝型号: / 规格:/焊剂型号: /其它: /焊接工艺评定方案编号:FA-06-06接头型式: 对接衬其 30~35母 材:类 号: A 类 与类 号: A 类钢 号: Q235 与钢 号: Q235 相焊接 试 件:母 材 厚 度:12mm 焊缝金属厚度:13~14mm 管 子 直 径:/ 其 它:/ 电(火焰)特性:电极:钨级型号和尺寸: /送丝速度范围: /其它: /填充金属:焊条型号: E5015 规格:ф3.2/ф4.0焊丝型号: / 规格: /焊剂型号: /其它: /打底层1道填充层2道盖面层3道焊接工艺评定报告编号:BG-06-04简图:接头型式: 对接 衬 垫: /衬垫材料: /其 它:母 材:类 号:A 类 与类 号:A 类钢 号:Q235 与钢 号:Q235 相焊接 厚 度:12mm 直 径: /其 它:坡口内外两侧15㎜处打磨干净,露出金属光泽。
焊接工艺指导书
共 2 页第1 页
母材:
钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 与钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 相焊厚度范围:
母材:对接焊缝 8.8-16mm 角焊缝: / 管子直径:对接焊缝Ф377 角焊缝: / 焊缝金属厚度(对接焊缝):SMAW 2mm SAW 角焊缝:
GTAW 8mm GMAW 其它:
焊接材料
共 2 页第 2 页
焊接工艺评定报告
共 3 页 第1 页 母材:
钢 号: Q235B 与 钢 号: Q235B 标 准 号: GB/T8163 与 标 准 号: GB/T8163 类组别号: Fe-1/ Fe-1-1 与 类组别号: Fe-1/ Fe-1-1 相焊 焊后热处理:
热处理温度(℃)
: 保温时间(h ): 气体: 气体种类 混合比 流量(l/min )
共 3 页第 2 页
检验项目、评定指标及试样数量
焊接工艺评定施焊记录
焊接责任工程师:日期: 2018.04.26
焊接工艺评定焊缝检查记录表
情况
实测值。
Q235B管道焊接工艺设计评定
管道焊接工艺设计评定是指对管道在焊接过程中的工艺参数进行评定
和设计的过程,其目的是为了确保焊接质量和工作安全。
本文将从焊接工
艺参数的选择、焊接接头的设计和设计的可行性等方面进行评定。
首先,在选择焊接工艺参数时,需要考虑管道的材料、壁厚和管径等
因素。
根据不同的材料和厚度,选择合适的焊接方法,包括手工电弧焊、TIG焊接、MIG焊接等。
同时,根据管道的尺寸和位置限制,确定焊接位
置和方向,以确保焊接操作的方便性和安全性。
其次,焊接接头的设计是评定焊接工艺的关键。
焊接接头的设计应满
足强度要求,并考虑到在使用过程中可能受到的压力和温度变化等因素的
影响。
在设计过程中,需要选择适当的接头形式,如对接接头、角接接头、搭接接头等,并根据管道的使用要求和设计标准,确定接头的尺寸和焊接
长度等参数。
此外,设计的可行性也是评定焊接工艺的重要内容。
在设计过程中,
