M64-M65-M66-M50-M520A-M500系列维护手册
- 格式:pdf
- 大小:4.72 MB
- 文档页数:68
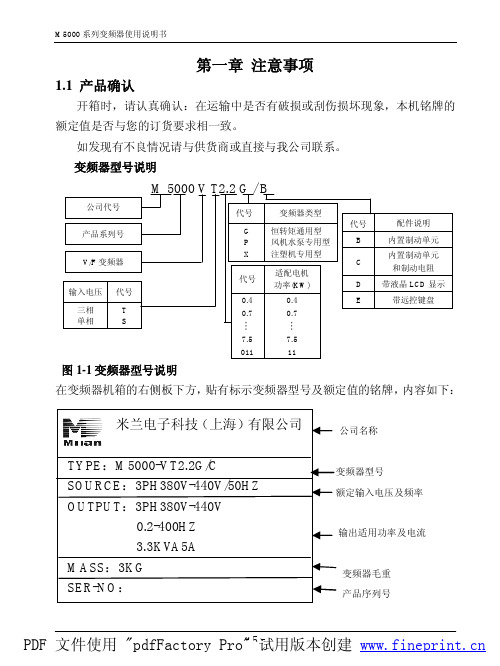
第一章 注意事项1.1 产品确认开箱时,请认真确认:在运输中是否有破损或刮伤损坏现象,本机铭牌的额定值是否与您的订货要求相一致。
如发现有不良情况请与供货商或直接与我公司联系。
变频器型号说明图1-1变频器型号说明在变频器机箱的右侧板下方,贴有标示变频器型号及额定值的铭牌,内容如下:公司名称变频器型号额定输入电压及频率输出适用功率及电流变频器毛重 产品序列号1.2 安全注意事项l拿到产品时的确认l安装l接线有触电和火灾的危险。
3.接地端子一定要可靠接地。
(380V级:特别第3种接地)有触电和火灾的危险。
4.紧急停车端子接通后,一定要检查其动作是否有效。
有受伤的危险。
(接线责任由使用者承担)5.请勿直接触摸输出端子,变频器的输出端子切勿与外壳连接,输出端子之间切勿短接。
有触电及引起短路的危险。
8.请勿拆卸前面板外罩,接线时仅需拆卸端子外罩。
可能导致变频器内部损坏。
l保养、检查1.3 使用注意事项在使用M5000系列变频器时,请注意以下几点:1、恒转矩低速运行变频器带普通电机长期低速运行时,由于散热效果变差,会影响电机寿命。
如果需低速恒转矩长期运行,必须选用专用的变频电机。
2、电机绝缘的确认应用M5000系列变频器时,带电机前请先确认所用电机的绝缘,以防损坏设备。
另外在电机所处环境比较恶劣时请定期检查电机的绝缘情况,以保证系统的安全工作。
3、负转矩负载对于诸如提升负载之类的场合,常常会有负转矩发生,变频器会产生过流或过压故障而跳闸,此时应该考虑选配制动电阻。
4、负载装置的机械共振点变频器在一定的输出频率范围内,可能会遇到负载装置的机械共振点,必须通过设置跳跃频率来避开。
5、改善功率因素的电容或压敏器件由于变频器输出电压是脉冲波型,如果输出侧安装有改善功率因数的电容或防雷用压敏电阻等,会造成变频器故障跳闸或器件的损坏,务必请拆除,另外在输出侧建议不要加空气开关和接触器等开关器件,如图1-3所示。
(如果必须在输出侧接开关器件,则在控制上必须保证开关动作时变频器的输出电流为零)图1-3 变频器输出端禁止使用电容器6、基频设置时的降额使用基频设置低于额定频率时,请注意电机的降额使用,以免电机过热烧坏。

文件制修订记录前言本手册介绍了川崎机器人MX系列、MD系列、MT400N的检查与维护的方法。
在进行任何操作前,请务必透彻阅读理解本手册和安全手册的内容,并严格遵守所有安全规则。
有关机器人手臂和控制器的安装与连接信息,请分别参阅相应的手册。
再次提醒,在完全理解本手册的内容之前,请不要执行任何操作。
对于只按照本手册中有限部分内容进行操作而导致的事故或损害,川崎公司将不会承担任何责任。
符号在本手册中,下述符号的内容应特别注意。
为确保机器人的正确安全操作、防止人员伤害和财产损失,请遵守下述方框符号表达的安全信息。
目录1.0 注意事项 (4)2.0检查与维护项目 (10)2.1MX500N、MX420L、MX350L型号机器人的检查与维护项目 (11)2.2 MX700N型号机器人的检查与维护项目 (12)2.3 MD400N型号机器人的检查与维护项目 (13)2.4 MD500N型号机器人的检查与维护项目 (14)2.5 MT400N型号机器人的检查与维护项目 (15)3.0日常检查的详细内容 (16)4.0补充和更换 (17)4.1JT1齿轮的润滑脂补充、润滑油补充及更换(MX系列、MD400N、MT400N) (18)4.1.1JT1齿轮的润滑脂补充(MX系列、MD系列、MT400N) (18)4.1.2齿轮箱的润滑油补充(MX系列、MD系列、MT400N) (19)4.1.3齿轮箱的润滑油更换(MX系列、MD系列、MT400N) (20)4.2JT2减速机的润滑脂更换(MX系列、MD系列、MT400N) (21)4.2.1 JT2齿轮箱的润滑脂更换(MX700N) (22)4.3JT3减速机的润滑脂更换(MX系列、MD系列、MT400N) (23)4.3.1 JT3齿轮箱的润滑脂更换(MX700N、MD500N) (24)4.4手腕(JT4、5、6)驱动齿轮的润滑脂更换(MX系列) (25)4.5 手腕(JT4、5、6)驱动齿轮的润滑脂更换(MT400N) (26)4.6 JT4齿轮和减速机的润滑脂更换(MX系列) (27)4.7JT4齿轮和减速机的润滑脂更换(MD系列) (28)4.8JT4齿轮和减速机的润滑脂更换(MT400N) (29)4.9JT5齿轮和减速机的润滑脂更换(MX系列) (30)4.10JT5减速机的润滑脂更换(MD系列) (31)4.11JT5齿轮和减速机的润滑脂更换(MT400N) (32)4.12JT6齿轮和减速机的润滑脂更换(MX系列) (33)4.13JT6齿轮和减速机的润滑脂更换(MT400N) (34)4.14 JT1交叉滚子轴承的润滑脂补充(MX系列、MD系列、MT400N) 354.15 JT3交叉滚子轴承的润滑脂补充(MX系列、MD系列、MT400N) 365.0 内部机器电缆检查 (37)6.0重新紧固 (38)1.0注意事项对川崎机器人进行维护操作之前,请注意如下事项以确保安全。


okumam代码大全M00程序停止M01选择停止M02程序结束M03主轴正转(顺时针旋转)M04主轴反转(逆时针旋转)M05主轴停止M06刀具交换(ATC规格)M07--M08冷却液1开M09冷却液1关M10主轴点动关M11主轴点动开M12动力刀具轴停止M13动力刀具轴正转M14动力刀具轴反转M15C轴正向定位M16C轴反向定位M17数据传送请求M18主轴定向取消M19主轴定向1M20尾架干涉区关或主轴干涉监视关M21尾架干涉区开或主轴干涉监视开M22倒角关M23倒角开M24卡盘干涉区关,刀具干涉关M25卡盘干涉区开,刀具干涉开M26螺纹导程有效轴 Z轴指定M27螺纹导程有效轴 X轴指定M28刀具干涉检查功能关M29刀具干涉检查功能开M30程序结束M31--M32螺纹切削单面切削模式M33螺纹切削交叉切削模式M34螺纹切削逆向单面切削模式M35--M36--M37--M38--M39--M40主轴齿轮空档M41主轴齿轮1档或低速线圈M42主轴齿轮2档或高速线圈M43轴上齿轮3档M44主轴齿轮4档M45--M46--M47--M48M49取消M49主轴倍率无效M50吹气B关M51吹气口B开M52--M53--M54--M55尾架后退M56尾架前进M57M63取消M58卡盘低压M59卡盘高压M60M61取消M61圆周速度恒定切削时,恒定旋转应答忽视M62M64取消M63主轴旋转M码应答忽视M64主轴旋转之外的M码应答忽视M65T码应答忽视M66刀架回转位置自由M67同步模式运行取消M68同步模式A运行开M69同步模式B运行开M70手动换刀指令M71--M72ATC单元定位在接近位置M73螺纹切削类型1M74螺纹切削类型2M75螺纹切削类型3M76工件捕手后退M77工件捕手前进M78中心架松开M79中心架夹紧M80--M81--M82--M83卡盘夹紧M84卡盘松开M85LAP粗车循环后不返回起始位置M86刀架右回转指定M87M86取消M88吹气A关M89吹气A开M90关门M91开门M92棒料进给器后退M93棒料进给器前进M94--M95--M96副轴用工件捕手后退M97副轴用工件捕手前进M98尾架低压M99尾架高压M100等待同步指令(预读入中止)M101外部M码M102外部M码M103外部M码M104外部M码M105外部M码M106外部M码M107外部M码M108外部M码M109取消M110M110C轴联接M111--M112M-刀具轴在第三刀架停止M113M-刀具轴在第三刀架前进转M114M-刀具轴在第三刀架向回转M115卸载器打开M116卸载器关闭M117侧头前进M118侧头后退M119工件计数专用M120--M121固定中心架夹紧端M122固定中心架后退M123固定中心架前进M124STM超时检测开M125STM 