压力管道焊接工艺评定(DOC)
- 格式:doc
- 大小:201.00 KB
- 文档页数:14
压力管道焊接工艺评定范围
1.焊接材料的选择和质量要求:焊接材料应符合国家相关标准和规定,具有良好的焊接性能和机械性能,同时要满足工程设计要求。
2. 焊接工艺的选择和评定:对于不同材质、壁厚和规格的管道,应根据具体情况选择合适的焊接工艺,同时要对所选工艺进行评定,确保其可以满足工程要求。
3. 焊接操作人员的资质和培训要求:操作人员应具备相应的资质和培训经历,熟悉所使用的焊接工艺和设备,能够正确地进行焊接操作,并保证焊接质量。
4. 焊接过程的监控和控制:在焊接过程中,应对焊接参数进行监控和控制,及时发现和纠正焊接缺陷,确保焊接质量。
5. 焊接质量的检验和评定:对焊接质量进行全面的检验和评定,包括裂纹、气孔、夹杂物等缺陷的检测,以及机械性能、化学成分等指标的测试,确保焊接质量符合要求。
综上所述,压力管道焊接工艺评定范围是对压力管道焊接过程中各方面要素进行评定和控制,以确保焊接质量符合工程设计要求和国家相关标准和规定。
- 1 -。
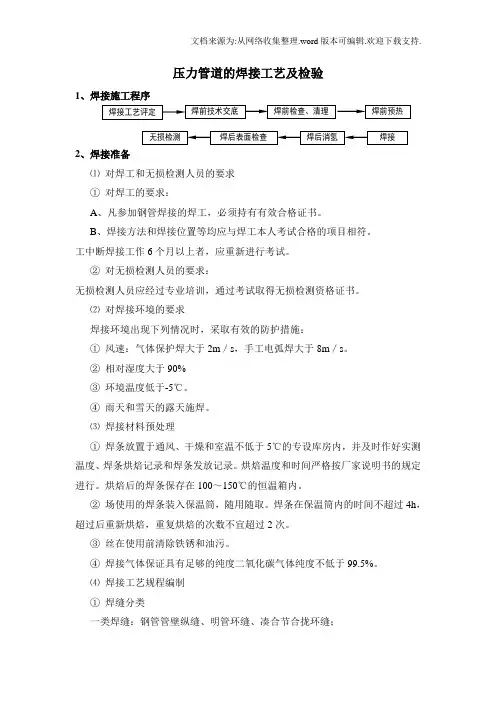
压力管道的焊接工艺及检验1、焊接施工程序2、焊接准备⑴ 对焊工和无损检测人员的要求 ① 对焊工的要求:A 、凡参加钢管焊接的焊工,必须持有有效合格证书。
B 、焊接方法和焊接位置等均应与焊工本人考试合格的项目相符。
工中断焊接工作6个月以上者,应重新进行考试。
② 对无损检测人员的要求:无损检测人员应经过专业培训,通过考试取得无损检测资格证书。
⑵ 对焊接环境的要求焊接环境出现下列情况时,采取有效的防护措施:① 风速:气体保护焊大于2m /s ,手工电弧焊大于8m /s 。
② 相对湿度大于90% ③ 环境温度低于-5℃。
④ 雨天和雪天的露天施焊。
⑶ 焊接材料预处理① 焊条放置于通风、干燥和室温不低于5℃的专设库房内,并及时作好实测温度、焊条烘焙记录和焊条发放记录。
烘焙温度和时间严格按厂家说明书的规定进行。
烘焙后的焊条保存在100~150℃的恒温箱内。
② 场使用的焊条装入保温筒,随用随取。
焊条在保温筒内的时间不超过4h ,超过后重新烘焙,重复烘焙的次数不宜超过2次。
③ 丝在使用前清除铁锈和油污。
④ 焊接气体保证具有足够的纯度二氧化碳气体纯度不低于99.5%。
⑷ 焊接工艺规程编制 ① 焊缝分类一类焊缝:钢管管壁纵缝、明管环缝、凑合节合拢环缝;二类焊缝:管壁环缝,加劲环、阻水环的对接焊缝和阻水环角焊缝。
三类焊缝:不属于一、二类的其他焊缝。
②焊接工艺评定600kg级钢板我局在多个电站使用,具有现成的焊接工艺评定和成熟的焊接水平,因此采用现有的焊接工艺评定,并在现场按照经监理人批准的焊接程序和工艺,通过生产性焊接试验加以修定并完善制造订出用于工程实际的焊接规范。
试板与实际使用的焊件相同,试验在监理监督下进行。
③编制焊接工艺规程钢管施焊前,根据已批准的焊接工艺评定(PQR)报告,结合本工程的实际情况,编制压力钢管焊接工艺规程(WPS)。
3、生产性焊接工艺⑴焊接方法焊接包含环缝的焊接、纵缝的焊接、加劲环的焊接、灌浆孔的补强板的焊接,其他附件的焊接。
压力管道焊接施工工艺及质量检测一、引言压力管道焊接施工工艺及质量检测是确保工程质量和施工安全的重要环节。
本文将从工艺流程、施工规范、质量检测等方面进行详细讨论,以帮助读者更好地了解压力管道焊接施工工艺及质量检测的相关知识。
二、压力管道焊接工艺1. 工艺准备在开始压力管道的焊接施工前,首先需要准备相关的工艺文件,包括焊接工艺规程、工艺指导书等。
同时需要对焊接设备和工具进行检查和校准,确保其正常和可靠。
2. 材料准备对于压力管道焊接施工,材料选择和准备非常重要。
需要根据设计要求选择符合标准的管材和焊材,并进行库存管理,防止材料出现质量问题或者误用。
3. 焊接工艺焊接工艺是决定焊接质量的关键因素之一。
