生产作业流程图
- 格式:doc
- 大小:31.55 KB
- 文档页数:2

(完满版)设计生产工艺流程图
塑胶科技
设计、生产工艺流程图
客户需求
来样技术要求来图
测绘图纸设计工艺标准模具设计检验标准
模具制造资料
模具检验NO
设计评审
NO
YES YES
样品制作设计考据
NO
合同
YES客户查收
订单
设计确认批量试制
NO
YES
受注单工令单
物料采买采买订单作产业计规划程生
NO 注、吹塑
进料检验
选料配色
YES
烘干注、吹塑过原资料库领料
程
喷涂、电镀检验
半成品库领料烫金YES
印刷
领料组装
自主检验
成品检
NO
YES
包装成品库
包装箱
材料
设备
技术要求
工艺方法
作业规程
产品
特别过程
图示说明
设计更正
补方案
NO
出货检产品交付。
XXXX有限公司ERP作业流程图(初稿)目录:1.1……………………………………………………。
. 五金车间\生产部\五金仓作业流程1.2…………………………………………………….。
配线组加工作业流程1.3……………………………………………………。
塑胶车间作业流程1.4…………………………………………………….。
到货验收入库作业流程1。
5 ……………………………………………………。
. 装嵌车间退货作业流程1.6 …………………………………………………….. 仓库备料/发料作业流程1.7 …………………………………………………….. 车间补料/换料作业流程1.8 …………………………………………………….. 采购下单作业流程1.9 …………………………………………………….。
委外下单作业流程1。
10 …………………………………………………….. 销售下单作业流程1.11 …………………………………………………….。
产成品入库作业流程1。
12 ……………………………………………………。
. 产成品出库作业流程1。
13 ……………………………………………………。
配件走货作业流程1.14 …………………………………………………….。
BOM建立作业流程1。
15 ……………………………………………………。
. PMC作业流程(待定)1。
16 ……………………………………………………。
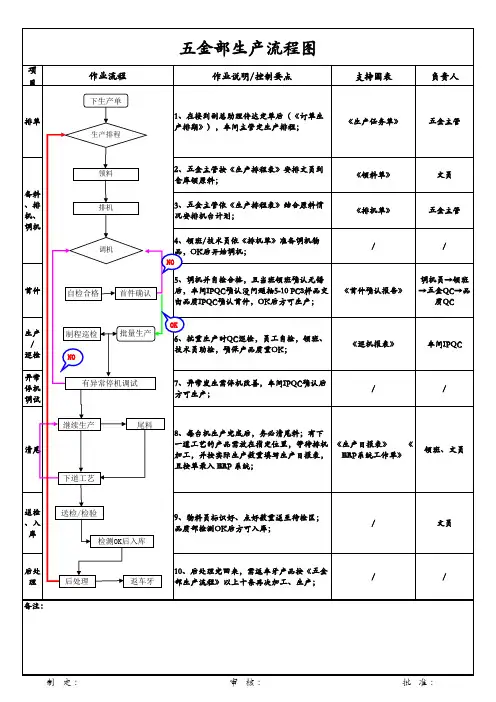
. 财务成本核算作业流程(待定)1.1.五金车间\生产部\五金仓作业流程1.1.2【流程重点】一、所有五金车间的生产安排全部由PMC负责安排。
A、PMC给五金车间的加工计划要提前10天给到五金车间;五金车间根据加工计划进行备料。
B、PMC负责根据五金车间的生产进度;以及生产部委外加工进度。
C、PMC负责生产所需急单等的补单。