超时检测关M126吹气D关M127吹气D开M128尾架转动后退M129尾架转动前进M130卡紧故障检测空气关M131卡紧故障检测空气开M132卡紧故障检测关M133卡紧故障检测开M134负荷监视关M135负荷监视开M136复合固定循环形状指定M137对刀器互锁解除开M138对刀器互锁解除关M139自学功能起动M140攻丝循环动力刀具恒速应答忽视M141C轴夹紧指令选择M142冷却液低压M143冷却液高压M144冷却液2关M145冷却液2开M146C轴松开M147C轴夹紧M148中心架干涉区关M149中心架干涉区开M150同步旋转关M151同步旋转开M152动力刀具互锁解除开M153动力刀具互锁解除关M154吹气C关M155吹气C开M156尾架互锁解除关M157尾架互锁解除开M158凸轮加工机-同步运行关M159凸轮加工机-同步运行开M160M161取消M161进给倍率固定(100%)M162M163取消M163动力刀具主轴倍率固定(100%) M164M165取消M165进给保持和单程序段忽视M166尾架前进/后退互锁解除关M167尾架前进/后退互锁解除开M168装料器模式关M169装料器模式开M170C轴制动器解除模式开M171C轴制动器解除模式关M172车床内侧机械手互锁解除关M173车床内机械手互锁解除开M174冷却液3关M175冷却液3开M176Y轴松开M177Y轴夹紧M178挡块前进M179挡块后退M180机械手/装料器请求1M181机械手/装料器请求2M182机械手/装料器请求3M183机械手/装料器请求4M184卡盘互锁取消关M185卡盘互锁取消开M186吹气F关M187吹气F开M188尾架联接关M189尾架联接开M190尾架连接时可用G00移动M191动力刀具主轴分度方向指定(顺时针)M192动力刀具主轴分度方向指定(逆时针) M193M194取消M194螺纹车削相位核对运行M195M196取消M196螺纹车削相位核对移动量有效M197螺纹车削相位核对移动量清除M198--M199--M200Z轴同步进给取消M201Z轴同步进给G13M202Z轴同步进给G14M203刀架松开M204刀库换刀门关M205刀库换刀门开M206--M207--M208门互锁C,D,E开M209门互锁C,D,E关M210--M211键槽切削循环单向切削模式M212键槽切削循环交叉切削模式M213键槽加工循环进刀量指定切削模式M214键槽加工循环进刀量等分切削模式M215负载监视G00忽略关M216负载监视G00忽略开M217--M218吹气E关M219吹气E开M220平面车削关M221平面车削旋转比(1:1)M222平面车削旋转比(1:2)M223平面车削旋转比(1:3)M224平面车削旋转比(1:4)M225平面车削旋转比(1:5)M226平面车削旋转比(1:6)M227ATC操作完成等待指令M228ATC下一个刀具返还指令M229ATC 动力刀具分度M230外部M码M231外部M码M232外部M码M233外部M码M234外部M码M235外部M码M236外部M码M237外部M码M238平面车削动力主轴相位变更M239副主轴模式主轴分度M240中心架2关闭端M241动力刀具齿轮1或低速绕组M242动力刀具齿轮2或高速绕组M243排屑装置停止M244排屑装置正转M245--M246副主轴卡盘互锁解除关M247副主轴卡盘互锁解除开M248副主轴卡盘夹紧M249副主轴卡盘松开M250工件推进器后退M251工件推进器前进M252激光尺数据写入(感应同步尺螺距误差补偿)M253激光尺数据核对(感应同步尺螺距误差补偿)M254Work ejector unit advanceM255Work ejector unit retractM256机械手/装料器请求5M257机械手/装料器请求6M258机械手/装料器请求7M259机械手/装料器请求8M260--M261--M262冷却液6关闭M263冷却液6开启M264M265取消M265重叠控制模式中快速进给模式解除M266--M267--M268--M269光传感器关电M270光传感器开/关,光传感器加电M271Spindle extreme low speed rotation mode ON M272Spindle extreme low speed rotation mode OFF M273-- M274--M275--M276ATC第一换刀门关M277ATC第一换刀门开M278中心架2松开M279中心架2夹紧M280--M281--M282踏板后退M283踏板前进M284--M285--M286内顶前进 ,Collet chuck clamp M287内顶后退 ,Collet chuck unclamp M288副主轴模式吹气关M289副主轴模式吹气开M290顶门关M291顶门开M292卸料器后退M293卸料器前进M294--M295--M296--M297--M298M299取消M299重复功能关M300机械手A闭合M301机械手A张开M302机械手分度A位置M303机械手分度B位置M304--M305--M306装料推进器A前进M307装料推进器A后退M308装料回转机械手A M309装料回转机械手BM310装料机械手B闭合M311装料机械手B张开M312--M313机械手抓空检测有效M314机械手抓空检测无效M315--M316工件推进器A前进M317装料推进器A后退M318装料器吹气开M319装料器吹气关M320装料器外部M信号1 M321装料器外部M信号2 M322装料器外部M信号3 M323装料器外部M信号4 M324装料器外部M信号5 M325装料器外部M信号6 M326装料器外部M信号7 M327装料器外部M信号8 M328请求回原位有效M329请求回原位无效M330NC启动(请求应答)M331装料器预读入停止M332--M333--M334数控车床干涉中关M335数控车床干涉中开M336外部起动(数控车床起动)M337工件计数M338A-工件标志M339B-工件标志M340装料器外部M信号9M341装料器外部M信号10M342装料器外部M信号11M343装料器外部M信号12M344装料器外部M信号13M345装料器外部M信号14M346装料器外部M信号15M347装料器外部M信号16M348外部程序选择(BCD)M349装料器批量完成M350机型选择1(LFS-2SP:右边车床) M351机型选择2(LFS-2SP:左边车床)M352机型选择3M353工件推进器后退M354工件推进器前进M355第二冷却液2关M356第二冷却液2开M357第二冷却液3关M358第二冷却液3开M359第1主轴分度2M360第二卡紧故障检测气关M361第二卡紧故障检测气开M362第二个卡盘夹紧M363第二卡盘松开M364第二冷却液1开M365第二冷却液1关M366车床原始位置移动指令1 M367车床原始位置移动指令2M368车床原始位置移动指令3 M369车床原始位置移动指令4 M370装料器外部M信号17M371装料器外部M信号18M372装料器外部M信号19M373装料器外部M信号20M374装料器外部M信号21M375装料器外部M信号22M376装料器外部M信号23M377装料器外部M信号24M378V-机械手回转A位置M379V-机械手回转B位置M380车床节电关M381车床节电开M382车床原始位置移动指令5 M383车床原始位置移动指令6 M384车床原始位置移动指令7 M385车床原始位置移动指令8 