在进行焊接前,需要根据设计要求和材料性质选择适当的焊接工艺。
常见的焊接方法包括手工电弧焊、气体保护焊、埋弧焊等。
在焊接过程中,需要控制焊接参数,如电流、电压、焊接速度等,以确保焊缝的质量。
三、施工规范1. 操作规程在压力管道焊接施工中,必须按照相关的操作规程进行施工。
操作规程包括焊接操作、检查与试验、防火与防护等内容。
施工人员必须熟悉并遵守这些操作规程,以减少事故发生的风险。
2. 焊接工艺评定在压力管道焊接施工前,必须进行焊接工艺评定。
评定焊接工艺的目的是确定所选用的焊接方法和焊接参数是否能够满足设计和规范要求。
通过对样板的焊接试验和性能检测,评定焊缝质量和焊接工艺的合格性。
3. 检验与试验施工过程中应进行必要的检验与试验,以确保焊接质量符合要求。
检验包括焊缝外观检查、尺寸检查、焊缝的无损检测等;试验包括压力试验、泄漏试验等。
其中,焊缝的无损检测是重要的一项质量检测手段,常用的方法有超声波检测、射线检测等。
四、质量检测压力管道焊接质量检测是确保工程质量的重要环节。
以下是一些常用的质量检测方法:1. 脉冲电流检测脉冲电流检测是一种用于检测焊接缺陷的无损检测方法。
通过施加脉冲电流并观察检测信号的变化,可以准确定位和评估焊接缺陷,如裂纹、孔洞等。
焊接工艺评定记录(pqr)焊接工艺评定记录(Welding Procedure Qualification Record,简称WPQR)是对焊接工艺进行全面评估的重要文件,它包含了焊接工艺的详细信息、试验过程及结果评价。
焊接工艺评定记录的主要内容包括以下几个方面:一、焊接工艺评定过程1.拟定预备焊接工艺指导书(Preliminary Welding Procedure Specification,简称PWPS):在评定前,首先需要拟定一份初步的焊接工艺指导书,其中包括焊接方法、焊接材料、焊接参数等。
2.施焊试件和制取试样:根据预备焊接工艺指导书进行试件焊接,然后从试件上制取各种试样,以备后续检测。
3.检验试件和试样:对制取的试样进行外观检测、无损探伤、拉伸测试、弯曲测试、冲击测试、硬度测试、低倍金相测试等,以评估焊接接头的质量。
4.测定焊接接头是否满足标准所要求的使用性能:通过各种测试方法,如表面裂纹检测、弯曲测试、冲击测试等,检验焊接接头是否具备良好的使用性能。
5.提出焊接工艺评定报告:对试样的检测结果进行综合分析,判断焊接工艺指导书的正确性,并撰写评定报告。
二、焊接工艺评定应用范围焊接工艺评定主要适用于锅炉、压力容器、压力管道、桥梁、船舶、航空航天、核能以及承重钢结构等钢制设备的制造、安装、检修工作。
此外,还适用于气焊、焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、埋弧焊、等离子弧焊、电渣焊等焊接方法。
三、焊接工艺评定常规测试1.外观检测:检查焊接接头的外观质量,如焊缝形状、焊缝宽度、焊缝高度等。
2. 无损探伤:通过超声波、射线等无损检测方法,检测焊接接头内部是否存在缺陷。
3.拉伸测试:测试焊接接头的拉伸强度和韧性。
4.弯曲测试:评估焊接接头在弯曲载荷下的抗弯能力。
5.冲击测试:检验焊接接头在冲击载荷下的韧性和抗裂性能。
6.硬度测试:测量焊接接头的硬度,以评估其耐磨性能。
7.低倍金相测试:观察焊接接头的金相组织,判断其是否符合标准要求。
焊接工艺评定作业指导书1适用范围适用于压力管道的焊接工艺评定,是编制手工电弧焊作业指导书和手工钨极氟弧焊作业指导书的基础与依据之一。
2焊接工艺评定的基本原则2.1焊接工艺评定应以可行的钢材焊接性能试验为依据;并在压力管道焊道施工之前完成。
2.2 焊接工艺评定所用设备、仪表应处于正常工作状态。
并且仪表应经检定合格,在检定周期范围内使用。
2.3 焊接工艺评定试件的焊接,须由本单位技术熟练的焊工完成。
