压力管道焊接工艺评定样式完整版
- 格式:docx
- 大小:57.24 KB
- 文档页数:14
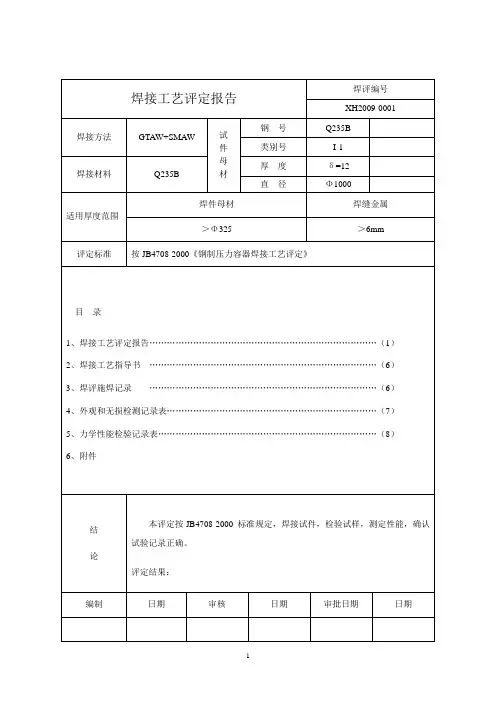
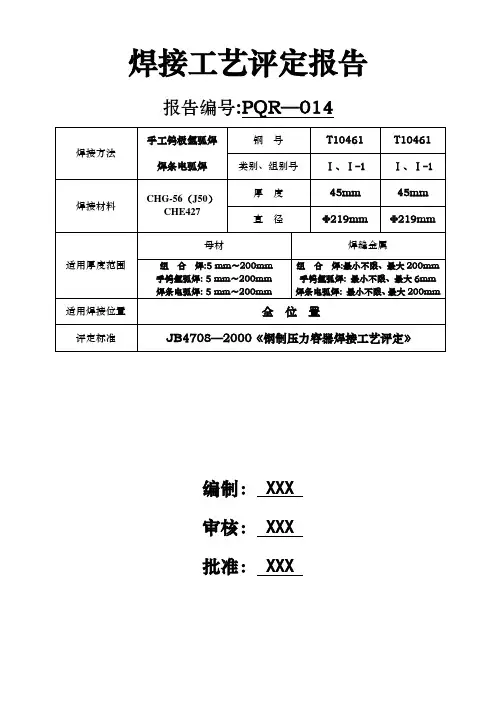
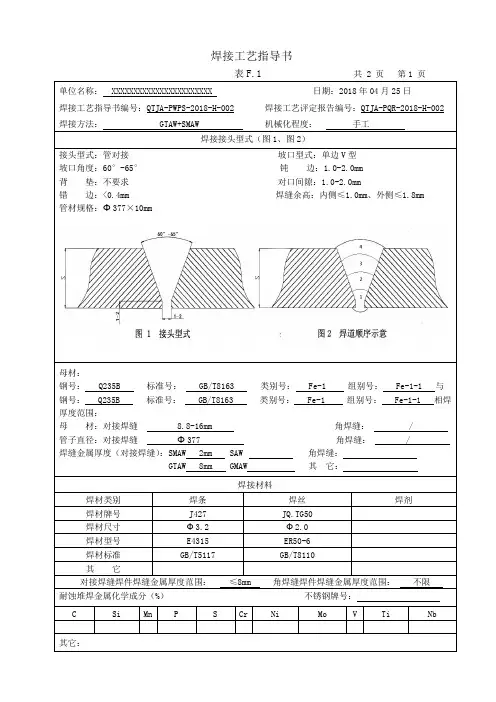
焊接工艺评定报告报告编号:PQR—014焊接方法手工钨极氩弧焊焊条电弧焊钢号T10461 T10461 类别、组别号Ⅰ、Ⅰ-1Ⅰ、Ⅰ-1焊接材料CHG-56(J50)CHE427厚度45mm 45mm 直径Φ219mm Φ219mm适用厚度范围母材焊缝金属组合焊:5 mm~200mm手钨氩弧焊: 5 mm~200mm焊条电弧焊: 5 mm~200mm组合焊:最小不限、最大200mm手钨氩弧焊: 最小不限、最大6mm焊条电弧焊: 最小不限、最大200mm适用焊接位置全位置评定标准JB4708—2000《钢制压力容器焊接工艺评定》编制:XXX审核:XXX批准:XXXXXX公司XXX分公司目录目次页次1、焊接工艺指导书WPS—014……………………………1~22、焊接工艺评定报告PQR—014…………………………3~53、焊接工艺评定施焊记录 (6)4、焊缝外观质量检查报告 (7)5、超声波探伤报告 (8)6、力学性能检验报告 (9)7、钢材质量证明书………………………………………10~168、焊条质量证明书………………………………………17~209、焊丝质量证明书 (21)焊接工艺指导书单位名称:XXX公司XXX分公司焊接工艺指导书编号:WPS—014日期:2011、2、12焊接工艺评定报告编号:PQR—014焊接方法:手工钨极氩弧焊——焊条电弧焊机械化程度手工(手工、半自动、自动)焊接接头:接头形式管—管对接坡口形式U形衬垫(材料及规格)无其它用机加工加工坡口简图:接头形式:对接;坡口形式:U形;坡口尺寸:P=0.5~1.0 mm;α=55~60°;b=2.5~3.2mm; h=0.5~3.0 mm;δ=45mm。
共焊10层,单道焊,采用单面焊双面成形技术焊接;先焊第1层(打底层),采用手工钨极氩弧焊;再焊第2、3、4、5、6、7、8、9层(中间层),采用焊条电弧焊;最后焊第10层(盖面层),采用焊条电弧焊。
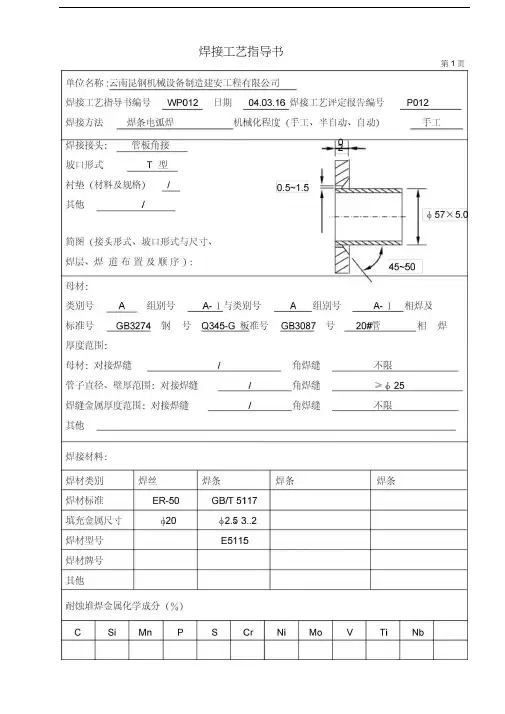
焊接工艺指导书第1页焊接工艺指导书焊接位置: 对接焊缝的位置 6FG 焊接方向: 角焊缝位置 焊接方向: 预热: 预热温度(C ) 层间温度(C ) 保持预热时间(允许最低值) (允许最咼值) /150 200焊后热处理:温度范围「C ) 620—— 670 保温时间(h )2气体:保护气 尾部气体种类Ar 混合比流量(L/min )/ /加热方式 /背面保护气/// J电特性 电流种类: 交流 极 性: / 焊接电流范围(A ) : 75~160 