M386工件反转复位M387工件反转M388第二吹气A关M389第二吹气A开M390第二门关M391第二门开M392主轴摇动M393第二吹气B接通M394第二吹气口C关闭M395第二吹气口C接通M396第二吹气口D关闭M397装料器可以进入的刀具分度M398第二吹气口E关闭M399第二吹气口E关闭M400挡块锁定关M401挡块锁定开M402加工结束预告M403B-轴松开M404B-轴夹紧M405忽略装料器进给保持M406中心架夹紧M407中心架松开M408机械手/装料器接口互锁解除关M409机械手/装料器接口互锁解除开M410探测器盖后退M411探测器盖前进M412机械手/装料器请求9M413机械手/装料器请求10M414机械手/装料器请求11M415机械手/装料器请求12M416机械手/装料器请求13M417机械手/装料器请求14M418机械手/装料器请求15M419机械手/装料器请求16M420--M421M码宏调用功能(子程序专用) M422M码宏调用功能(子程序专用) M423M码宏调用功能(子程序专用) M424M码宏调用功能(子程序专用) M425M码宏调用功能(子程序专用) M426环传感器选择取消M427环传感器选择接通M428尾架绝对位置数据传送请求M429Chuck pressure selectM430--M431--M432尾架故障检测关M433尾架故障检测开M434--M435--M436--M437--M438--M439冷却液4关M440冷却液4开M441M码宏调用功能 CALL M442M码宏调用功能 CALL M443M码宏调用功能 CALL M444M码宏调用功能 CALL M445M码宏调用功能 CALL M446M码宏调用功能 CALL M447M码宏调用功能 CALL M448M码宏调用功能 CALL M449M码宏调用功能 CALL M450M码宏调用功能 CALL M451M码宏调用功能 CALL M452M码宏调用功能 CALL M453M码宏调用功能 CALL M454M码宏调用功能 CALL M455M码宏调用功能 CALL M456M码宏调用功能 CALL M457M码宏调用功能 CALL M458M码宏调用功能 CALL M459M码宏调用功能 CALL M460M码宏调用功能 CALL M461工件档块后退M462工件档块前进M463机内翻转装置松开M464机内翻转装置夹紧M465机内翻转装置翻转复位M466机内翻转装置翻转M467高低压模式指定冷却液群的固定指令M468加工完成预报,主轴内中心电磁阀1关M469Spindle in center SOL 1 ONM470工件搬出装置下降,主轴内中心电磁阀2关M471工件搬出装置上升,主轴内中心电磁阀2开M472中心架互锁解除关,主轴内中心电磁阀3关M473中心架互锁解除开 ,主轴内中心电磁阀3开M474冷却液5关M475冷却液5开M476卸料器防护门互锁关M477卸料器防护门互锁开M478卸料器调用容许确认M479--M480翻转装置翻转指令接受测M481翻转装置翻转指令装料器测M482尾架伸出到工件临时支承位置M483Chuck 2 (Finger/Collet chuck) clampM484Chuck 2 (Finger/Collet chuck) unclampM485预定夹紧M486差动卡盘夹紧M487差动卡盘松开M488差动卡盘松开M489X轴润滑油喷出电路关M490X轴润滑油喷出电路开M491卸料器防护门开M492卸料器防护门关M493卸料器座左移M494卸料器座右移M495卸料器机械手开 ,Work unloading device hand unclamp M496卸料器机械手关 ,Work unloading device hand clamp M497卸料器臂转轴前进M498卸料器臂转轴后退M499分度卡盘互锁解除M500卸料器固定循环M501刀具计数1M502刀具计数2M503刀具计数3M504刀具计数4M505刀具计数5M506刀具计数6M507刀具计数7M508刀具计数8M509--M510--M511后部气动卡盘夹紧M512后部气动卡盘松开M513X轴正向可变极限检查开M514X轴正向可变极限检查关M515--M516--M517--M518测量结束M519--M520--M521状态指示灯绿灯闪烁开M522状态指示灯绿灯闪烁关M523状态指示灯黄灯闪烁开M524状态指示灯黄灯闪烁关M525状态指示灯红灯闪烁开M526状态指示灯红灯闪烁关M527油雾关M528油雾开M529--M530--M531最高油位M532标准油位M533最低油位M534--M535--M536--M537--M538--M539--M540--M541--M542--M543临时承受台搬出位置到设定位置的移动指令(上升->中间)M544临时承受台设定位置到搬出位置的移动指令(中间->上升)M545临时承受台退避位置到设定位置的移动指令(下降->中间)M546临时承受台设定位置到退避位置的移动指令(中间->下降)M547工件临时承受台拉出位M548工件临时承受台插入位M549--M550--M551--M552--M553--M554--M555滚切同步回转关M556滚切同步回转开M557滚切同步回转中的进给保持时,Z轴方向退避M558滚切同步回转中的进给保持时,X轴方向退避M559--M560 u. gripper cl. ,TailSt. side deburring u. ret. ,Equipment ret. M561 u. gripper op. ,TailSt. side deburring u. adv. ,Equipment adv. M562卡规测量测量器关M563卡规测量测量器开M564C轴定位销拔出M565C轴定位销插入M566Vibration cutting tool ONM567Vibration cutting tool OFFM568下刀架回转特殊控制解除关M569下刀架回转特殊控制解除开M570外部M码M571外部M码M572外部M码M573外部M码M574外部M码M575外部M码M576外部M码M577外部M码M578主轴制动器关M579主轴制动器开M580时间常数类型切换指令取消M581时间常数类型1切换指令M582时间常数类型2切换指令M583时间常数类型3切换指令,Collet chuck clampM584Quality check request,gauging start,Collet chuckunclamp M585Collet chuck advanceM586Collet chuck retractM587第二主轴头低压制动器M588第二主轴头夹紧M589--M590--M591--M592外部M码M593外部M码M594外部M码M595外部M码M596外部M码M597外部M码M598外部M码M599外部M码M600M-tool spindle clamp angle 90M601M-tool spindle clamp angle 