D、PMC负责五金车间返工订单的补单工作,同时负责返工领料的物料调整.二、生产部负责委外订单的下达、补单、返电、跟进、统计、委外结算、对帐。

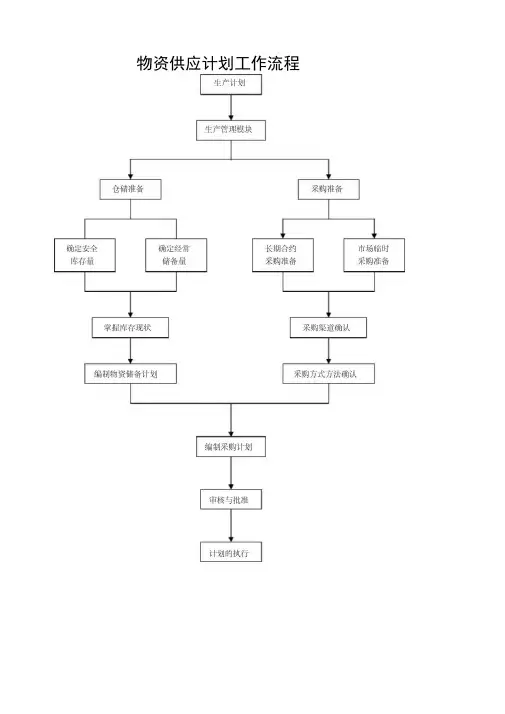
物资供应计划工作流程
生产过程组织设计流程
生产过程各职能模块配合流程
工艺技术策划程序 设计工作流程
订单工作流程 产品出库程序 销售工作程序
售后信息反馈程序
生产制程控制流程
返
工
返
工
返
工
退
货 1 r 不合格品 管理程序
成品库
劳动定额管理程序
说明:完善劳动生产定额管理,对于一车间这样的装备制造型车间尤为重要。
劳动工时消耗构成图
厂机动时间
f 基本时间 < 机手动时间
作业时间
、手动时间 I 辅助时间
照管工作地时间
休息和生理需要时间
Z 非生产工作时间
非定额时间 /非工人造成的损失时间
工人造成的损失时间 定额时间
全部时间消耗 准备和结束时间
返工处理作业流程图
外协计划编制流程图
设备管理流程与责任图
设备使用的管理程序。
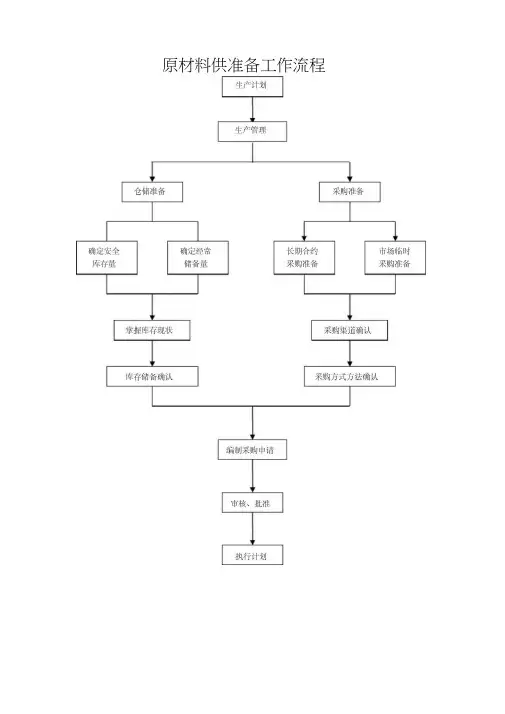
原材料供准备工作流程生产过程组织设计流程生产过程各职能模块配合流程订单工作流程*生产任务下达工艺技术策划采购工作设计工作流程工艺生产检验产品检验产品入库售后信息反馈程序产品出库销售工作生产准备生产制程控制流程退货返工返工返工劳动定额管理程序说明:完善劳动生产定额管理,对于一车间这样的装备制造型车间尤为重要。
劳动工时消耗构成图厂机动时间f 基本时间 < 机手动时间作业时间'手动时间I 辅助时间照管工作地时间休息和生理需要时间Z 非生产工作时间非定额时间 /非工人造成的损失时间工人造成的损失时间定额时间全部时间消耗准备和结束时间返工处理作业流程图半成品成品生管排制单制造单位返工作业F工序入库外协计划编制流程图设备管理流程与责任图设备使用的管理程序原材料验收管理流程成品出货质检流程图产品生产质量控制流程生产制程质量检验流程图进料过程检验操作流程进货检验不合格处理程序仓储管理工作的基本流程成品出库发货通知支付货款咅务销售商生产废料入库处理管理流程* 回收处理程序包装物及其它废料处理工作流程图企业物资消耗定额构成图物资消耗定额制定流程采购作业流程径行采购物资请购作业流程。

内容描述责任部门标准表格制定《月销售计划表》销售部根据市场需求分析编制《月销售计划表》下达生产部、质检部、采购部、仓储部《月销售计划表》制定《生产指令单》销售部根据《销售合同》编制《生产指令单》下达生产部、质检部、采购部、仓储部《销售合同》《生产指令单》制定《新产品开发计划表》技术部根据《新产品开发流程》提出《新产品开发计划表》,经总经办审批后下达至生产部、质检部、采购部、仓储部。
