田中绕线机 编程快速入门
- 格式:doc
- 大小:904.00 KB
- 文档页数:14

全自动绕线机的常见功能和操作方法自动绕线机操作起来,其实并不难,主要是对绕线机不熟,公司也没有专业人员培训吧,不过,我们在这里为大家介绍之后,相信不懂的人只要按方法来操作,都会明白了。
自动绕线机常见功能和调试方法:绕线机不单有精密的机械部件,还有强大的电气控制系统,它集合了电气控制、传感技术、机械传动、气动装置等部件,其调试方法相比其他电气加工设备要复杂和精细的多,龙鑫从事自动绕线设备加工行业多年积累了一点绕线设备的调试方法,龙鑫电子就该类设备的调试作一个简单介绍,希望对大家能有所帮助。
以下调试方法可应用于常见的带骨架线圈的缠绕加工工艺,主要讲解起绕位置、漆包线规格、绕线宽度三个重要的绕线参数。
一、起绕位置如何设定什么是起绕位置?简单的说就是在骨架上开始绕线的起点,这个位置与线圈的出头及线圈类型有紧密的联系,通常可以通过设备控制系统自带的测量功能来测的相关起绕位置的具体数值;操作人员也可以采用人工方式测量,以固定点作为参考点使用尺具实际测量,设定该点时注意线圈的缠绕方向。
二、漆包线规格的设定我们常见的漆包线有不同的线径,漆包线规格设定是否正确直接会影响到排线的效果,使用不同材质的漆包线需要加不同的线径修正值,铜线不易被拉细,其修正值加0.02左右,铝线在经过绕线设备的张力及过线装置后容易被拉伸,其修正值幅度较大0.02-0.2之间都是允许的。
三、绕线宽度的设定绕线宽度的理解就是从开始绕线的位置到绕线结束位置之间的距离,通常该值直接反映骨架需要绕线的长度,设定时需要考虑所使用骨架的微小变形量会绕线宽度的影响,应采用综合测量的方法取最小值作为绕线宽度。
随着科技的高速发展,现代自动绕线机由于集成了电气控制、机械传动、光电检测等诸多技术,所以其设置调试的难度也大大增加了,许多客户在购买了绕线机以后,对于其设置往往无从下手,本文就绕线机的功能和常见调试方法罗列以下几点:一、熟悉设备功能和绕线工艺当购买了绕线机以后首先需要通电空载试运行,这个过程首先是检验绕线机的运转是否平稳、是否有异常噪音,作为调试人员在过程中应该对照绕线机说明书逐个的检查每个功能是否有效,也是熟悉设备的一个过程,初步熟悉设备功能后要根据自身产品的绕线工艺找出相对应的设备功能,结合工艺查看设备的功能是否跟绕线要求相吻合,设备功能要求在采购时就需要与设备供应商详细的沟通,避免购买后设备与绕线要求不付,这里面要注意的是设备的允许线径、最大负重、排线幅宽及其精度,这些参数是决定设备与绕线要求是否符合的基本数据。

绕线机的基本操作教程自动绕线机看起来的话时非常复杂的样子,不过实际操作起来的话却并不是很难,主要是对绕线机的结构不熟悉所造成,公司也没有专业技术人员培训。
造成了一般人在没有技术人员的情况之下就对于其绕线机无从下手。
绕线机的基本设备由机械部件和电气控制系统组成,不过随着科技的高速发展,现代自动绕线机由于集成了电气控制、传感技术、气动和机械传动、光电检测等诸多技术,所以调试起来也会比起其他的电子加工设备要更加的困难和精细,福鹰电子采用了日特绕线机多年,对于绕线设备的使用具有熟悉的经验,在这里,我们给大家介绍以后,相信只要按方法来操作,都可以简单操作。
起绕位置、漆包线规格、绕线宽度是使用绕线机的三个最重要的绕线参数,常用应用于骨架线圈。