270M602M轴0度夹紧M603M轴180度夹紧M604B轴单方向定位关M605B轴单方向定位开M606--M607--M608第2切削液1开M609第2切削液1关M610第2主轴点动关M611第2主轴点动开M612滚切同步回转中的进给保持时,X轴方向退避M613--M614--M615--M616档板门关M617档板门打M618第2主轴定向解除M619第2主轴定向1M620第2主轴定向2M621--M622--M623--M624--M625B轴松开(插补进给开)指令M626第2吹气D关M627第2吹气D开M628第2吹气E关M629第2吹气E开M630第2卡紧检查吹气关M631第2卡紧检查吹气开M632--M633--M634--M635--M636--M637--M638--M639--M640--M641--M642--M643--M644第2切削液2关M645第2切削液2开M646磁化级别1M647磁化级别2M648磁化级别3M649--M650--M651--M652主刀库刀具解除M653--M654第2吹气C关M655第2吹气C开M656无负载检查关M657无负载检查开M658卡盘低压M659卡盘高压M660ACC吹气M661A卡盘分度(加工工位)M662B卡盘分度(加工工位)M663--M664--M665--M666--M667主轴鸡心夹头装置后退指令M668主轴鸡心夹头装置前进指令M669主轴鸡心夹头装置摇动指令M670副轴鸡心夹头装置摇动指令M671主轴低加速模式开M672主轴低加速模式关M673--M674第2切削液3关M675主轴低加速模式关M676装料器请求应答M677超时检查开M678超时检查关M679工件罩下降指令M680工件罩上升指令M681滚动头关M682滚动头开M683第2主轴卡盘夹紧M684第2主轴卡盘松开M685准备结束M686状态指示灯关M687状态指示灯开M688第2吹气A关M689第2吹气A开M690第2门开M691第2门关M692刀具破损检测互锁解除开M693刀具破损检测互锁解除关M694主轴回速变动控制关M695主轴回速变动控制开M696主轴相位同步关M697主轴相位同步开M698刀具破损检测传感器前进M699刀具破损检测传感器后退M700油雾收集器关M701油雾收集器开M702油雾收集器后退M703油雾收集器前进M704工件临时承受台后退M705工件临时承受台前进M706定心轴中间位置前进M707定心轴前进M708定心轴中间位置后退M709定心轴后退M710定心轴松开M711定心轴夹紧M712刀具破损检测开M713刀具破损检测关M714工件更换请求M715工件搬出请求M716刀具载入请求M717刀具卸下请求M718装料器循环起动指令M719装料器循环停止指令M720-- M721--M722--M723尾架前进确认有效M724尾架前进确认无效M725装料器超时检测开始M726装料器超时检测停止M727装料器动作互锁开M728装料器动作互锁关M729工件临时承受台下降M730工件临时承受台上升M731-- M732--M733--M734--M735--M736--M737--M738--M739--M740临时承受台互锁解除开M741临时承受台互锁解除关M742--M743--M744Override limit OFF M745Override limit ONM746球阀开M747球阀关M748--M749--M750定心加工循环M751--M752--M753工件输送带正转M754--M755工件输送带停止M756--M757--M758--M759--M760水冷却液选择M761油冷却液选择M762冷却液回流泵关M763冷却液回流泵开M764Chuck 2 (Pickoff/Collet chuck) interlock release OFF M765Chuck 2 (Pickoff/Collet chuck) interlock release ON M766--M767--M768--M769--M770--M771--M772--M773--M774--M775--M776--M777--M778中心架夹持低压M779中心架夹持高压M781--M782准备程序按钮灭灯指令M783尾架卡盘夹紧M784尾架卡盘松开M785--M786--M787Air drill OFFM788Air drill ONM789--M790--M791--M792切断确认装置后退M793切断确认装置前进M794工件输送带开M795工件输送带关M796横切执行M797--M798--M799--M800吹气机H关M801吹气机H开M802Cycle Airblow ONM803高压冷却液位AM804高压冷却液位BM805高压冷却液位CM806高压冷却液位DM807切削进料互锁解除关M808切削进料互锁解除开M809--M811--M812--M813ATC档板互锁解除关M814ATC 档板互锁解除开M815--M816线程主轴过荷有效M817线程主轴过荷无效M818--M819--M820MG 刀具重回位循环M821--M822--M823第2主轴顺时针M824第2主轴逆时针M825第2主轴停止M826--M827--M828辊子停止关M829辊子停止开M830--M831--M832M刀具分度指令互锁解除M833M刀具分度指令互锁解除M834Lube motor output fix OFF M835Lube motor output fix ON。

印刷厂设备维护手册范本介绍本文档提供了一份印刷厂设备维护手册范本,旨在帮助印刷厂管理人员和技术人员进行设备维护工作。
通过合理的设备维护,可以确保印刷厂设备的正常运行和延长设备的使用寿命。
设备清单本手册列出了印刷厂常见的设备清单,包括但不限于:- 印刷机- 装订机- 折页机- 开槽机- 印刷压力机- 喷墨打印机维护计划为了保持设备正常工作,建议制定定期的维护计划,并确保计划得到执行。
维护计划应包括以下几个方面:1. 清洁和润滑:定期清洁设备内外部,及时清理积尘和杂物,使用适当的润滑剂保持机械部件的正常运转。
2. 检查和调整:定期检查设备各个部件的运行状况,确保零件没有损坏或磨损,及时调整设备参数和紧固部件。
3. 预防维护:根据设备的使用频率和特点,合理安排预防性维护工作,例如更换易损件和清洗喷嘴等。
故障排除设备故障是难免的,为了能够快速解决故障,并尽量减少生产中断时间,建议制定故障排除流程。
流程应包括以下几个步骤:1. 问题识别:及时发现设备故障,并确定故障的具体表现和影响。
2. 故障定位:通过检查设备各个部件,确定故障发生的位置和原因。
3. 故障修复:根据故障定位结果,采取相应的措施修复设备故障。
4. 故障预防:记录和分析常见故障,并制定相应的预防措施,以减少故障发生的可能性。
安全注意事项在进行设备维护工作时,请务必遵守以下安全注意事项:- 戴好个人防护用具,如手套、护目镜等。
- 注意设备的停机和断电操作,确保自身安全和设备完整性。
- 严禁随意更改设备参数和拆卸设备零部件。
- 使用专业工具和设备,避免人为伤害和设备损坏。
总结本文档提供了一份印刷厂设备维护手册范本,包括设备清单、维护计划、故障排除步骤和安全注意事项。
印刷厂管理人员和技术人员可以根据实际情况进行适当调整和补充,以确保设备的正常运行和延长设备的使用寿命。

三菱M60、M65、M66、M50、M520A、M500伺服报警之老阳三干创作重置方式(RESET):PR-----NC 电源OFF→ON后,即可重置.AR----伺服放年夜器电源OFF→ON后,即可重置.NR----按NC面板上RESET键,即可重置.区分:A----该轴内部不良之报警C----其他伺服放年夜器都有相关之报警P----电源供应器不良(在伺服AMP上有连接电源供应器时,才有此报警)号码简称名称内容重置方式区分10 UV AMP电压缺乏AMP 内部的P、N电压缺乏检出,此时AMP和NC会酿成早期状态等候中,本故障无法被履历记录.AR C创作时间:二零二一年六月三十日11 ASE 轴选择异常使用MS-A-V2 AMP时,当轴选择的开关2轴都设定同值时. AR APR C 12 ME 记忆体异常AMP电源投入时自己会自我诊断,当检查出P板记忆体ARAM或FLROM异常.13 SWE S/W处理异常S/W资料的处理,在正常时间内无法终了. PR A 16 RD1 磁极位置检查出异常1 相对系统解码器(OHE25K、OSE104、OSE105)磁极位置检查出用信号PR A的U、V、W相位异常.