2.4 以改变焊接工艺因素(如重要因素、补加因素和次要因素)对焊接接头力学性能的影响程度,作为是否需要重新评定焊接工艺的根据,并执行SY/T0452-2002 《石油天然气金属管道焊接工艺评定》所规定的焊接工艺评定规则上、替代范围、试验方法和合格指标。
2.5焊接工艺评定的钢材和焊材,必须符合相应标准的规定。
2.6 对不能按SY/T0452-2002 《石油天然气金属管邀焊接工艺评定》表3.0.8 的规定进行分级分类的母材,应单独进行焊接工艺评定。
3.焊接工艺评定程序3.1 施工单位技术人员根据压力管道需要评定的焊缝,或者为了提前作出焊接工艺评定的技术准备,编制"焊接工艺指导书"。
其内容应包括重要因素、补加因素和次要因素,经焊接责任师审核后交给焊接试验室。
3.2焊接试验室试验员根据"焊接工艺指导书"中的要求准备试件、焊材和焊接设备以及进行试件焊接,并作为施焊记录。
如焊接试件需要作焊后热处理,则质量检验人员的监督下,曲试验员按"焊接工艺指导书"的要求进行试件的热处理,最后经质量检验部门出具热处理报告。
3.3焊接工艺评定试板的焊接,必须在质量检验员的监督下进行,并由检验员负责检查试板的外观质量,确认合格后进行无损探伤委托。
3.4 经无损检测合格的焊接工艺评定试板,按SY/T0452-2002 《石油天然气金属管道焊接工艺评定》中的规定进行力学性试验的试样制备。

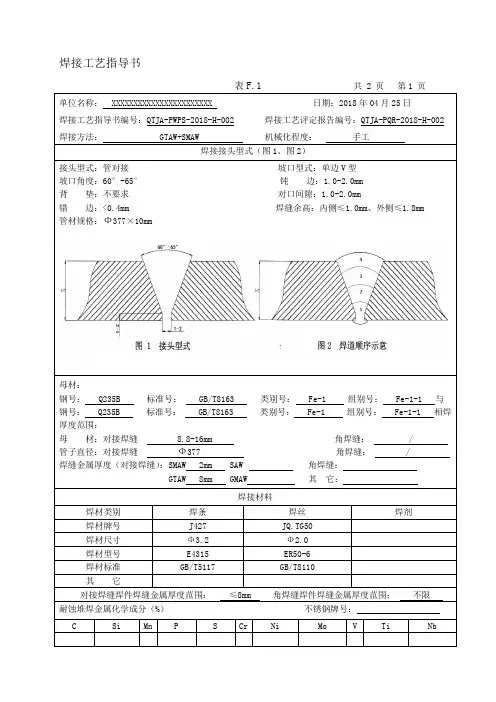
焊接工艺指导书
共 2 页第1 页
母材:
钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 与钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 相焊厚度范围:
母材:对接焊缝 8.8-16mm 角焊缝: / 管子直径:对接焊缝Ф377 角焊缝: / 焊缝金属厚度(对接焊缝):SMAW 2mm SAW 角焊缝:
GTAW 8mm GMAW 其它:
焊接材料
共 2 页第 2 页
焊接工艺评定报告
共 3 页 第1 页
母材: 钢 号: Q235B 与 钢 号: Q235B 标 准 号: GB/T8163 与 标 准 号: GB/T8163 类组别号: Fe-1/ Fe-1-1 与
类组别号: Fe-1/ Fe-1-1 相焊
焊后热处理:
热处理温度(℃)
: 保温时间(h )
: 气体: 气体种类 混合比 流量(l/min )
表F.2续共 3 页第 2 页
检验项目、评定指标及试样数量
焊接工艺评定施焊记录
焊接责任工程师:日期: 2018.04.26
焊接工艺评定焊缝检查记录表
情况
实测值。
压力钢管焊接工艺评定文件English Answer:Pressure Steel Pipe Welding Process Qualification Document.Purpose.The purpose of this document is to establish the requirements for the qualification of welding processes for pressure steel pipe. This document shall be used in conjunction with applicable codes, standards, and specifications.Scope.This document applies to the qualification of welding processes for pressure steel pipe that is used in the construction of pressure vessels, piping systems, and other applications where the integrity of the