一、起绕位置应该怎样去设定?哪里才是骨架线圈的是起绕位置?其实在在骨架上开始绕线的起点并没有固定位置,位置和线圈的出头是由线圈型号所决定的,一般来说可以只要使用设备控制系统的测量功能就可以测出具体的起绕位置和数值;技术人员也可以采用人工的方式测量数值,以特定的位置作为参考点使用尺具来实际测量,设定这个点时时候要注意线圈的具体缠绕方向。
二、漆包线规格的具体设定,日常使用的漆包线有着不同的线径,不同的漆包线规格设定会产生到不同的排线的效果,在使用不同材质的漆包线要注意修正线径的具体数值,这样铜线才不会有变形的情况。
三、绕线宽度数值的设定绕线宽度的我们可以理解从绕线的起点到绕线的终点之间的数值,通常通过数值直就可以知道线圈的绕线的长度。
当然在设定时必须要考虑所使用对的作用力所造成的微小变形量,这都是会给绕线宽度值得确定生产一定的影响,所以应该要采用使用多种测量的方式取最小的数值作为绕线宽度。
四、对于不同的绕线圈之线材种类特点,产品的具体圈数、折叠的层数和平均缠绕速度需求亦要有相当了解,粗线机型的绕线速度不能太快,速度太快的话引起线材的跳线和丢步等问题质量问题,在中低速度使用时必加强到绕线机的扭矩力。
田中精机(嘉兴)有限公司田中绕线机快速入门1:程序命令与讲解HM: 程序原点设定 ( 如:HM 23.55 10.11 12.31 CW )CC: 主轴逆时针旋转VH: 主轴最高速度及加减速设定(如下:)DR: 绕线开始的位置(由里向外) (如下:)RF: 绕线结束后导针强行停留在人侧(如下:)RR: 绕线结束后导针强行停留在机器侧(如下:)RX: 绕线结束后导针强行停留的位置(如下:)注:定位是在执行RF或者RR命令同时进行的,如果没有RFRR命令,就不能设定这个命令。
(如: RX 5.00{X}轴任意位置)RZ: 绕线结束后导针强行停留的位置(如下:)注:定位是在执行RF或者RR命令同时进行的,如果没有RFRR命令,就不能设定这个命令。
(如: RX 5.00{Z}轴任意为置)WF:起绕点(如下:)WW: 幅宽(如下:)WP: 线径(如下:)AL: 主轴逆时针旋转 ( 每按一下按键为30度 )SHIFT1 + SPINDLEAR: 主轴顺时针旋转 ( 每按一下按键为30度 )SPINDLEWC: 绕线开始圈数设定(如下:)TV: X/Y/Z轴移动速度(默认TV20,最高速度为250)P: X/Y/Z轴移动命令PX: X轴坐标PY: Y轴坐标PZ: Z轴坐标YL: Y轴不变,X/Z轴逆时针绕圆,如下画圆命令分解:YR: Y轴不变,X/Z轴顺时针绕圆 (如下:)ZL: Z轴不变,X/Y轴逆时针绕圆 (如下:)ZR: Z轴不变,X/Y轴顺时针绕圆 (如下:)LU1:LU0: 上料板- 后LP1: 上料板- 上 ( SHIFT2 + Y-F )LP0: 上料板- 下LO1: 接料盒- 前 ( SHIFT2 + X-L )LO0: 接料盒- 后UF: 退料片- 前 (SHIFT4 + NOZZLE)UR: 退料片- 后NO: 剪刀- 开 ( SHIFT4 + Y-R )NC: 剪刀- 关NE: 剪刀- 上 ( SHIFT4 + Y-F )NF: 剪刀- 下CA: 手指- 前 ( SHIFT1 + Y-F )CB: 手指- 后CL: 手指- 开 ( SHIFT1 + X-L )CH: 手指- 关CT: 手指- 左 ( SHIFT1 + Y-R )CF: 手指- 右CE: 手指- 倒下180度 ( SHIFT1 + INDEX )CR: 手指- 上翻0度TN2: TAPE反张力- 打开 ( SHIFT1 + Z-D )TF2: TAPE反张力- 关闭注:TN2 、TF2命令在包胶带机(艾科)为拉带左右动作。