全部为H或全部为L时.PR A 17 ADE A/D CONVERTOR异常电源投入时,AMP在早期状态下自行诊断出电流检出用A/D CONVERTORIC 异常.PR A 18 RD2 磁极位置检查出异常磁极系统解码器(OHA25K、OSA104、OSA105)或闭回路(OHA25K--ET)由于使用高速通信解码器,因此当检出器的早期通信发生异常时,其磁极位置便无法作用.STEI 串列检出器早期通信异常(SUB)高速串列检出器OSE 104/OSE 253早期通信发生异常. PR A 1ASCPU CPU异常(SUB)闭回路系统中,当EEROM所规范的高速通信解码器的资料发生异常.PR A 1B1SLED LED异常(SUB)闭回路系统中,常高速通信解码器内部的光学感应LED劣化. PR A CSDAT 资料异常(SUB)闭回路系统中,高速通信解码器1回转的位置发生异常. PR A 1DSOHE 解码器温度异常闭回路系统中,该解码器内部的温度检知感应器发生异常. PR A 1ESTRE 高速通信检出器通信异常(SUB)闭回路系统中所连接的高速通信解码器和AMP的通信中途被切断. PR A 1F20 NS1 无回授信号1 OHE25K、OSE104、OSE105解码器之A、B、Z信号无输出PR APR A 21 NS2 无回授信号2 OHE25K—ET、OSE104---ET闭回路系统解码器无回授信号时检出,另外对有光学尺装置时,光学尺的回授信号不良时检出创作时间:二零二一年六月三十日25 ABSE 绝对位置消失绝对位置检出器内部坚持资料用的电源过低,以致使绝对位置无法保管. PR A26 NAE 未使用轴异常轴选择用开关设定在“F”上未使用的轴,其AMP内的IPM晶体管异常发生是(MDS—A—V2)PR A28 SOSP 绝对位置过速度在光学尺的绝对位置系统中,当NC电源投入时光学尺为450MM/SEC以上速度移动时,或是在AMP电源OFF中,其解码器回转500RPM以上时发生.PR A29 SABS 绝对位置检出回路异常在光学尺式的绝对位置系统上,其光学尺或光学尺侧的AMP回路发生异常检出.PR A2 A SINC 相对位置检出回路异常光学尺绝对位置系统中,其光学尺的移动超越最年夜移动速度60M/MIN时检出.PR A2BSCPU 检出器CPU异常绝对位置线性尺的CPU没有正常举措. PR A2CSLED 解码器LED异常在HA—FH发达内藏检出器,检出LED异常. PR A2DSDAT 检出器资料异常高速串列传输方式检出器内部资料传输异常PR A2FSTRE 传列检出器通信异常与高速串列检出器不能通信. PR A30 OR 过回生回生电阻过热检出或回生回路不良PR A31 OS 过速度超越马达的容许回转数. PR A32 PME IPM晶体(过电流)异常AMP内的IPM晶体发生异常,其原因有下列因素1、过电流2、过热3、电源电压过高等.PR A33 OV 过电流AMP内部的PN电源过电压检出. PR A34 DP CNC通信CRC异常从NC侧所送到的AMP的资料盒异常. PR A35 DE CNC通信资料异常从NC侧所送到的移动指令异常的年夜. PR A36 TE NC通信异常从NC侧所送到的通信资料中途被切断. PR C37 PE 早期参数异常NC 电源投入时,由NC侧送到AMP的参数中发现不正确的参数. PR A38 TP1 NC通信协定异常1 从NC所送出的通信架构发生异常. PR C39 TP2 NC通信协定异常2 从NC所送出的轴情报资料异常. PR A 3AOC 过电流马达驱动用的电流,有过年夜的电流. PR A3BPMOH IPM晶体过热IPM晶体过热检知举措PR A3C回生回路异常回生晶体或回生电阻发生异常检出PR A42 FE1 回授异常1 位置解码器的回授信号被革除,或Z相有异常检出时(半闭全闭城市发生)PR A43 FE2 回授异常2 在半闭回路系统上,其马达端及机械端侧的解码器,其回授量发生偏差.在半PR A创作时间:二零二一年六月三十日闭回路系统上FBIC的异常检出46 OHM 马达过热马达或解码器内部的过热感知器举措NR A 50 OL1 过负荷1 流过马达的电流,以连续定格来换算,当超越参数SV022(过负荷检出阶层)的时间或超越SV021(过负荷时定命)以上时NR A51 OL2 过负荷2 当电流指令流过AMP的最年夜电流95%以上连续1秒以上.AMPP,N间端子被切断NR A 52 OD1 误差过年夜1 在伺服ON状态下,指令值和实际移动值超越参数SV023:OD1(有时为SV053:003)值时NR A53 OD2 误差过年夜2 在伺服OFF状态下,指令值和实际值超越参数SV026:OD2值时.一般此异警为无指令值状态下电源刚投入后,轴自行暴走NR A编号内容处理1-64 NC电源投入时在早期状态下NC转送到伺服AMP的参数资料超越设定范围,或不适当请照MDS-A-SVJ,V1,V2伺服维修手册中异警37号说明10 1 伺服参数中的SV018,SV019,SV001,SV002,SV020的组合不适当,或超越范围同上10 2 连接时,由于其为增量值系统,而参数设定为绝对值系统.(有关连的参数SV017,SV025)设定不妥同上10 3 无伺服附加机能闭回路,或双闭回路机能参数没有设定关联的参数有:SV025:MTYP|penSV017: SPEC|dfax10 4 SHG机能设定不妥或没有设定关联参数有:SV057:SHGCSV058:SHGCSP105振动抑制机能没有设定SV027:SSF1|afet1-64伺服参数的设定资料不正确参照S52伺服异常警告号码E4创作时间:二零二一年六月三十日创作时间:二零二一年六月三十日S51参数异常 (参数号码) (轴名称) □□□□□警报发生时参数的号码和轴名称都将被暗示出S52 伺服报警 (异警号码) (轴名称) □□□□□(显示警告发生轴的位置) 显示伺服警告轴名没有暗示时,请参照主轴异警 号码略称 名称 内容 重置方式 区分 90 WAT 底速序列早期通信异常 NC 电源投入时,和绝对式光学尺装置无法通信.(绝对值资料无法通信转送)PR A 91 WAS 低速串例通信异常 通常运转时低速检出器,或绝对式光学尺装置的资料,无法传送 A 92 WAF 低速串例协定异常 通常运转时低速解码器或绝对式光学尺装置的资料传送到AMP 上酿成不正确时A 93 WAM 绝对位置变更 NC 电源投入时其绝对位置的变更超越以至不能设定绝对值计数器 PR A 96 MPE MP 型光学尺回授异常 在MP 型光学尺绝对位置系统中,马达端MP 光学尺装置和回授量的差值过年夜检出C 97 MPO MP 型光学尺辅正异常 在MP 型光学尺绝对位置系统中,当NC 投入时读入的辅正资料异常检出 A 9E WAR 高速解码器多回转计数器异常 OSE104|102,OSA104|105系列的解码器由于多回转计数器异常,因此无法保证其绝对位置是否正常 A 9FWAB 电池电压过低 绝对值检出器的电池电压过低 A E WOR 过回生警告 到达过回生异警所须的80%阶层时被检出A确认参数设定正常的值可以解除.不正确的参数将忽视不论,而不正确的参数设定前的值将被坚持.(将不酿成伺服OFF 状态)当轴名称没暗示时请参照(5.4主轴异E1WOL 过负荷警告到达过负荷异警所须的80%阶层时检出.如果继续运转会发生过负荷1异警 A E3WAC 绝对位置计数器警告绝对位置计数器不正确,请再次作早期设定,原点复归一次 AE 4 WPE 参数设定异常参数设定的值超越范围.不正确的参数在设定之前已存在,坚持着.AE6WAOF 伺服轴取出中通常运转中,从NC命令轴取出来. AE7NCE NC非常停止NC侧非常停止时. A E8WPOL 过回生警告由于加工频繁,其回生能量超越回生单位的回生能量界限时. CE9WPPF 瞬停警告电源单位的输入电压超越25MSEC的瞬间停电. P 60/60S系统伺服报警显示缩写名名称含义10 UV 电压过低PN总线电压降至200V或200V以下11 AE 轴选择毛病当使用双轴一体的放年夜器,双轴的旋转开关均设定同一个轴号.