welded joint iscritical to the safe operation of the system.Definitions.Base Metal: The metal being welded.Filler Metal: The metal added to the joint during welding.Welding Process: The method used to join the base metal.Weld Joint: The area where the base metal is joined by welding.Weldment: The completed welded assembly.Requirements.Welding Process Qualification.Welding processes shall be qualified in accordance with the requirements of ASME Boiler and Pressure Vessel Code,Section IX. The qualification shall include the following:Welding procedure specification (WPS)。
压力管道元件制造管理制度之焊工考试和焊接工艺评定的基本要求焊工考试和焊接工艺评定的基本要求(一)、焊工考试1、当阀门主体材料 (阀体等)存在对接和角接焊接情况时,焊工应按《锅炉压力容器压力管道焊工考试与管理规则》以下简称《焊工考试规则》进行相应项目的考试,并获得平、角项目的资格。
2、当阀门主体材料按标准允许补焊时,补焊焊工应具有《焊工考试规则》中规定的相应的平焊项目资格。
3、当阀门密封面需进行堆焊(堆焊硬质合金或不锈钢等)时,焊工按《焊工考试规则》进行不锈钢耐蚀层堆焊的考试(堆焊试件用焊工考试规则中Ⅰ、Ⅱ类材料均可,T≥ 25mm,)并获得此堆焊项目资格。
4、当阀门密封面需进行等离子弧堆焊时,应按《JB/T6438-92标准阀门密封面等离子弧堆焊技术要求》进行培训和考试。
(二)、焊接工艺评定1、制造单位阀门主体材料 (阀体等)存在对接或角接时需进行工艺评定其覆盖厚度、焊接方法、焊接工艺因素均按《JB4708-2000钢制压力容器焊接工艺评定》以下简称《JB4708-2000》进行评定(对接工艺评定用于角焊工艺、补焊工艺对其覆盖厚度不限)。
2、制造单位当阀门主体材料 (阀体等) 按《JB4708-2000》规定,进行补焊时需按《JB4708-2000》标准采用对接型式工艺评定(试件厚度取δ=10~12mm,覆盖厚度上限2δ).3、密封面堆焊评定(1)密封面耐磨层硬质合金堆焊要求:(基体材料可为碳钢,不锈钢)a.密封面耐磨层硬质合金堆焊的试件尺寸,堆焊焊缝的要求等按《JB4708-2000》不钢锈耐蚀层堆焊的要求。
b.堆焊评定的予热、焊后热处理应同产品技术要求。
c.堆焊评定检验项目i 堆焊后堆焊焊缝表面进行外观检查应无裂纹等表面缺陷。
ii 堆焊后堆焊焊缝表面进行渗透检测、合格标准符合《JB4730-1994》》Ⅰ级合格。
iii 堆焊层表面进行硬度试验、硬度值应达到产品规定要求最低值。
iV 试样截取应垂直堆焊层厚度方向,切取二个断面试样(见下图),对二个断面试样进行抛光、浸蚀、然后用5倍放大镜观察断面,检查焊缝与基层熔合线及热影响区应无裂纹、末熔合和其它线性缺陷为合格。
压力管道焊接工艺评定简介压力管道是指在内腔内生产、贮存、运输和应用的工业管道,具有高压、高温和高流速的特点,安全性要求极高。
为了确保压力管道的安全性,必须保证焊接工艺的质量和可靠性。
本文档将介绍压力管道焊接工艺评定的相关知识。
焊接工艺评定的意义焊接工艺评定是指按规定程序和方法对焊接工艺的性能进行鉴定。
它的主要目的是确认焊接工艺的质量和可靠性,以及评估焊接工艺的适用性。