电弧电压(V ) : 21~26 焊层 焊道 焊接方法 填充材料 焊接电流 电弧电 压(V ) 焊接速度(cm/mi n )线能量(KJ/cm)牌号 直 径 极性电流(A ) 1氩弧焊 ER-50 2.5 正接 85~95 10~15 32焊条电弧焊 J507 3.2 反接 105~12( )22~24 4~4.53 焊条电弧焊 J507 3.2 反接 105~12( )22~25 4~4.54焊条电弧焊 J507 3.2 反接 120~13()22~254~4.5钨极类: 熔滴过: 型及直径 / 喷 :嘴直径(mm ): :丝送进速度(cm/m /渡形式 _________________ / _________ 焊 tin )/技术措施: 摆动焊或不摆动焊:摆动 摆动参数:焊前清理和层间清理:角向砂轮打磨 背面清根方法: 单道焊或多道焊(每面):—多道焊 导电嘴至工件距离(mm )单丝焊或多丝焊:锤击: _______________单丝焊日期审核日期批准日期编制单位名称:云南昆钢机械设备制造建安工程有限公司焊接工艺评定报告编号:P012 焊接工艺指导书编号:WP012焊接方法:焊条电弧焊机械化程度(手工、半自动、自动):手工接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)© 57X 3.5| 0.5~1.5焊工焊试件实作记录表锅炉维修焊接工艺评定报告书评定代号:SMAW- I -6FG-3.5/57-F3J编号:P012名称:Q235-A与20#角接焊接工艺评定日期:04.03. _____________云南昆钢机械设备制造建安工程有限公司1 .焊接工艺评定指导书................................................ ... .............. .. (1 ~2 )2. 焊接工艺评定报告...................................................................... .. (3~5 )3. 焊工焊试件实作记录.................................................................... . . (6 )4. 焊缝外观检验............................................ . (7 )5. X射线探伤报告 .......................................................................... . (8 )6. 理化试验报告...................... .................... (9 )7 .焊材质量证明书............................................................................ .. (1 0 )8.母材质量证明书.......................... (11 )。
