模具蚀纹
- 格式:docx
- 大小:13.68 KB
- 文档页数:1
模具蚀纹模具蚀纹,模具咬花,模具晒纹,模具烂纹,模具烂花,模具蚀刻之类都是模具里的同一工艺,只是名称叫法不同。
里面又有幼纹,细纹,粗纹,皮纹等纹路粗细的种类。
英文一般如下写法mould texture,mold texture,mould texturing,mold t exturing。
模具蚀纹的应用:起装饰产品的作用,使产品更加美观,高雅:克服了印字,喷漆易磨掉的缺点;满足了视觉要求:由于光洁如镜的产品表面极易划伤,易沾上灰尘和指纹,而且在形成过程中产生的疵点、丝痕和波纹会在产品的光洁表面上暴露无疑,而一些皮革纹、橘皮纹、木纹、雨花纹、亚光面等装饰花纹,可以隐蔽产品表面在成形过程中产生的缺点,使产品外观美观,迎合视觉的需要。
制作花纹,可以使产品表面与型腔表面之面能容纳少许的空气,不致形成真空吸附,使得脱模变得容易。
防滑、防转、有良好的手感。
制成麻面或亚光面,防止光线反射、消除眼部疲劳等等。
模具蚀纹的方式:花式纹路技术是经过化学药水作用,在不同金属制品的表面造成各类图案,例如:沙纹、条纹、图象、木纹、皮纹及绸缎图案等。
不同的技术流程制作出不同的纹路风格。
其中也包括喷纹程序,例如:办公室文件器材、录音机、录映机、照相机、汽车的防撞架、镜面、花盆、餐具等表面都是用喷纹制作而成。
模具蚀纹的流程:洗膜-粘膜-化学检验-表面处理-印花处理-化学蚀刻-表面处理-QC-防锈处理-包装模具纹分类:有对称形图纹如正方形对应,圆形对应,非对称形图纹,花纹,木纹,类似家装材料瓷砖的图纹,这个纹理当然不是平的,是有纹理的,有立体感的,有凹凸不来的。
还有包括蚀字等。
一般可以总体概括:各种塑料工模皮纹、木纹、布纹、立体纹、(电视,电脑,电话,手机,汽车,摩托,空调,冰箱等)大小电器外壳各类花纹滚筒;鞋底纹、不锈钢、压铸模蚀刻、凹凸文字商标、图案、喷沙。

第一节模具腐蚀皮纹工艺原理及其流程模具蚀纹又称咬花、晒纹、烂纹、蚀刻,都是模具表面纹面处理的同一工艺,只是叫法不同。
晒纹又有幼纹、细纹、粗纹、皮纹等纹路粗细种类。
英文一般如下写法:mould texture、mold texture、mould texturing、mold texturing。
塑胶模具钢蚀刻工艺:是一种在巳加工完成模具表面需要突出的部位,制造一种有纹面组织的模具表面处理方法。
图像腐蚀又称皮纹、皮纹蚀刻,这种皮纹结构可以使塑胶产品表面更方便的握持,同时还能保护产品表面以及提供良好的视觉效果;蚀刻技术能够制作许多种自然的或是人造皮纹组织图案。
一、晒纹原理与步骤:晒纹工序是目前最常用的在钢材表面形成一层惰性保护层的方法。
1.1首先,利用相片和电脑技术制成特定的蚀刻图案菲林底片;1.2然后一步步将菲林底片粘贴到干净的模具表面,并手工修正粘贴过程中的缝隙;1.3接下来将工件置于紫外线灯照射下,并在一个配好的照像液中显影;1.4随后,在精密控制的情况下,模具表面会被某种酸液根据显影后的蚀刻图案腐蚀成具有特定深度的图案层;整个腐蚀过程是将适量的经过精确配比的酸溶液如硝酸或氯化铁,制成酸液池然后将工件放进酸液池中,或者将酸液直接以喷雾的形式喷至模具表面。
可根据不同的蚀刻深度或者图案复杂程度来选择具体蚀刻时间长短,通常蚀刻深度在0.1-0.5mm之间。
1.5此外,许多模具表面的蚀刻图案是由多次腐蚀或者多层蚀刻图案菲林制成的,这就需要经过多个蚀刻步骤和多个特殊图案的菲林组合起来才能实现。
二、晒纹工艺流程:底图制作→照相制版→制丝网版→油墨调配→贴花纸印装饰纹→油墨干燥→模具前处理(模具清洗→IQC检查→粘模)→贴花转印→干燥→修整→表面腐蚀(氧化)→表面处理→OQC检验→清理、防锈→包装出货。
咬花样板确定流程:客户规格→提供样品的咬花测试→资料确认→咬花板模具送咬花→咬花板模具的测试→咬花板模具的试模→咬花样板检测怀客户样品对比→客户签字确认→正式模具送咬花→咬花模具测试→合格安排组装/试模→成品咬花测试→签样。
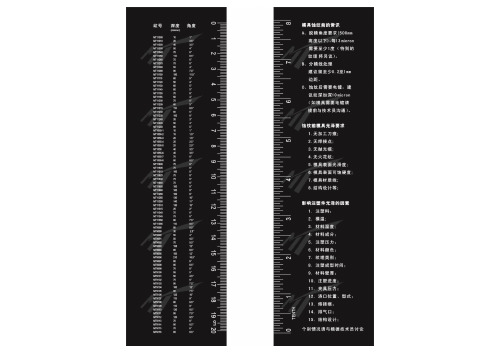