焊接工艺评定有以下意义:•评定焊接工艺的可靠性和适用性,为工程设计和施工提供科学依据;•进一步了解焊接工艺的特点和工艺参数,指导操作人员实施焊接工艺;•确定焊接工艺的缺陷和不足之处,提出改进方案。
焊接工艺评定的步骤1.制定评定方案制定评定方案是进行焊接工艺评定的第一步。
评定方案应包括评定的焊接工艺类型、评定焊接材料、评定焊缝类型、评定焊工的要求等。
2.制备试样试样的制备应符合规定的标准和要求。
通常情况下,我们选取最坏情况进行评定。
试样应该经过预处理、试样加工、试样组装和试样焊接等工序。
3.进行焊接对于需要进行焊接的试样,应在符合规定的条件下进行焊接,如焊接电流、焊接电压、焊接速度、预热温度等。
焊接结束后应进行压力、外观、尺寸等方面的检验。
4.进行性能测试对焊接后的试样进行性能测试,如化学分析、拉伸试验、硬度试验等。
在性能测试过程中,应严格控制各项试验条件,以确保测试结果的准确性。
5.分析评定结果按照试验结果,对评定结果进行分析和判断,确保评定结果的可靠性和准确性。
焊接工艺评定的注意事项1.评定过程中必须按照规定的程序和方法进行,不能有任何省略和随意性;2.评定过程中必须严格控制各项试验条件;3.评定结果应该是客观、准确和可靠的;4.评定过程中应注意安全,防止造成人员伤害或财产损失。
焊接工艺评定的标准1.焊接工艺评定应按照国家规定的相关标准和技术文件执行,如《钢质焊接工艺评定规范》等;2.焊接工艺评定应根据实际情况,进行评定标准的选择和适应性修订;3.如果没有国家标准和技术文件,可以采用国外的标准或指南作为参考。
压力管道的焊接工艺及检验1、焊接施工程序2、焊接准备⑴ 对焊工和无损检测人员的要求① 对焊工的要求:A 、凡参加钢管焊接的焊工,必须持有有效合格证书。
B 、焊接方法和焊接位置等均应与焊工本人考试合格的项目相符。
工中断焊接工作6个月以上者,应重新进行考试。
② 对无损检测人员的要求:无损检测人员应经过专业培训,通过考试取得无损检测资格证书。
⑵ 对焊接环境的要求焊接环境出现下列情况时,采取有效的防护措施:① 风速:气体保护焊大于2m /s ,手工电弧焊大于8m /s 。
② 相对湿度大于90%③ 环境温度低于-5℃。
④ 雨天和雪天的露天施焊。
⑶ 焊接材料预处理① 焊条放置于通风、干燥和室温不低于5℃的专设库房内,并及时作好实测温度、焊条烘焙记录和焊条发放记录。
烘焙温度和时间严格按厂家说明书的规定进行。
烘焙后的焊条保存在100~150℃的恒温箱内。
② 场使用的焊条装入保温筒,随用随取。
焊条在保温筒内的时间不超过4h ,超过后重新烘焙,重复烘焙的次数不宜超过2次。
③ 丝在使用前清除铁锈和油污。
④ 焊接气体保证具有足够的纯度二氧化碳气体纯度不低于%。
⑷ 焊接工艺规程编制 焊前技术交底 焊接 焊前预热焊前检查、清理 焊后消氢 焊后表面检查 无损检测 焊接工艺评定①焊缝分类一类焊缝:钢管管壁纵缝、明管环缝、凑合节合拢环缝;二类焊缝:管壁环缝,加劲环、阻水环的对接焊缝和阻水环角焊缝。
三类焊缝:不属于一、二类的其他焊缝。
②焊接工艺评定600kg级钢板我局在多个电站使用,具有现成的焊接工艺评定和成熟的焊接水平,因此采用现有的焊接工艺评定,并在现场按照经监理人批准的焊接程序和工艺,通过生产性焊接试验加以修定并完善制造订出用于工程实际的焊接规范。
试板与实际使用的焊件相同,试验在监理监督下进行。
③编制焊接工艺规程钢管施焊前,根据已批准的焊接工艺评定(PQR)报告,结合本工程的实际情况,编制压力钢管焊接工艺规程(WPS)。
3、生产性焊接工艺⑴焊接方法焊接包含环缝的焊接、纵缝的焊接、加劲环的焊接、灌浆孔的补强板的焊接,其他附件的焊接。
压力管道焊接施工工艺(一管道焊接一般要求)1 总则1.1 内容及适用范围本工艺适用于管道系统的现场安装焊接及预制场焊接。
本工艺提出了管道焊接的一般要求。