否则,开关就是设定于不正确位置.12 ME 记忆体异常在驱动器通信期间,记忆体或IC/FBIC的误差在自检时发生.13 SWE软体处理异常软体处理未在规按时间内结束.(S/W把持顺序或按时误差)16 RDI 极性位置检测异常1 极性位置检测而发生与U、V、W相的误差.17 ADE A/D变换器异常在驱动器通信期间,自检发生A/D转换器电流检测误差.A/D转换器检测有异常值.18 WAT 检出器最初通信异常当电源接通时绝对位置资料不能用传列资料适本地发送.检出器的最初通讯不能实行.1A STEI 串列检出器通讯异常(SUB)机械端(闭回路)检出器使用OHA25K—ET的系统中不能实现与检出器的最初通信.1B SCPUCPU误差在与机械端(闭回路)连接的高速串列检出器中,发生EERPOM中数据的误差.1C SLEDLED异常(SUB)在与机械端(闭回路)连接的高速串列检出器中,检侧到劣化的LED信号.创作时间:二零二一年六月三十日1D SDAT资料误差(SUB)在与机械端(闭回路)连接的高速穿列检出器中,发生一转内的位置误差.1E SOHE串列检出器热误差(SUB)在与机械端(闭回路)连接的高速串列检出器中,该检出器内部的温度检知回路发生举措. 1F STRE串列检出器通讯异常在与机械端连接的高速串列检出器中,检出器通讯停止.20 NS1 无信号检侧1 马达端检出器在ABZ或UVW相中检侧到信号异常.21 NS2 无信号检测2 闭回路系统ABZ相内检测到异常.22 LSI异常LSI把持异常24 U、V、W对地短路检测到马达的电缆线对地短接异常.(只在准备完毕状态检测)25 ABSE绝对位置资料丧失在检出器内绝对位置资料丧失.(绝对位置检出器备用电压下降招致绝对位置不能校正)26 NA 未使用轴异常电源模组异常,发生在轴旋转开关设定F时.(仅在两轴驱动器才会发生报警)28 SOSP绝对位置过速度在NC电源投入后早期,绝对位置线性尺速度超越45MM/SEC.29 SABS绝对位置检测回路异常在绝对位置线性尺或放年夜器侧的回路发生报警.2A SINC相对位置检测回路异常绝对位置线性尺速度已超越规格中最年夜移动速度.2B SCPU检出器CPU异常检出器内部电路异常.在马达真个高速串列检出器内.EEPROM存储的资料发生毛病.2C SLED检出器LED异常检出器中检测到列化的LED信号.2D SDAT检出器资料异常检测到检出器位置资料毛病2F STRE检出器通讯异常检出器通讯停止或接受资料异常.30 OR 回生过热回生刹车电阻中检测出过热报警31 OS 过速度超越马达允许速度的速度被检侧出.32 PME 电源模阻异常(过电流)电源模阻过电流呵护器起作用.放年夜器中IPM异常.下列因素可以考虑:1、过电流2、过热3、控制电源电压下降等33 OV 过电流PN总线电压超越400V创作时间:二零二一年六月三十日34 DP NC 通讯 / CRC 异常来自NC的通讯资料发生毛病.35 DE NC通讯资料异常来自NC的移动指令异常过年夜.36 TE NC通讯传输故障来自NC的通讯停止.37 PE 早期参数异常NC电源接通的早期化期间,控制器发送的伺服参数不正确.38 TP1 NC通讯协定异常1(格式)NC通讯中格式异常.(格式犯错)39 TP2 协定异常2(资讯)NC通讯中轴情报资料犯错.(资讯犯错)3A OC 过电流马达驱动电流太年夜.3B PMOH电源模组过热检测到伺服驱动主回路中所用的IPM过热 .3C 回生电路异常检测出回生晶体或回生电阻的异常.42 FE1 回馈异常1 位置检出器中发生的回馈脉波跳动或Z相异常.43 FE2 回馈异常在闭回路中马达端和机械端之间回馈量有很年夜的分歧.而在半闭回路中检测到FBIC误差过年夜.46 OHMMTR OVERHEAT 马达过热开关跳脱.4F 瞬时中断检测到瞬时电源中断50MS或50MS以上.50 OL1 过负载1 施加过年夜负载超越规按时间可从马达电流计算伺服马达或伺服驱动器的负载水平.此负载水平已到达过负载检测水平(SV022:OLL)和过负载时间常数(SV023:OLT)规定的过负载水平.51 OL2 过负载2 施加过年夜负载超越规按时间.超越驱动器容量95%以上的指令电流继续1秒或1秒以上52 OD1误差过年夜1 当伺服接通时,理想位置与实际位置之差已超越参数设定值SV023:OD1或SV053:OD353 OD2误差过年夜2 当伺服接通时,理想位置与实际位置之差已超越参数设定值SV026:OD254 OD3 误差过年夜3 当检测到误差过年夜或异警1,就没有马达电流流动.当电源电缆松动或脱开,或PN总线上未加电压时发生此报警.55 外部非常停止异常外部非常停止输入后,即使经过30秒仍没有开关遮断指令.请确任输入非常停止SV036的外部非常停止发生此报警.58 CLE抵触检出0 G0继续(快速进给)模式中检测到抵触或系统1异常.59 CLE1抵触检出1 G1继续(切削速度)模式中检测到抵触或系统1报警.5A CLE2抵触检出2 检测到抵触或系统2异常.5F 触点熔化外部接触器开关已熔化.创作时间:二零二一年六月三十日60 电源瞬间中断(DV24V)电源供应器瞬时中断.(电源供应器为0V)61 PDC电源供应器回生过电流在电源供应器单位侧发生“回生过电流”报警.(电源供应器单位为1)63 PORI电源供应器辅助回生异常在电源供应器侧发生“辅助回生异常”报警.(电源供应器为3)65 PRAE电源供应器内部继电器异常在电源供应器单位侧发生“内部继电器无法NO之异常”.在电源供应器单位为5.67 PPHL电源供应器欠相检测异常在电源供应器单位侧发生“欠相检测报警”.在电源供应器单位为7.68 PWD 电源供应器监控回路检测异常在电源供应器单位测“监控回路”报警.电源供应器为“8”报警.69 PPNG电源供应器接地检测异常在电源供应器测发生“马达接地”检测异常.(在电源供应器单位为9报警)6A PMCM 电源供应器外部接触器检测异常在电源供应器单位测发生“外部接触器短路”检测报警.电源供应器为“A”6B PRAM 电源供应器内部继电器损坏检测在电源供应器单位测发生“内部继电器损坏”检测.(在电源供应器为“B”)6C 电源供应器主回路异常在电源供应器单位测发生“主回路异常”检测.(在电源供应器单位为C报警显示)6D 电源供应器参数值异常在电源供应器单位测发生“参数值异常”检测.(在电源供应器单位测为D 报警显示)6E PME电源供应器记忆体异常在电源供应器测发生“记忆体异常”检测.(在电源供应器单位为E报警显示)6F PADE电源供应器A/D转换器异常在电源供应器单位测发生“A/D转换器异常”检测.在电源供应器单位为F报警显示.71 PINL电源供应器瞬时停电检测在电源供应器单位测发生“瞬间停电检测”在电源供应器单位为H.73 电源供应器回生过负荷在电源供应器测发生“回生过附和”在电源供应器单位为“J”74 电源供应器回生电阻器过热在电源供应器单位测发生“回生电阻器过热”.在电源供应器单位为“K”75 POV电源供应器过电压在电源供应器单位发生“过电压”.在电源供应器测为“L”76 电源供应器外部紧急停止设定异常在电源供应器单位测发生“外部紧急停止设定异常”.在电源供应器测为“M”77 电源模组或PC板过热在电源供应器单位发生“电源模组或PC板过热”报警.电源供应器测为“N”7F 请关失落电源重开(伺服驱动器更新判断)第一次开电源,NC要判断伺服驱动器形态.C1系列驱动器切换标准模式或高增益模式时NC要重新判断伺服驱动器形态.88 WD 监控回路异常伺服驱动器软体处理未在规按时间内结束.90 WST 低速串列格式的早期通讯异常绝对位置式光学尺的初始通讯不能实行.