焊接工艺指导书
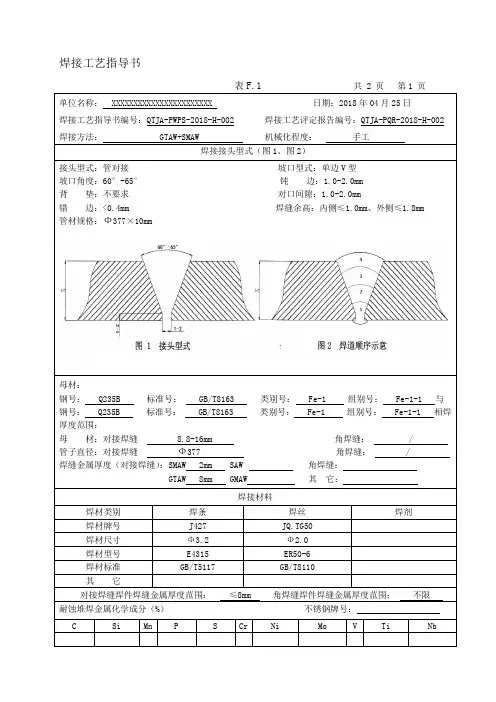
共 2 页第1 页
母材:
钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 与钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 相焊厚度范围:
母材:对接焊缝 8.8-16mm 角焊缝: / 管子直径:对接焊缝Ф377 角焊缝: / 焊缝金属厚度(对接焊缝):SMAW 2mm SAW 角焊缝:
GTAW 8mm GMAW 其它:
焊接材料
共 2 页第 2 页
焊接工艺评定报告
共 3 页 第1 页
母材: 钢 号: Q235B 与 钢 号: Q235B 标 准 号: GB/T8163 与 标 准 号: GB/T8163 类组别号: Fe-1/ Fe-1-1 与
类组别号: Fe-1/ Fe-1-1 相焊
焊后热处理:
热处理温度(℃)
: 保温时间(h )
: 气体: 气体种类 混合比 流量(l/min )
表F.2续共 3 页第 2 页
检验项目、评定指标及试样数量
焊接工艺评定施焊记录
焊接责任工程师:日期: 2018.04.26
焊接工艺评定焊缝检查记录表
情况
实测值。
压力管道焊接工艺评定简介压力管道是指在内腔内生产、贮存、运输和应用的工业管道,具有高压、高温和高流速的特点,安全性要求极高。
为了确保压力管道的安全性,必须保证焊接工艺的质量和可靠性。
本文档将介绍压力管道焊接工艺评定的相关知识。
焊接工艺评定的意义焊接工艺评定是指按规定程序和方法对焊接工艺的性能进行鉴定。
它的主要目的是确认焊接工艺的质量和可靠性,以及评估焊接工艺的适用性。
焊接工艺评定有以下意义:•评定焊接工艺的可靠性和适用性,为工程设计和施工提供科学依据;•进一步了解焊接工艺的特点和工艺参数,指导操作人员实施焊接工艺;•确定焊接工艺的缺陷和不足之处,提出改进方案。
焊接工艺评定的步骤1.制定评定方案制定评定方案是进行焊接工艺评定的第一步。
评定方案应包括评定的焊接工艺类型、评定焊接材料、评定焊缝类型、评定焊工的要求等。
2.制备试样试样的制备应符合规定的标准和要求。
通常情况下,我们选取最坏情况进行评定。
试样应该经过预处理、试样加工、试样组装和试样焊接等工序。
3.进行焊接对于需要进行焊接的试样,应在符合规定的条件下进行焊接,如焊接电流、焊接电压、焊接速度、预热温度等。
焊接结束后应进行压力、外观、尺寸等方面的检验。
4.进行性能测试对焊接后的试样进行性能测试,如化学分析、拉伸试验、硬度试验等。
在性能测试过程中,应严格控制各项试验条件,以确保测试结果的准确性。
5.分析评定结果按照试验结果,对评定结果进行分析和判断,确保评定结果的可靠性和准确性。