总经办/技术部《新产品开发计划表》《新产品开发流程》提供《产品技术资料》研发部需提供《产品生产图纸》、《BOM表》、《关键零部件清单》《产品使用说明书》《产品随机配件清单》《产品易损件清单》给生产部和质检部技术中心研发部《产品生产图纸》、《产品BOM表》、《关键零部件清单》《产品使用说明书》《产品随机配件清单》《产品易损件清单》制定《月生产计划表》生产部调度长接到《月销售计划表》《生产指令单》或《新产品开发计划表》后,根据指令单要求进行产能评估,制定出《月生产计划表》或《新产品试制计划进度表》交厂长审批。
再将生产任务分配给调度员进行产品生产排程。
生产部《生产指令单》《新产品开发计划表》《月生产计划表》《新产品试制计划进度表》产品生产排程调度员根据《月生产计划表》《新产品试制计划进度表》及产品技术资料进行生产排程调度室《新产品试制计划进度表》《BOM表》整理1、按生产标准BOM表格式进行整理核对研发部提供的《产品BOM表》是否有误。
《BOM表》内需包括《产品总BOM清单》、《外购件清单》《标准件清单》《自制件清单》调度室《BOM表》编制《BOM》自制件清单尺寸规格2、根据图纸及工艺要求编制《BOM》中自制件下料尺寸规格。
注:A、板料类零件长宽方向加工余量留5mm,板厚加工余量2mm;B、圆钢类零件外圆留5mm加工余量,长度留2mm加工余量;C、异型零件注明“按图”及表示出零件最大外形尺寸即可。
调度室《BOM》编制《车间生产计划表》4、根据《BOM表》及《产品生产/试制计划进度表》核对库存后编制《车间生产计划表》。
标准化作业流程图生产技术部门下达检修生产任务确认人检修单位接收生产任务确认人现场勘查确认人检修单位编制预算、三措、施工进度和材料计划确认人相关部门组织审批确认人生产技术部门安排项目监理或质检人员确认人检修单位进行施工准备并办理开工许可手续确认人检修单位实施现场进行工作确认人项目监理或质检人员对继续重要工序、工艺确认确认人检修结束后,检修单位自检、互检、专检并申请验收确认人生技部组织运行、检修及建立、质检人员进行总体验收确认人生技部根据验收情况形成验收报告检修单位编制设备检修工作总结生技部根据工程量的增减审核预算检修单位办理工程竣工手续检修单位办理财务决算作业前准备阶段流程图检修、运行单位共同现场勘查形成查勘纪要检修单位查阅相关资料1检修单位编制预算、三措、施工进度和材料计划上报停电计划安排停电计划相关部门组织审批生产技术部门安排项目监理或质检人员检修单位进行施工准备并办理开工许可手续确认人安全、技术交底按材料计划准备材料按工程需要准备安全工器具检查作业工器具是否合格(特别是起重工器具)组织材料、人员进场检修线路停电验明线路确无电压在工作地两端挂主接地线检修作业阶段流程图在工作地点挂个人保安线杆塔基础检修杆塔检修2导、地线检修附件检修绝缘子、金具检修接地装置检修检修人员对杆塔各部件进行