创作时间:二零二一年六月三十日91 WAS低速串列的通讯异常绝对位置检出器的检测通讯异常92 WAF低速串列格式的协定异常来自绝对值检出器的检测资料异常93 WAM绝对位置变更异常当电源接通时,绝对位置资料变更,因此,绝对值计数器不能设定.96 WPEMP型光学尺回授异常在马达端检出器与检出器MP标准之间有过年夜的回馈量分歧.97 MPOMP型光学尺补正异常在电源初始化期间,MP标准绝对位置检出器中将读取的补出资料异常.9E WAN 检出器的回转计数毛病检出器回转计数器异常,回转计数器与OSE104/OSA104/OSE105/OSA105/OSE104-ET/OSA-104ET/OSE104-ET/OSA104-ET/OSE105-ET/OSA105-ET异常.绝对位置不能校正.E0 WOR过回生警告检测出已到达回生异警值的80%的值.(如继续把持就可能发生回生报警.)9F WAB电池电压缺乏供给绝对值检出器的电池电压不知.E1 WOL过负载警告检测到过负载1异警的80%的值.如继续把持可能发生过负载(AL 50)报警.E3 WAC绝对位置计数器警告绝对位置和相对位置资料之间有误差.E4 WPE参数异常报警一个超越设定范围的参数被设定.非法参数将被忽略,而非法参数设定前的值将被保管. E6 WAOF伺服轴取出中下了伺服轴取出指令.E8 WPOL辅助回生循环过高电源供应器中的辅助回生循环过高.(来自电源供应器的报警“0”)E9 WPOF瞬间停止报警发生电源瞬时中断25到50MS.(来自电源供应器的报警(P))EA外部紧急停止输入由于接到NC的停止信号,电源进入紧急停止状态.(来自电源供应器真个报警“Q”)EB过高回生警告有电源供应器发生过高回生报警.(来自电源供应器的报警(R)主轴报警解释60/60S12 ME1 记忆体异常1 主轴驱动器控制卡内部发生ROM核对和毛病或RAM核对毛病.13 SWE 软体处理异常内部软体处理未在制按时间内结束.创作时间:二零二一年六月三十日创作时间:二零二一年六月三十日17 ADE A/D转换器异常在早期化期间电流检测用A/D变换器没有正常的起作用.20 NSP 回授无信号信号为从PLG输入或输入不正常信号21 NSZ 回授无信号信号为从主轴编码器输入(用于定位C轴)或输入不正常信号.23 OSE 速度误差过年夜在规按时间内指令速度和马达速度误差值继续或超越规定值.30 ORG 回生过热在回生电阻中检测到温渡过高报警.31 OS 过速度马达速度超越设定的最高速度115%32 OC1 过电流流过主轴驱动器主电路的电流超越规定值.33 OV 过电压驱动器中PN总线电压超越400V34 DP CRC异常来自控制器的通讯资料发生CRC毛病.35 DE 资料毛病在位置控制时来自控制器的移动指令资料异常过年夜36 TE 传输毛病来自控制器的周期性传送停止.37 PE 参数毛病在驱动器的初始化时来自控制器的伺服参数为非法.38 TP1 协定毛病1 同控制器通讯中协定毛病.39 TP2 协定毛病与控制器中协定异常.(咨讯毛病)3B MOH IPM晶体模组过热检测出驱动器主回路的IPM晶体过热.40 KE1 TK单位切换异常在使用TK单位时,改变信号的步伐毛病 .41 KE2 TK单位通讯异常在使用TK单位时,用TK单位通讯发生毛病.43 FE 回馈异常来自主轴编码器和马达内藏编码器的回馈发生漂移.6F PALM 电源供应器异常关于电源供应器的报警发生.46 OHM 马达过热在过负载或当马达冷却风扇停转时马达过热.50 OL 过负载马达电流过负载的时间已超越检测时间常数.52 OD 误差过年夜位置回路工作时位置轨迹误差超越了规定值.创作时间:二零二一年六月三十日。
设备维护、保养手册一、设备保养润滑基本标准:1.所有设备的润滑部位,必须使用本工作手册规定的润滑油,不得使用其它规格、牌号的润滑油;不得将不同规格的润滑油混合使用;不得注入使用不清洁、已变质、带腐蚀性的润滑油。
2.清洗更换润滑油标准:将设备内残存的污油清除干净,用柴油或汽油清洗机械部件和轴承,然后再加入新润滑油。
残存污油经检验后,品质符合要求时,污油必须经清理过滤,才能继续使用。
3.初次使用的新设备,运转使用15天左右,必须更换润滑油。
4.使用润滑油的部位,润滑油注入量为部位容积的1/3-1/2:低速运转的,加润滑脂量为2/3;高速运转的,加润滑脂量为1/2。
5.六个月以上没有使用的设备,在重新开机使用前,其润滑部位必须更换润滑油。
6.加油时间和责任工作标准:6.1 每班接班后两小时内为当班加油时间,由设备操作工负责加油。
6.2 每天白班上午8点至10点为当天的加油时间,由设备操作工负责加油。
6.3 小修时的设备加油或更换润滑油工作,由设备操作工负责。
二、通用设备的保养润滑标准:1.摆线针轮减速机的润滑:1.1 润滑油选用32#机械油。
1.2 润滑油注入量为减速机容积的1/3-1/2,经常观察油位,高度不足时,补充相同牌号的润滑油。
1.3 每天连续运行10小时以上者,每3个月(中修时)更换润滑油一次;每天连续运行不足10小时者,每年(大修时)更换滑油一次。
1.4 带油泵的减速机应润滑油面高度和油泵转向,油泵不工作时应立即停止减速机运行。
2.齿轮变速箱的润滑:2.1 采用浸油润滑,润滑油为齿轮油。
冬季(10月至4月)用HZ-20齿轮油,夏季(5月至9月7日)用HZ-30型锂基脂润滑。
2.2 运转时,轴承温升不超过40℃,最高温升不超过60℃,保持润滑油油位在刻度线左右。
2.3 每三个月(中修时)检查一次润滑油的质量,出现下列情况时,应更换润滑油:每克油中酸值超过5mgkoH时,水份超过2%时,油中机械杂质超过0.5%时。
MITSUBISHI CNC¤TµÙ¼Æ-ȱ±¨î¸Ë¸m500/64/65 ¨t¦CPLC ¶}µo³nÅé(Windows ª©)²©ö»¡©ú®ÑTMN-A001A(TWN)1. M5PLCWIN(PLC¶}µo¤u¨ãWindowsª©)M5PLCWIN(PLC¶}µo¤u¨ãWindowsª©)¬O¤@®M¤ä´©M64,M500,M50,MAGICµ¥¤ºÂÃSEQUENCE PROGRAM CNCªº¶}µo¤u¨ã.2. M5PLCWINªº³nµwÅé¦w¸Ë»Ý¨Dl M5PLCWIN(PLC¶}µo¤u¨ãWindowsª©)¥i¦w¸Ë©óWindows95/98,Windows-NT§@·~¨t ²Î¤U,¨Ã¥i¿ï¾Ü¤é¤å©Î-^¤å¾Þ§@¼Ò¦¡.l IBM PC/AT¬Û®e¹q¸£,Pentium 100MHz¥H¤WªºC PU.10M byte¥H¤WªºªÅ¶¡.l µwºÐ®e¶q»Ý¦³l 3.5Inch,1.44Mbyte®æ¦¡ªºFloppy Disk Device¤@¥x.256¦â¥H¤WªºC RT(640X480 dot¥H¤W).l ¨Ï¥Î.l 8Mbyte¥H¤WªºÂX¥R°O¾ÐÅél PS/2©Î¬Û®e©Êªº·Æ¹«.l Microsoft Windows¹ïÀ³ªº¦Cªí¾÷.3. M5PLCWINªº³nÅé¦w¸Ë¨BÆJ¦p¤Ul ±N M5PLCWIN²Ä¤@¶ô¦w¸ËºÏ¤ù´¡¤J A:ºÐ¤¤.A:/disk1/Setup.exel °õ¦æl ¿ï¾Ü»y¨¥l SETUP·Ç³Æl MAIN MENUªí¥Ül ¦w¸Ë¥Ø¿ý¿ï¾ÜCNCÃþ«¬¿ï¾Ü l ¹q¸£¤Î½Ð³]©w¬°[1]PC/AT[2]M64l StartUp Folder¿ï¾Ül ¶}©l¦w¸Ël ½Ð´¡¤JM5PLCWIN²Ä¤G¶ô¦w¸ËºÏ¤ù´¡¤JA:ºÐ¤¤.(¨Ã±NA:/disk1è§ï¬°A:/disk2)l ¦w¸Ë§¹¦¨,«ö[Finish].