焊接工艺评定的注意事项1.评定过程中必须按照规定的程序和方法进行,不能有任何省略和随意性;2.评定过程中必须严格控制各项试验条件;3.评定结果应该是客观、准确和可靠的;4.评定过程中应注意安全,防止造成人员伤害或财产损失。
焊接工艺评定的标准1.焊接工艺评定应按照国家规定的相关标准和技术文件执行,如《钢质焊接工艺评定规范》等;2.焊接工艺评定应根据实际情况,进行评定标准的选择和适应性修订;3.如果没有国家标准和技术文件,可以采用国外的标准或指南作为参考。
焊接工艺指导书
共 2 页第1 页
母材:
钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 与钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 相焊厚度范围:
母材:对接焊缝 8.8-16mm 角焊缝: / 管子直径:对接焊缝Ф377 角焊缝: / 焊缝金属厚度(对接焊缝):SMAW 2mm SAW 角焊缝:
GTAW 8mm GMAW 其它:
焊接材料
共 2 页第 2 页
焊接工艺评定报告
共 3 页 第1 页 母材:
钢 号: Q235B 与 钢 号: Q235B 标 准 号: GB/T8163 与 标 准 号: GB/T8163 类组别号: Fe-1/ Fe-1-1 与 类组别号: Fe-1/ Fe-1-1 相焊 焊后热处理:
热处理温度(℃)
: 保温时间(h ): 气体: 气体种类 混合比 流量(l/min )
共 3 页第 2 页
检验项目、评定指标及试样数量
焊接工艺评定施焊记录
焊接责任工程师:日期: 2018.04.26
焊接工艺评定焊缝检查记录表
情况
实测值。
焊接工艺评定工作是整个焊接工作的前期准备,焊接工艺评定工作是验证所拟定的焊件及有关产品的焊接工艺的正确性而进行的试验过程和结果评价,重要性不言而喻。
一、焊接工艺评定概念它包括焊前准备、焊接、试验及其结果评价的过程。
焊接工艺评定也是生产实践中的一个重要过程,这个过程有前提、有目的、有结果、有限制范围。
所以焊接工艺评定要按照所拟定的焊接工艺方案进行焊前准备、焊接试件、检验试件、测定试件的焊接接头是否具有所要求的使用性能的各项技术指标,最后将全过程积累的各项焊接工艺因素、焊接数据据和试验结果整理成具有结论性、推荐性的资料,形成“焊接工艺评定报告”。
二、焊接工艺评定的意义焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。
焊接工艺评定是锅炉、压力容器和压力管道焊接之前技术准备工作中一项不可缺少的重要内容,是国家质量技术监督机构进行工程审验中必检的项目,是保证焊接工艺正确和合理的必经途径,是保证焊件的质量,焊接接头的各项性能必须符合产品技术条件和相应的标准要求的重要保证,因此,必须通过相应的实验即焊接工艺评定加以验证焊接工艺正确性和合理性,焊接工艺评定和还能够在保证焊接接头质量的前提下尽可能提高焊接生产效率和最大限度的降低生产成本,获取最大的经济效益。