本工艺应同管材相应的焊接标准、《现场设备、工业管道焊接工程施工与验收规范》(GB50236-98)、针对工程项目编制的施工工艺一同使用。
当本工艺与上述文件相矛盾时,应以上述文件为准。
本工艺可以直接用于工程施工,也可以作为编制工程项目施工工艺的依据。
1.2 定义业主代表,指业主指派或业主委托的工程监理公司指派的、可以代表业主表态的驻现场代表。
临时焊缝,为了组对焊口或为了其它目的,对管道焊口或管壁进行的非正式焊接所形成的焊缝。
定位焊缝,为了固定两个焊件的相对位置,在焊接坡口内进行少量的焊接,所形成的焊缝。
2 焊接准备2.1 坡口制备就使用机械加工或氧乙炔火焰气割的方法进行坡口加工。
当使用氧乙炔火焰气割进行坡口加工时,应打磨切割面,去除氧化物,使坡口平整。
2.1.1焊接坡口的形式与尺寸,应执行《现场设备、工业管道焊接工程施工与验收规范》(GB50236)的规定。
2.1.2 管道分支连接的坡口形式见本工艺附图中的图1、图2、图3。
2.1.3 补强板的准备见本工艺附图中的图4。
2.1.4 不同于上述规定的坡口形式,应得到业主代表的认可。
2.2 清理2.2.1待焊表面应彻底清理。
尤其是油污、油脂、油漆和沥青应用火焰或溶剂去除。
应用钢丝刷和(或)打磨法去除坡口表面的铁锈、氧化物、灰尘、砂粒及其它任何杂物。
2.2.2对使用非熔化极气体保护焊及熔化极气体保护焊方法进行焊接的焊缝,坡口清理范围应扩大到离坡口10mm以远的母材区,并用打磨方法对管道内表面进行清理。
2.3 组装、对中2.3.1 在焊接前,被焊部件应对中、组装好,保证坡口间隙大小合适,以保证根部能够焊透。
用手工电弧焊时,建议预留对口间隙2-4mm,采用非熔化极气体保护焊时,建议预留对口间隙1.5-3mm。
焊接工艺评定工作是整个焊接工作的前期准备,焊接工艺评定工作是验证所拟定的焊件及有关产品的焊接工艺的正确性而进行的试验过程和结果评价,重要性不言而喻。
一、焊接工艺评定概念它包括焊前准备、焊接、试验及其结果评价的过程。
焊接工艺评定也是生产实践中的一个重要过程,这个过程有前提、有目的、有结果、有限制范围。
所以焊接工艺评定要按照所拟定的焊接工艺方案进行焊前准备、焊接试件、检验试件、测定试件的焊接接头是否具有所要求的使用性能的各项技术指标,最后将全过程积累的各项焊接工艺因素、焊接数据据和试验结果整理成具有结论性、推荐性的资料,形成“焊接工艺评定报告”。
二、焊接工艺评定的意义焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。
焊接工艺评定是锅炉、压力容器和压力管道焊接之前技术准备工作中一项不可缺少的重要内容,是国家质量技术监督机构进行工程审验中必检的项目,是保证焊接工艺正确和合理的必经途径,是保证焊件的质量,焊接接头的各项性能必须符合产品技术条件和相应的标准要求的重要保证,因此,必须通过相应的实验即焊接工艺评定加以验证焊接工艺正确性和合理性,焊接工艺评定和还能够在保证焊接接头质量的前提下尽可能提高焊接生产效率和最大限度的降低生产成本,获取最大的经济效益。
三、焊接工艺评定目的和适用范围3.1 焊接工艺评定目的1.是锅炉、压力容器和压力管道及设备制造、安装、检修等生产过程和焊工培训教学应遵循的技术文件;2.是焊接质量管理所要执行的关键环节或重要措施;3.是反映一个单位施焊能力和技术水平高低的重要标志;4.是行业和国家相关的规程所做规定的必须进行的项目。
3.2 焊接工艺评定的适用范围1.焊接工艺评定适用于锅炉、管道、压力容器和承重钢结构等钢制设备的制作、安装、检修的焊接工作以及焊工培训和焊工技术考核,在这些工作实施前都要进行的焊接工艺评定,来确定所拟订的焊接工艺的正确性。
2.焊接工艺评定适用于焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、药芯焊丝电弧焊、气焊、埋弧焊等焊接方法。