绕线机作业指导书引言概述:绕线机是一种用于电子元器件绕线的专用设备,它能够自动完成绕线的工作,提高生产效率和质量。
本文将为大家介绍绕线机的作业指导书,包括操作步骤、注意事项和常见问题解答等内容。
一、操作步骤:1.1 准备工作在操作绕线机之前,需要进行一些准备工作:1.1.1 确认绕线机的工作状态:检查绕线机的电源是否正常,各个部件是否完好,是否需要进行维护和保养。
1.1.2 准备绕线材料:根据绕线的要求,准备好合适的绕线材料,并确保其质量和长度符合要求。
1.1.3 设置绕线参数:根据绕线的要求,设置好绕线机的参数,包括绕线速度、绕线张力等。
1.2 开始绕线在准备工作完成后,可以开始进行绕线操作:1.2.1 将绕线材料固定在绕线机上:将绕线材料的一端固定在绕线机的绕线头上,并确保其坚固可靠。
1.2.2 调整绕线机的位置:根据需要,调整绕线机的位置,使其与绕线目标位置对齐。
1.2.3 启动绕线机:按照绕线机的操作说明,启动绕线机,并根据需要调整绕线速度和张力。
1.3 完成绕线在绕线过程中,需要注意以下几点:1.3.1 监控绕线过程:在绕线过程中,及时观察绕线的情况,确保绕线的质量和效果。
1.3.2 调整绕线参数:如果发现绕线不符合要求,可以根据需要调整绕线机的参数,如绕线速度、张力等。
1.3.3 完成绕线后的处理:在绕线完成后,及时将绕线材料固定好,清理绕线机和工作区域,确保绕线机的安全和整洁。
二、注意事项:2.1 安全操作在使用绕线机时,需要注意以下安全事项:2.1.1 确保工作区域安全:在操作绕线机时,需要确保工作区域的环境安全,避免杂物和其他人员干扰。
2.1.2 穿戴个人防护装备:操作绕线机时,应穿戴好个人防护装备,如手套、护目镜等,避免意外伤害。
2.1.3 注意电源安全:在操作绕线机之前,需要确保电源的安全,避免电源过载或者短路等情况发生。
2.2 绕线质量控制为了保证绕线的质量,需要注意以下几点:2.2.1 绕线材料的选择:选择合适的绕线材料,确保其质量和性能符合要求。
NZ-8A交直流二用型电脑编程电动绕线机V4.0版本使用说明书上海亿立科技发展有限公司 上海亿立电子设备制造有限公司上 海 绕 线 机 厂操 作 说 明一、概述NZ-8A是本公司开发的一系列电脑编程电动绕线机之一,主要适用于电讯、电器、仪表行业,绕制各种电感线圈、仪表线圈、继电器、定时器、家用电器、低压电器的各种平绕线圈,特适用于小型变压器、微型小电机的定子线圈等多绕组线圈的绕制。
该机具有性能稳定、操作方便、工效高、计数准确,断电保护数据、操作简单、手退可逆计数等优点。
二、主要技术数据1、记忆容量: 0~30段(即30组)2、记忆保持: ≥100年3、圈数: 0~99999圈(或0~9999.9圈)任意设定4、滑行圈数(当使用直流电机时,滑行圈数代表停止慢车):0~999圈(或0~99.9圈)任意设定5、启动模式: 双启动(或单启动)任意设定6、计数模式; 相对零点(或绝对零点)任意设定7、圈数自动校准功能;即自动设定滑行圈数(使用交流电机时)8、电源电压: 220V±22V 50Hz三、数字显示器7位数字显示器的前二位显示段位(即绕组编号),后五位显示圈数或产量。