三、焊接工艺评定目的和适用范围3.1 焊接工艺评定目的1.是锅炉、压力容器和压力管道及设备制造、安装、检修等生产过程和焊工培训教学应遵循的技术文件;2.是焊接质量管理所要执行的关键环节或重要措施;3.是反映一个单位施焊能力和技术水平高低的重要标志;4.是行业和国家相关的规程所做规定的必须进行的项目。
3.2 焊接工艺评定的适用范围1.焊接工艺评定适用于锅炉、管道、压力容器和承重钢结构等钢制设备的制作、安装、检修的焊接工作以及焊工培训和焊工技术考核,在这些工作实施前都要进行的焊接工艺评定,来确定所拟订的焊接工艺的正确性。
2.焊接工艺评定适用于焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、药芯焊丝电弧焊、气焊、埋弧焊等焊接方法。
焊接工艺评定工作是整个焊接工作的前期准备,焊接工艺评定工作是验证所拟定的焊件及有关产品的焊接工艺的正确性而进行的试验过程和结果评价,重要性不言而喻。
一、焊接工艺评定概念它包括焊前准备、焊接、试验及其结果评价的过程。
焊接工艺评定也是生产实践中的一个重要过程,这个过程有前提、有目的、有结果、有限制范围。
所以焊接工艺评定要按照所拟定的焊接工艺方案进行焊前准备、焊接试件、检验试件、测定试件的焊接接头是否具有所要求的使用性能的各项技术指标,最后将全过程积累的各项焊接工艺因素、焊接数据据和试验结果整理成具有结论性、推荐性的资料,形成“焊接工艺评定报告”。
二、焊接工艺评定的意义焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。
焊接工艺评定是锅炉、压力容器和压力管道焊接之前技术准备工作中一项不可缺少的重要内容,是国家质量技术监督机构进行工程审验中必检的项目,是保证焊接工艺正确和合理的必经途径,是保证焊件的质量,焊接接头的各项性能必须符合产品技术条件和相应的标准要求的重要保证,因此,必须通过相应的实验即焊接工艺评定加以验证焊接工艺正确性和合理性,焊接工艺评定和还能够在保证焊接接头质量的前提下尽可能提高焊接生产效率和最大限度的降低生产成本,获取最大的经济效益。
三、焊接工艺评定目的和适用范围3.1 焊接工艺评定目的1.是锅炉、压力容器和压力管道及设备制造、安装、检修等生产过程和焊工培训教学应遵循的技术文件;2.是焊接质量管理所要执行的关键环节或重要措施;3.是反映一个单位施焊能力和技术水平高低的重要标志;4.是行业和国家相关的规程所做规定的必须进行的项目。
3.2 焊接工艺评定的适用范围1.焊接工艺评定适用于锅炉、管道、压力容器和承重钢结构等钢制设备的制作、安装、检修的焊接工作以及焊工培训和焊工技术考核,在这些工作实施前都要进行的焊接工艺评定,来确定所拟订的焊接工艺的正确性。