需要考虑到焊接工艺的可行性和经济性。
可行性包括焊接操作的简便性、
焊接工艺的稳定性和焊缝的可视性等因素。
经济性主要考虑焊接材料的消
耗和工时的安排等因素,以便在两者之间取得合理的平衡。
综上所述,对于Q235B管道焊接工艺设计评定,应从焊接工艺参数的
选择、焊接接头的设计和设计的可行性等方面进行评定。
通过合理地选择
和设计焊接工艺,可以确保焊接质量和工作安全,在管道的使用过程中发
挥其预期的功能。
焊接工艺指导书
共 2 页第1 页
母材:
钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 与钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 相焊厚度范围:
母材:对接焊缝 8.8-16mm 角焊缝: / 管子直径:对接焊缝Ф377 角焊缝: / 焊缝金属厚度(对接焊缝):SMAW 2mm SAW 角焊缝:
GTAW 8mm GMAW 其它:
焊接材料
共 2 页第 2 页
焊接工艺评定报告
共 3 页 第1 页
母材: 钢 号: Q235B 与 钢 号: Q235B 标 准 号: GB/T8163 与 标 准 号: GB/T8163 类组别号: Fe-1/ Fe-1-1 与
类组别号: Fe-1/ Fe-1-1 相焊
焊后热处理:
热处理温度(℃)
: 保温时间(h )
: 气体: 气体种类 混合比 流量(l/min )
表F.2续共 3 页第 2 页
检验项目、评定指标及试样数量
焊接工艺评定施焊记录
焊接责任工程师:日期: 2018.04.26
焊接工艺评定焊缝检查记录表
情况
实测值。
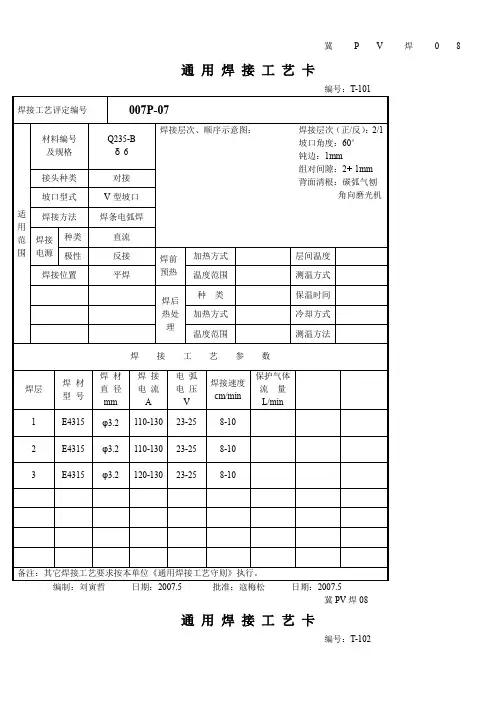
冀P V焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编号:T-102编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编号:T-112编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡编号:T-161编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡冀PV焊08 通用焊接工艺卡编制:刘寅哲 日期:2007.5 批准:寇梅松 日期: 2007.5冀PV 焊08通 用 焊 接 工 艺 卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08 通用焊接工艺卡冀PV焊08 通用焊接工艺卡编号:T-178。