检查检修结束后拆除个人保安线监理或质检人员对重要工序、工艺进行检查检修结束阶段流程图检修结束后拆除主接地线工作人员撤离工作现场汇报调度恢复送电检修单位自检、互检、专检检修单位申请竣工验收生技部组织总体验收生技部形成验收报告检修单位编制设备检修工作总结生技部根据工程量的增减审核预算检修单位办理工程竣工手续检修单位办理财务决算34架空输电线路缺陷管理办法A.1 制定线路缺陷标准为便于线路运行、检修人员以及群众护线员及时发现线路缺陷,并对缺陷的种类及对线路安全运行造成的危害程度进行分析、判断,各输电线路运行单位应按线路的基本构成(包括基础及拉线、杆塔、导地线、绝缘子、金具、防雷与接地装置以及线路通道等),分别制订出一般缺陷、严重缺陷、危急缺陷的标准。
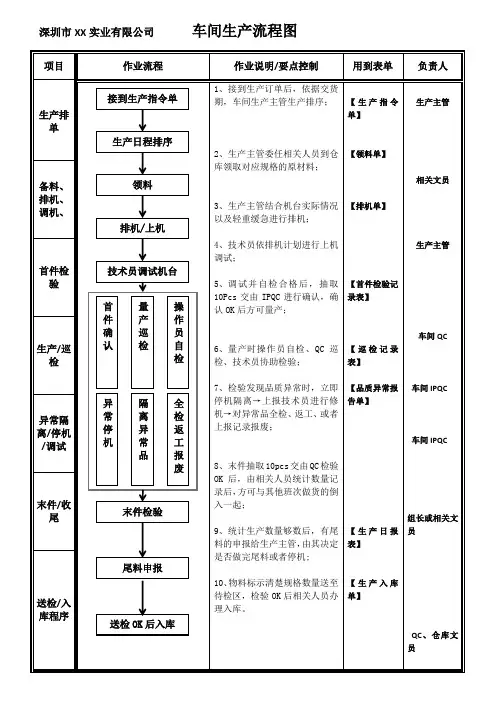
车间作业流程图车间作业流程图是指将车间内各个作业环节按照一定的顺序和流程进行展示的图表。
它可以清晰地展示车间作业的整体流程,帮助工人们了解自己的工作内容和工作顺序,提高工作效率和质量。
下面是一份标准格式的车间作业流程图的详细内容:1. 车间作业流程图的标题:车间作业流程图2. 车间作业流程图的制作目的:通过展示车间作业的流程,帮助工人们了解自己的工作内容和工作顺序,提高工作效率和质量。
3. 车间作业流程图的制作时间:2022年11月4. 车间作业流程图的制作人:车间作业流程图制作小组5. 车间作业流程图的制作工具:流程图制作软件6. 车间作业流程图的内容:6.1 工序1:原材料准备- 工序描述:从仓库中取出所需的原材料,并进行检查和准备。
- 操作人员:材料员- 所需时间:30分钟- 输出物:准备好的原材料6.2 工序2:加工生产- 工序描述:将准备好的原材料按照工艺要求进行加工和生产。
- 操作人员:生产工人- 所需时间:2小时- 输出物:加工好的产品6.3 工序3:质量检验- 工序描述:对加工好的产品进行质量检验,确保产品符合质量标准。
- 操作人员:质检员- 所需时间:1小时- 输出物:合格的产品6.4 工序4:包装和入库- 工序描述:对合格的产品进行包装,并将包装好的产品入库。
- 操作人员:包装工人、仓库管理员- 所需时间:30分钟- 输出物:包装好的产品6.5 工序5:出库和配送- 工序描述:根据订单要求,将包装好的产品从仓库中取出,并进行配送。
- 操作人员:仓库管理员、配送员- 所需时间:1小时- 输出物:配送好的产品6.6 工序6:售后服务- 工序描述:根据客户需求,提供售后服务,包括产品安装、维修等。
- 操作人员:售后服务人员- 所需时间:根据具体需求而定- 输出物:满意的售后服务7. 车间作业流程图的制作步骤:7.1 收集车间作业的相关信息,包括工序、操作人员、所需时间、输出物等。