2.焊接工艺评定适用于焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、药芯焊丝电弧焊、气焊、埋弧焊等焊接方法。
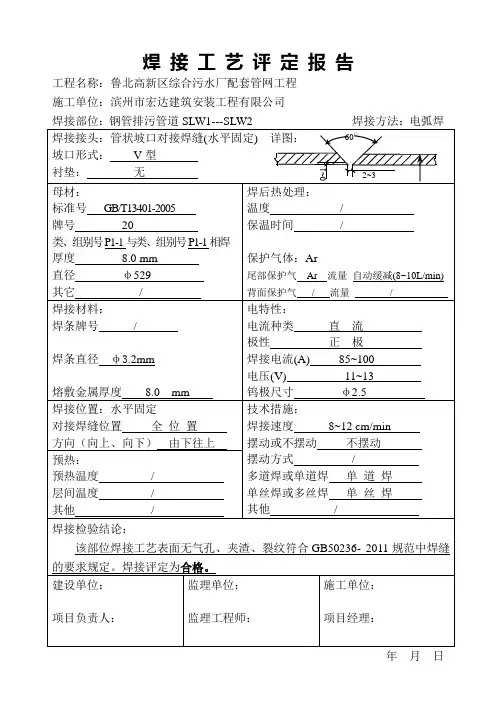
压力管道焊接工艺、工艺卡、规程及工艺评定管道焊接工艺卡产品名称制造编号管道类别焊接工艺评定编号焊缝编号第1 页西美中压管道GB1 HP-1 共1 页材料编号20#材料规格159×4.5焊接方法GTAW/SMAW焊接电源种类直流极性正接接头与坡口型式对接、双边V型焊缝位置立焊焊前预热加热方式——层间温度——温度范围——测温方法——焊后热处理种类——保温时间——加热方式——冷却方式——温度范围——测温方法——焊接工艺参数焊层焊材牌号焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)保护气体流量(L/min)1 H08Mn2SiAφ2.0 110 15 4 82 J422 φ3.2 110 21 7 ——压力管道焊接工艺卡产品名称制造编号管道类别焊接工艺评定编号焊缝编号第1 页西美中压管道GB1 HP-3 共1 页材料编号20#材料规格159×4.5焊接方法SMAW焊接电源种类直流极性正接接头与坡口型式对接、单边V型焊缝位置2FG 焊前预热加热方式——层间温度——温度范围——测温方法——焊后热处理种类——保温时间——加热方式——冷却方式——温度范围——测温方法——焊接工艺参数焊层焊材牌号焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)保护气体流量(L/min)1 J422 φ3.2 90 234 ——2 J422 φ3.2 110 23 7 ——3 J422 φ3.2 115 23.5 7 ——4 J422 φ3.2 120 24 7 ——5 J422 φ3.2 120 24 7 ——1 适用范围本规程适用于工业管道或公用管道中材质为碳素钢、低合金钢、耐热钢、不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的焊接施工。
2 主要编制依据2.1 GB50236-98《现场设备、工业管道焊接工程施工及验收规范》;2.2 GB/T20801-2006《压力管道规范-工业管道》;2.3 SH3501-2001《石油化工剧毒、可燃介质管道工程施工及验收规范》;2.4 GB50235-97《工业金属管道工程施工及验收规范》;2.5 CJJ28-89 《城市供热管网工程施工及验收规范》;2.6 CJJ33-89 《城镇燃气输配工程施工及验收规范》;2.7 GB/T5117-1995 《碳钢焊条》;2.8 GB/T5118-1995 《低合金钢焊条》;2.9 GB/T983-1995 《不锈钢焊条》;2.10 YB/T4242-1984 《焊接用不锈钢丝》;2.11 GB1300-77 《焊接用钢丝》;2.12 其他现行有关标准、规范、技术文件。