兰州工业学院毕业设计(论文)题目Q235钢的焊接性分析及焊接工艺评定系别材料工程学院专业焊接技术及自动化班级焊接11-2姓名学号指导教师(职称)日期2014年3月目录摘要 (1)Abstract (2)第一章绪论 (3)1.1 碳钢简述 (3)1.2 Q235钢的化学成分分析 (4)1.3 Q235的机械性能 (4)1.4 本次设计实验技术路线图 (5)第二章Q235钢板的焊接 (6)2.1 板材厚度的选择 (6)2.2 焊接材料的选择 (6)2.3 焊接方法和焊接设备的选定 (6)2.4 焊焊前准备 (7)2.4.1 焊接接头形式及坡口准备 (7)2.4.2 工件共建表面的清理 (7)2.5 焊接工艺参数的制定 (8)2.5.1 焊条直径 (8)2.5.2 焊接电流 (8)2.5.3 焊接电压 (9)2.5.4 焊接层数 (9)2.6 焊接及焊后热处理 (10)2.6.1 防止裂纹的产生 (10)2.6.2 结晶裂纹的产生原因 (11)2.6.3 冷裂纹的防止措施 (12)2.6.4 严格控制氢的来源 (12)2.7 焊后热处理 (13)2.8 焊接时应注意的要点 (13)第三章Q235金属试样的制备 (15)3.1 取样 (15)3.2 粗磨 (15)3.3 细磨 (16)3.3.1 手工磨 (16)3.3.2 机械磨 (17)3.4 抛光 (17)3.5 浸蚀 (19)第四章试样组织观察及分析 (20)4.1 焊接接头组织 (20)4.2 试样的观察 (20)4.3 试样的分析 (21)结论 (25)参考文献 (26)致谢 (27)外文文献及译文 28兰州工业学院毕业设计(论文)任务书材料工程系2014届焊接技术及自动化专业毕业设计(论文)任务书摘要Q235低碳钢在现代工业上应用十分广泛,本文主要针对Q235低碳钢板材的焊接工艺进行设计,通过经济和操作性两个方面的考虑,选用手工电弧焊进行焊接,焊接后变形小,缺陷少,焊接质量良好,当然最重要的是焊接工艺参数设计正确。
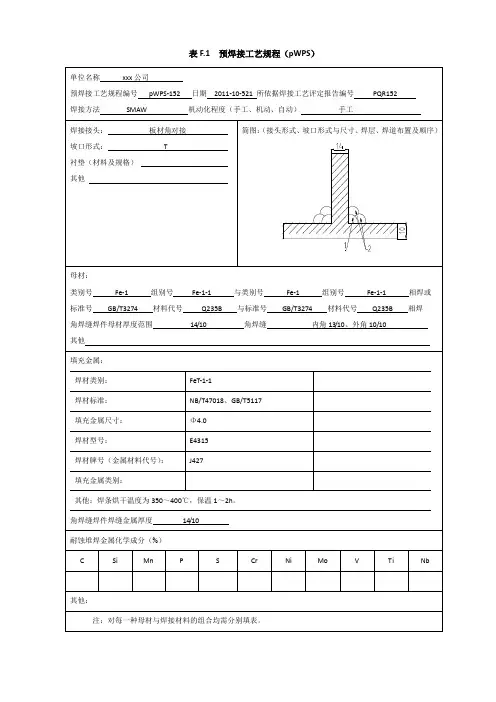
xx建设有限公司
焊接工艺评定
编号: PQR139-SMAW-Ⅰ1-T-12/9
编制:
审核:
批准:
目录
一、焊接工艺评定任务书(共1页)
二、焊接工艺评定指导书(共2页)
三、焊接工艺评定报告(共3页)
四、附件(原始记录、报告) (共5页)
焊接工艺评定任务书
焊接工艺指导书
焊接工艺评定报告
试件焊缝外观检验记录
工程名称:xx石化仓储基地二期工程
单位名称:xx建设有限公司检验日期:2010年6月29日
焊接责任师:检验员:制表:
T型接头试样金相检验(宏观)记录
工程名称:xx石化仓储基地二期工程
单位名称:xx建设有限公司检验日期:2010年6月30日
焊接责任师:检验员:制表:。
焊接工艺评定记录(PQR)公司名称咸阳通润金属材料有限公司共 2 页第 1 页公司评定记录编号TRPD2011-01 日期2011.08.30理化试验委托编号TR2010-11-1 焊接方法CO2气保焊自动化等级(自动、手工、机动或半自动)手工半自动接头简图母材材料标准号GB/T700-2006型号和等级Q235B厚度25mm 直径NA最大焊层厚度 6 mm其它NA填充金属SFA Specification GB/T8110-2008AWS Classification ER50-6 (AWS: ER70S-6)焊条(丝)直径Φ1.2填充金属型式实芯附加填充金属NA焊丝-焊剂(分类号)NA焊剂类别NA焊剂商标名称NA熔敷焊缝金属厚度 6 mm其它NA接头细节坡口位置平焊(1G)接头双面焊对接接头焊接方向(向上、向下) NA钝边尺寸f=2mm 坡口角度α=β=60°根部间隙R=2mm 是否清根是焊缝尺寸=T 其它预热温度和层间温度预热温度室温(20℃)层间温度Min:20℃;Max:180℃焊后热处理温度600±10℃时间 2.5小时其它煤炉加热气体气体纯度(%) 流量保护气二氧化碳99.93 15L/min尾部保护气NA NA NA背部保护气NA NA NA其它电特性电流/极性直流/反接(DCEP)钨极尺寸NA 类型NAGMAW 熔滴过渡型式NA其它焊接技巧直进焊或横摆焊摆动焊多道焊或单道焊(每侧) 多道焊多丝焊或单丝焊NA嘴孔或喷嘴尺寸NA打底焊道和层间清理方法钢丝刷、扁铲和砂轮背面清根方法气刨至完好金属后砂轮打磨光滑导电嘴至工件距离NA电极间距NA锤击NA其它焊接规范焊道或焊层填充金属电流电压V焊接速度cm/min送丝速度cm/min摆动幅度mm摆动速度mm/s停留时间s 等级直径类型和极性安培A1ER50-6 Φ1.2 直流/反接175 24-25 26 ≤122-m Φ1.2 直流/反接225 24-25 26 ≤12 n(清根)Φ1.2 直流/反接175 24-25 26 ≤12 p-w Φ1.2 直流/反接225 24-25 26 ≤12。
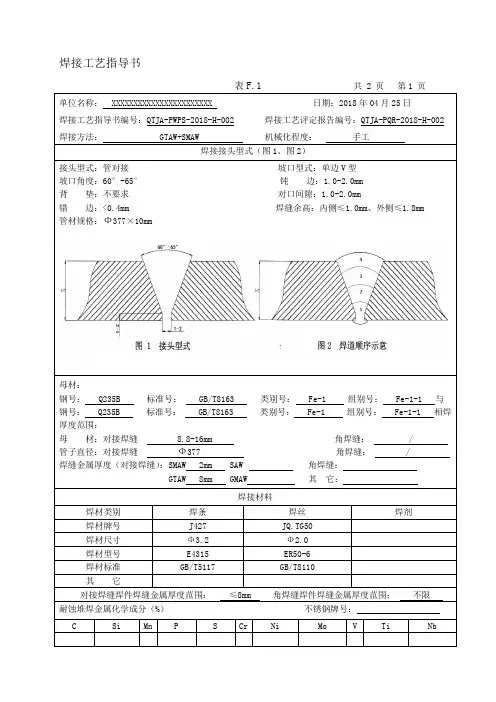
焊接工艺指导书
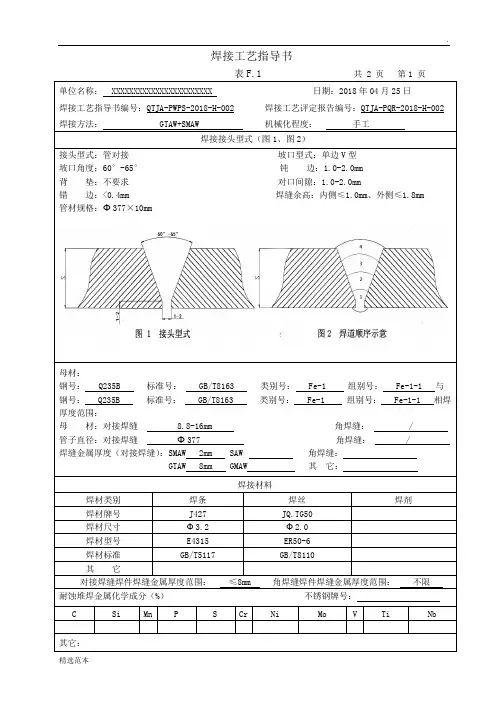
表F.1共 2 页第1 页
单位名称: XXXXXXXXXXXXXXXXXXXXXXX 日期:2018年04月25日
焊接工艺指导书编号:QTJA-PWPS-2018-H-002 焊接工艺评定报告编号:QTJA-PQR-2018-H-002 焊接方法: GTAW+SMAW 机械化程度:手工
焊接接头型式(图1、图2)
接头型式:管对接坡口型式:单边V型
坡口角度:60°-65°钝边:1.0-2.0mm
背垫:不要求对口间隙:1.0-2.0mm
错边:<0.4mm 焊缝余高:内侧≤1.0mm、外侧≤1.8mm
管材规格:Ф377×10mm
母材:
钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 与钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 相焊厚度范围:
母材:对接焊缝 8.8-16mm 角焊缝: / 管子直径:对接焊缝Ф377 角焊缝: / 焊缝金属厚度(对接焊缝):SMAW 2mm SAW 角焊缝:
GTAW 8mm GMAW 其它:
焊接材料
焊材类别焊条焊丝焊剂
焊材牌号J427 JQ.TG50
焊材尺寸Ф3.2 Ф2.0
焊材型号E4315 ER50-6
焊材标准GB/T5117 GB/T8110
其它