[PS]-Y¦b¦w¸Ë¹Lµ{¤¤¥¢±Ñ,½Ð¥ý¦Ü[±±¨î¥x]è[·s¼W/²¾°£µ{¦¡]±NM5PLCWIN²¾°£«á,¦A-«·s ¦w¸Ë§Y¥i.4. ¨Ï¥ÎªÌPLC¶}µo¨BÆJM5PLCWIN(PLC¶}µo¤u¨ãWindowsª©).l ¦w¸ËM5PLCWIN.l °õ¦æl ¨Ï¥Î[Tool]menuªº[Link] command±Nladder,message¤À³Î.(Àɮ׻ݬ°:*.LK4©ÎªÌ¬OPLC4B(DOSª©)ªºLINK®æ¦¡)(-YÀɬ°*.LKX(§YM64ªºPLC®æ¦¡)«h»Ý¥ý°µ¤ÏÂà´«°Ê§@,°Ñ¦Ò²Ä¤Q¥|-¶) l ¨Ï¥Î[File]menuªº[Open] command¶}±Òladder(Àɮ׻ݬ°:*.LD4).[Circuit],[Edit]menu¤ºªºcommand°µladderªº½s¿è.l ¨Ï¥Î[Circuit]menuªº[Convert]command°µladderªºÅÜ´«.l ¨Ï¥Î[File]menuªº[Save]©Î[Save as] commandÀx¦s ladder.l ¨Ï¥Î[File]menuªº[Open] command¶}±Òmessage(Àɮ׻ݬ°:*.MS4).l ¨Ï¥Î[Message]menu¤ºªºcommand°µmessageªº½s¿è.l ¨Ï¥Î[File]menuªº[Save]©Î[Save as] commandÀx¦s message.l ¨Ï¥Î[Tool]menuªº[Link] command±Nladder,message¦X¨Ö.l ¨Ï¥ÎPLCÀɶǤJ M64/M65©ÎMAGIC±±¨î¾¹¤º,«h»Ý¦A°µÂà´«°Ê§@.l -Y-n±N¦¹(¨Ï¥Î[Tool]menuªº[M5->M6(6)]commandÂà´«¦¨M64/M65ªºPLC®æ¦¡.)(¨Ï¥Î[Tool]menuªº[M5->MAGIC50(G)]commandÂà´«¦¨MAGICªºPLC®æ¦¡.) [Tool]menuªº[RS232C Comu] command±NPLC¶Ç°e¨ìM64/M65±±¨î¾¹¤º.l ¨Ï¥Î(-Y¤W-z¥\¯àµLªk¨Ï¥Î,i¯à¬O¹q¸£³]©w©Îc om portªº°ÝÃD,§A¥i¨Ï¥Î¥H«eªºcomuat64.exe¨Ó¶Ç°e§Y¥i.)5. ¹ê¨Ò¨Ï¥Î»¡©úM5PLCWIN.l °õ¦æl ¨Ï¥Î[Tool]menuªº[Link] command±Nladder,message¤À³Î.[File]menuªº[Open] command¶}±Òladder(*.LD4). l ¨Ï¥Îl ¨Ï¥Î[Circuit],[Edit]menu¤ºªºcommand°µladderªº½s¿è.[Circuit]menuªº[Convert]command°µladderªºÅÜ´«. l ¨Ï¥Î[File]menuªº[Save]©Î[Save as] commandÀx¦s ladder. l ¨Ï¥Î[File]menuªº[Open] command¶}±Òmessage(*.MS4).l ¨Ï¥Î[Message]menu¤ºªºcommand°µmessageªº½s¿è.l ¨Ï¥Îl ¨Ï¥Î[File]menuªº[Save]©Î[Save as] commandÀx¦s message.l ¨Ï¥Î[Tool]menuªº[Link] command±Nladder,message¦X¨Ö.PLCÀɶǤJ M64/M65©ÎMAGIC±±¨î¾¹¤º,«h»Ý¦A°µÂà´«°Ê§@.l -Y-n±N¦¹(¨Ï¥Î[Tool]menuªº[M5->M6(6)]commandÂà´«¦¨M64/M65ªºPLC®æ¦¡.) (¨Ï¥Î[Tool]menuªº[M5->MAGIC50(G)]commandÂà´«¦¨MAGICªºPLC®æ¦¡.)M64/M65ªºPLCŪ¤J M5PLCWIN¤º,«h»Ý¥ý°µ¤ÏÂà´«°Ê§@.l -Y-n±N(¨Ï¥Î[Tool]menuªº[M5<-M6(5)]commandÂà´«¦¨M5PLCWINªºPLC®æ¦¡.)l ¨Ï¥Î[Tool]menuªº[RS232C Comu] command±NPLC¶Ç°e¨ìM64/M65±±¨î¾¹¤º.,i¯à¬O¹q¸£³]©w©Îc om portªº°ÝÃD,§A¥i¨Ï¥Î¥H«eªº(-Y¤W-z¥\¯àµLªk¨Ï¥Îcomuat64.exe¨Ó¶Ç°e§Y¥i.)NC°¼°Ñ¼Æ³]¦p¤U:[I/O DEVICE PARAM] === DEV 0 === PARAM 2.2/7# # #9101 DEVICE NAME FDD 9111 DC2/DC4 OUTPUT 3 9121 EIA CODE [ 00 9102 BAUD RATE 1 9112 CR OUTPUT 1 9122 ]00 9103 STOP BIT 3 9113 EIA OUTPUT 0 9123 #00 9104 PARITY CHECK 0 9114 FEED CHR. 100 9124 *00 9105 EVEN PARITY 0 9115 P ARITY V 0 9125 =00 9106 CHR. LENGTH 3 9116 TIME-OUT(sec) 30 9126 :00 9107 TERMINATOR TYPE 3 9117 DR INVALID 0 9127 $00 9108 HAND SHAKE 3 9118 DATA ASCII 1 9128 !00 9109 DC CODE PARITY 1 9119 91299110 9120 9130# ( ) DATA ( )WORK PROCESS I/O PAR SETUP MENUl Ladder,Message¦C¦L»¡©ú1. ¿ï¾Ü[File]menuªº[Print] command¦C¦Lladder¤Îmessage.2. «Øij:[1]PRINT MODE:¿ï¾ÜLAD.+COM.+CRS.(1)POINT START STEP:³]©w¦C¦LLadderªº°_©lÂI STEP.(2)POINT END STEP:³]©w¦C¦LLadderªºµ²§ôSTEP.(3)START PAGE NO:½Ð³]©w¬°”1”.(-Y¸Ó¶µ³]¬°0®É,«hµLªk¦C¦L.)[2]MESS. MODE:·íPRINT TARGET¿ï¾ÜDEVICE,COIL®É,¦¹¶µ·|¤º©w¬°All device of coil.(§A¥i¨Ì¦Û¤vªº»Ý-n§ïÅܦ¹¶µ¿ï¾Ü)(1)All device of coil:¦L¥X©Ò¦³ªºcoil.(2)selected device of coil:»Ý«ü©w”I/O DEVICE”(3)selected dev. & no. of coil:»Ý«ü©w”I/O DEVICE”,”POINT START NO”,”POINT END NO”(4)All device of device:¦L¥X©Ò¦³ªº±µÂI.(5)selected device of device:»Ý«ü©w”I/O DEVICE”(6)selected dev. & no. of device:»Ý«ü©w”I/O DEVICE”,”POINT START NO”,”POINT END NO”3.¿ï¾Ü”Preview”,¥i¥ý¹wÄý¦L¥X¤§µ²ªG.(«Øij¨Ï¥Î)。