1、状态指示灯● 圈数:亮表示当前可进行圈数设定。
● 滑行圈数:亮表示当前可进行滑行圈数设定。
● 产量:亮表示显示当前产量,按《复位》键可清除。
2、辅助状态指示● 圈数计数小于0,圈数闪烁显示。
四、键盘说明1、 《0》~《9》:共十键,用来输入数值之用。
2、 《设置》键:按一下进入圈数设定,再按一下退出圈数设定。
3、 《输入》键:在圈数设定时,输入已设定的圈数。
在待机状态下,显示器可切换为产量显示。
4、 《跳段》键:放弃本段绕组,跳到下一段绕组。
5、 《复位》键:当前圈数置0。
在产量显示时,可清除产量。
6、 《启/停》键:待机状态下,按一下开始运转;运转中,按一下停止运转。
7、 外接脚踏开关:当设置为双启动时,按一下开始运转;再按一下 停止运转。
无刷电机全自动绕线机使用方法和操作规程无刷电机在生产过程中,定子绕线环节很重要,需要用到专业的绕线设备,不同的绕线机设备,针对的产品是不一样的,外绕产品常用飞叉绕线机设备;内绕产品常用针式绕线机设备。
不管是用哪种绕线设备,都有正确的使用方法及操作规程,如果使用不当,就容易造成机器设备出现问题,甚至是安全问题。
其实绕线机听起来复杂,实际操作也比较简单,只要稍微熟悉,经过专业技术人员的培训,很快就可以上岗。
全自动绕线机使用方法及操作规程:一、如果只是单一的生产一种产品,不需要更换模具,这种就比较简单,技术调试好了,员工只需直接开机启动就好,没那么多复杂的事。
二、如果是生产多型号产品,会涉及到更换模具,这是需要培训的,因为涉及到模具、护板、磨头三者间的配合,当定位准确后,控制器参数设置、基础调试很重要,如果设置不恰当,定位不准确,就容易导致断线、伤线、挤线、跳线等情况。
1.程序一般都是设定好的,调用出对应型号的程序即可,设置好漆包线线径及绕线速度等参数,然后进行调试,采用手动模式,一步一步的前进,观察模具定位是否准确,不要自动运行,不然很容易撞针或者定子槽对不准模头,在确定位置无误后,开始绕线,当走到一定步数,确定没有问题,绕线排线都正常后,可以慢速运行,在确定慢速运行正常的情况下,适当加快速度,直至达到规定范围速度。
绕完几个产品后,可以进行盐水测试,确保漏电值符合标准,才开始生产。
2.注意张力器、线嘴、羊毛毡等辅助工具的合理应用,检查工作台面是否干净,有杂物要及时清除;机器工作时,严禁伸手进去,注意带好防护具。
机器出现紧急问题,不能搞定的,要及时关闭,上报处理。
以上简单介绍了全自动绕线机使用方法及操作规程,当然也还有其他很多因素,这里就不一一介绍了,只要按照正确使用方法,遵循操作规程,设备才会正常运行,生产顺利。
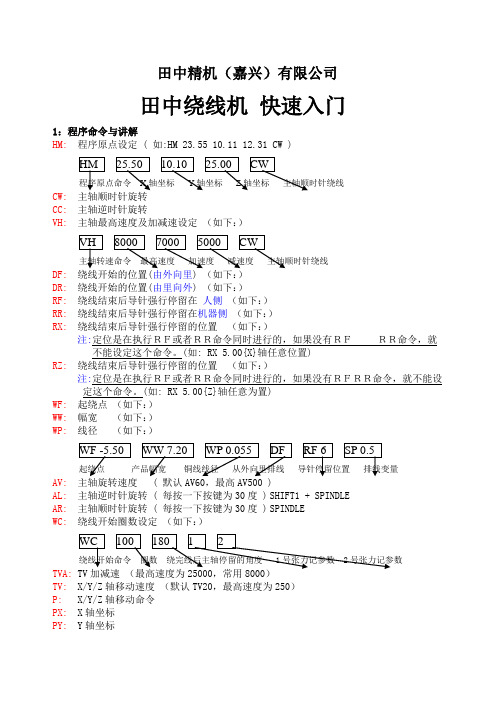