对接焊缝焊件焊缝金属厚度范围:≤8mm 角焊缝焊件焊缝金属厚度范围:不限
耐蚀堆焊金属化学成分(%)不锈钢牌号:
C Si Mn P S Cr Ni Mo V Ti Nb
其它:
焊接工艺评定报告
表F.2 共 3 页 第1 页 单位名称:XXXXXXXXXXXXXX 日期:2018年05月10日
焊接工艺评定报告编号:QTJA-PQR-2018-H-002 焊接工艺指导书编号:QTJA-PWPS-2018-H-002 焊接方法: GTAW+SMAW 机械化程度: 手工
焊接接头型式(图1、图2)
母材规格:Ф377*10(S=10mm )
母材:
钢 号: Q235B 与 钢 号: Q235B 标 准 号: GB/T8163 与 标 准 号: GB/T8163 类组别号: Fe-1/ Fe-1-1 与 类组别号: Fe-1/ Fe-1-1 相焊 厚 度: 10mm/10mm 直 径: Ф377 其 它: 焊后热处理:
热处理温度(℃)
: 保温时间(h ): 气体: 气体种类 混合比 流量(l/min ) 保护气 氩气 99% 9-11 尾部保护气 背面保护气 焊接材料:
填充金属: 焊丝 焊材标准: GB/T8110 填充金属: 焊条 焊材标准: GB/T5117
焊材牌号: ER50-6/J427焊材规格: Ф2.5/Ф3.2
焊缝金属厚度:SMAW 2mm SAW GTAW 8mm GMAW
电特性:
电流种类: 直流 极性: 正/反接
钨极尺寸: 铈钨极、Ф2.0
焊接电流(A ): 85-120 电弧电压(V ): 18-26
焊接位置:
对接焊缝位置: 45°固定 方向: 向上 角焊缝位置: 方向:
技术措施:
焊接速度(cm/min ): 8-12/12-14 摆动或不摆动: 摆动 摆动参数: 微摆
多道焊或单道焊(每面): 单道焊 多丝焊或单丝焊: 单丝焊 其它:
预热:
预热温度(℃): / 层间温度(℃): 其 它:
检验项目、评定指标及试样数量
焊接工艺评定施焊记录
焊接责任工程师:日期: 2018.04.26
焊接工艺评定焊缝检查记录表
焊缝外观检查记录表工艺评定方案编号: QTJA-PWPS-2018-H-001 工艺评定名称压力管道对接焊接
试板编号002
检验标准GB50236-2011
检查方法焊接检验尺
焊工钢印H002
焊接方法GTAW+SMAW
焊接材料ER50-6 +J427
母材Q235B
焊缝表面检查记录情况
检验项目标准值实测值正面焊缝高度(mm)≤2 1.8
正面焊缝宽度(mm)比坡口增宽<4 3
背面焊缝高度(mm)≤1.0 0.8
背面焊缝宽度(mm)比间隙增宽<1 0.5
裂纹不允许未见缺陷
咬边(长×深)<0.5mm 无
夹渣(形状×长度)不允许未见缺陷
气孔(形状×点数)不允许未见缺陷
检验依据GB50236-2011《现场设备、工业管道焊接工程施工及验收规范》检验结论:该评定试件,经焊后外观表面质量检查,焊缝表面质量检查的实测值符合标准规定的要求,确认合格(合格、不合格)。
焊接责任工程师:日期: 2018.04.26。