田中精机(嘉兴)有限公司田中绕线机快速入门1:程序命令与讲解HM: 程序原点设定 ( 如:HM 23.55 10.11 12.31 CW )程序原点命令X轴坐标Y轴坐标Z轴坐标主轴顺时针绕线CW: 主轴顺时针旋转CC: 主轴逆时针旋转VH: 主轴最高速度及加减速设定(如下:)主轴转速命令最高速度加速度减速度主轴顺时针绕线DF: 绕线开始的位置(由外向里) (如下:)DR: 绕线开始的位置(由里向外) (如下:)RF: 绕线结束后导针强行停留在人侧(如下:)RR: 绕线结束后导针强行停留在机器侧(如下:)RX: 绕线结束后导针强行停留的位置(如下:)注:定位是在执行RF或者RR命令同时进行的,如果没有RFRR命令,就不能设定这个命令。
(如: RX 5.00{X}轴任意位置)RZ: 绕线结束后导针强行停留的位置(如下:)注:定位是在执行RF或者RR命令同时进行的,如果没有RFRR命令,就不能设定这个命令。
(如: RX 5.00{Z}轴任意为置)WF:起绕点(如下:)WW: 幅宽(如下:)WP: 线径(如下:)起绕点产品幅宽铜线线径从外向里排线导针停留位置排线变量AV: 主轴旋转速度 ( 默认AV60,最高AV500 )AL: 主轴逆时针旋转 ( 每按一下按键为30度 )SHIFT1 + SPINDLEAR: 主轴顺时针旋转 ( 每按一下按键为30度 )SPINDLEWC: 绕线开始圈数设定(如下:)TVA: TV加减速(最高速度为25000,常用8000)TV: X/Y/Z轴移动速度(默认TV20,最高速度为250)P: X/Y/Z轴移动命令PX: X轴坐标PY: Y轴坐标PZ: Z轴坐标YL: Y轴不变,X/Z轴逆时针绕圆,如下画圆命令分解:YR: Y轴不变,X/Z轴顺时针绕圆 (如下:)ZL: Z轴不变,X/Y轴逆时针绕圆 (如下:)ZR: Z轴不变,X/Y轴顺时针绕圆 (如下:)TV80 YL 0.00 0.00 0.00 2.5 5 -0.15 3 0.10绕圆速度绕圆方向命令X轴Y轴Z轴绕圆半径绕圆圈数负变量圈数正变量LU1: 上料板- 前 ( SHIFT2 + X-R )LU0: 上料板- 后LP1: 上料板- 上 ( SHIFT2 + Y-F )LP0: 上料板- 下LO1: 接料盒- 前 ( SHIFT2 + X-L )LO0: 接料盒- 后UF: 退料片- 前 (SHIFT4 + NOZZLE)UR: 退料片- 后NO: 剪刀- 开 ( SHIFT4 + Y-R )NC: 剪刀- 关NE: 剪刀- 上 ( SHIFT4 + Y-F )NF: 剪刀- 下CA: 手指- 前 ( SHIFT1 + Y-F )CB: 手指- 后CL: 手指- 开 ( SHIFT1 + X-L )CH: 手指- 关CT: 手指- 左 ( SHIFT1 + Y-R )CF: 手指- 右CE: 手指- 倒下180度 ( SHIFT1 + INDEX )CR: 手指- 上翻0度TN2: TAPE反张力- 打开 ( SHIFT1 + Z-D )TF2: TAPE反张力- 关闭注:TN2 、TF2命令在包胶带机(艾科)为拉带左右动作。
TR: TAPE机夹带- 开 ( SHIFT4 + Z-D )TH: TAPE机夹带- 关TB: TAPE机压槽- 上 ( SHIFT4 + Z-U )TL: TAPE机压槽- 下TC: TAPE机切刀- 上 ( SHIFT4 + X-L )TE: TAPE机切刀- 下TU: TAPE机整体- 上 ( SHIFT4 + X-R )TD: TAPE机整体- 下LO1:治具芯- 锁定 ( SHIFT2 + H.SPEED + Y-F )LO0:治具芯- 松开XH:翻转机构- 锁定 ( SHIFT2 + H.SPEED + Z-U )XR: 翻转机构- 打开XC:治具本体- 锁定 ( SHIFT2 + H.SPEED + Z-D )XO:治具本体- 打开XU: 翻转机构- 前进 ( SHIFT3 + INDEX )XL:翻转机构- 后退IX:翻转机构0°或180° ( INDEX )DP: 手指上下翻连续动作 (该命令用于将剪断的线排出,是几个动作的连续组合,程序进展与该命令语的动作结束与否无关)IF: 通用输入口OFF的确认。
(如:IF 4(端子号码) 20(跳步到相应的行数) 输入埠中的4号端子为OFF时,就跳步到现在的行号加上20的那一行去。
如果不是OFF的话,就执行下一句命令。
IN: 通用输入口ON的确认。
(如:IF 4(端子号码) 20(跳步到相应的行数) 输入埠中的4号端子为ON时,就跳步到当前的行号(这句命令中没有写行号)加上20的那一行去。
如果不是ON的话,就执行下一句命令。
IS: 单步执行,两个IS就变成连动T1: 电气张力参数1的设定(如:T1 10 20 25 )T2: 电气张力参数2的设定(如:T1 10 20 25 )T3: 电气张力参数3的设定(如:T1 10 20 25 ) AHT-30型张力计才有此功能T4: 电气张力参数4的设定(如:T1 10 20 25 )VI: 可变张力1设定(如:V1 15张力 200变更的圈数)V2: 可变张力2设定(如:V2 15张力 200变更的圈数)V3: 可变张力3设定(如:V3 15张力 200变更的圈数) AHT-30型张力计才有此功能V4: 可变张力4设定(如:V4 15张力 200变更的圈数)PN: 打开程序。
注:在执行此命令时 ,正在执行的程序就在此行暂停,移到被调用的程序的第一行并运行。
(在被调用程序中,不能再次使用PN调用其它程序)RT: 返回。
注:被PN命令调用的程序运行结束时,在程序的最后一行必须编写RT,将回到原程序PN的下一行继续执行)OF:通用输出口OFF (如OF 2输出口的2号端子为OFF)。
ON:通用输出口ON (如OF 2输出口的2号端子为ON )。
CK: 端口上的端子信号确认(如下:)信号确认(关)NL: 线嘴棒0度 ( NOZZLE )NR: 线嘴棒90度NL2: 线嘴棒45度 ( 操作盒无按键 )NR2: 线嘴棒135度 ( H.SPEED + NOZZLE )SE:端子控制(如下:)(关)WTI:气缸传感器检测(如下:)SKV: 捻线机A轴移动速度设定(最高速度为500,也就是捻线机链条移动的速度)SK: 捻线股数设定(最多为17股,分别为1=3、2=5、3=7、4=9、5=11、6=13、7=15、8=17)TXV: 捻线机C轴捻线速度设定(最高速度为5000,也就是捻线机主轴转速)TX: 捻线圈数的设定(可参考捻线机侧面的参考值)SKH: 捻线机回原点LC: 重复指令(如下:)命令2次上面第7行FA:重复计数指令(如下:)命令每走1循环计数1次(如2就是2次)FS:设置条件关系;与FJ密切关系(如下:)命令号码变数(1或0)FJ:检测执行设置的条件关系;与FS密切关系(如下:)命令号码变数CL3:第三夹线- 开( SHIFT5 + X-L )CH3: 第三夹线- 关(原点)注:CL3 、CH3命令在上料板为左右上料的机器里面为上料板的左右动作,一般左边为上料,右边为下料。
CL4:第四夹线- 开( SHIFT5 + X-R )CH4:第四夹线- 关(原点)HF:压线- 前 ( SHIFT5 + Z-D )HR: 压线- 后(原点)注:HF 、HR命令在包胶带机(艾科)为夹带上下动作。
HU:压线- 上 ( SHIFT5 + Z-U )HD: 压线- 下TN: 反张力- 开 ( SHIFT1 + Z-U )TF: 反张力- 关SF: 主轴锁- 开 ( SHIFT1 + NOZZLE )SL: 主轴锁- 关KS1:安全光栅- 开KS0:安全光栅- 关注:安全光栅短接线(CN12-43/44),MF值里面的Safety cover项设置为‘OFF’。
JP: 跳步* :标记、记号HS: 机器回原点HX: X 轴回原点HY: Y 轴回原点HZ: Z 轴回原点HP: 主轴回原点SW: 预约开关 ( 预约开关开时才会走过此步,如果是关走到此步程序就会停止 )PE: 程序开始RT: 程序返回UP: 生产计数DW: 时间等待ED: 程序结束TK 1 1 ;; 伺服张力器固定马达旋转-打开TA 1 1 ;; 伺服张力器张力杆与马达同步S1 30 ;; 伺服张力器张力设定数值【特殊命令】(如下:)信号确认以上命令语是主轴传感器的端口确认。
注解:确认主轴传感器在不亮的情况下,也就是主轴在不是原点在情况下就会继续往下走程序,后面的‘1’是如果在亮的情况下,也就是主轴在原点的情况下就会跳步到当前步骤。
【特殊命令】(如下:)信号确认以上命令语是UF传感器的端口确认。
注解:确认79 3 的传感器是1时就运行下面1行,0时就JP0不走。
【特殊命令】(如下:)可变幅宽命令人侧往外 1T后往外走机侧每绕240T后就往外移动0.75MM笔式线圈时须用到以上命令。
注解:0为人侧,1为机器侧,要看骨架的绕线方式来设定先0还是先1;第一个负0.75为进的数值,第二个负0.75为退的数值;负数往里正数往外,前后2个WV为幅宽命令。
变量改小线包排线向外(人侧)变长,WW改小线包变长,改大线包变,WW与WV后面的圈数无关----------------------------------------------------------------------------------------------------------------------------------------2:注意事项:==在手动或编程时==胶带机整体上下时必须先把线嘴棒内倒135°(NR2)才可动作。
胶带机夹带未打开时胶带压槽和切刀都不可动作。
下料片下料时必须先把主轴解锁旋转90°再锁定才可下料动作。
手指在CA的情况下上料板和接料盒都不可向前动作。
3:气缸动作的命令语和相应的传感器对照表4:故障排除与方法:==胶带机故障,程序无问题的情况下==线包胶带起皱纹?看胶带压轮高低是否平面压到线包或胶带位置须调整。
胶带切口偏斜?看切刀是否破损。
线包胶带变宰?张力太大导致。
未包上胶带?看线包是否有油或异物,用酒精把胶带压轮擦拭干净;张力是否太大。
胶带包偏?可调整胶带位置及压带槽左右,再看胶带是否在白色胶轮胶带槽中间。
线包胖?看胶带压轮是否压到线包正中间,张力是否太小。
手指夹不上线?可以把气压调大,手指正常气压为2 MPa ;细线用带槽手指粗线用不带槽手指;用酒精把手指擦拭干净。