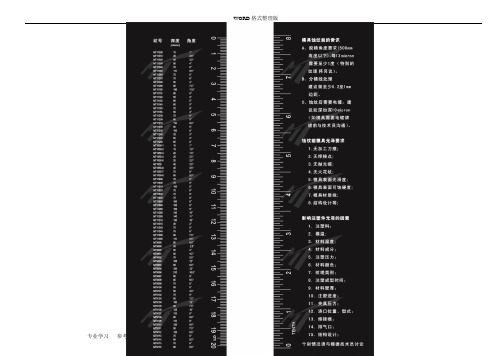
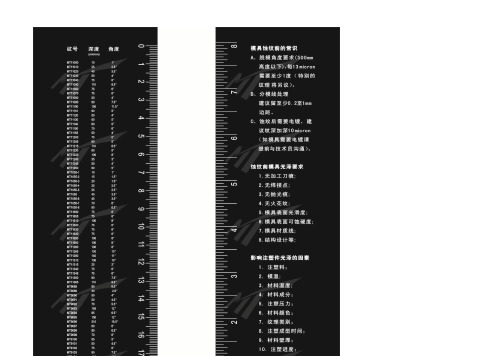
Q/TKM 3 — 2003附录C益新电机蚀刻有限公司蚀纹样板(1/2)蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 110000.0050.15°YS 92800.0101°YS 82800.0302°YS 72800.075 4.5°YS 110010.0080.25°YS 92810.0151°YS 82810.040 2.5°YS 72810.070 4.5°YS 110020.0100.5°YS 92820.020 1.5°YS 82820.0503°YS 72820.0805°YS 110030.0151°YS 92830.025 1.5°YS 82830.040 2.5°YS 72830.085 5.5°YS 110040.020 1.5°YS 92840.025 1.5°YS 82840.040 2.5°YS 72840.090 5.5°YS 110050.025 1.5°YS 92850.0302°YS 82850.045 2.5°YS 72850.0956°YS 110060.025 1.7°YS 92860.0302°YS 82860.070 4.5°YS 72860.090 5.5°YS 110070.0302°YS 92870.040 2.5°YS 82870.070 4.5°YS 72870.0805°YS 110080.033 2.2°YS 92880.0503°YS 82880.070 4.5°YS 72880.159°YS 110090.035 2.5°YS 92890.060 3.5°YS 82890.0805°YS 72890.1911°YS 110100.0403°YS 92900.085 4.5°YS 82900.0805°YS 72900.1911°YS 110110.0151°YS 92910.0352°YS 72910.070 4.5°YS 110120.018 1.5°YS 92920.0352°YS 62800.075 4.5°YS 72920.0604°YS 110130.0202°YS 92930.040 2.5°YS 62810.137.5°YS 72930.072 4.5°YS 110140.0202°YS 92940.040 2.5°YS 62820.137.5°YS 72940.085 5.5°YS 110150.025 2.3°YS 92950.045 2.5°YS 62830.117°YS 72950.0805°YS 110160.028 2.5°YS 92960.045 2.5°YS 62840.1810°YS 72960.085 5.5°YS 110170.0303°YS 92970.0505°YS 62850.117°YS 72970.137.5°YS 110180.035 3.2°YS 92980.055 5.5°YS 62860.1810°YS 72980.137.5°YS 110190.038 3.5°YS 92990.060 6.5°YS 62870.1810°YS 72990.137.5°YS 110200.040 3.5°YS 93000.0657.5°YS 62880.1911°YS 110210.0424°YS 93010.0708.5°YS 62890.2012°YS 110220.045 4.5°YS 93020.09011°YS 62900.2012°YS 62910.0553°YS 62920.0553°YS 62930.127.5°YS 62940.085 5.5°YS 62950.090 5.5°YS 62990.127.5°YS 62960.070 4.5°YS 63000.117°YS 62970.117°YS 63010.0127.5°YS 62980.127.5°YS 63020.0127.5°益新电机蚀刻有限公司蚀纹样板(2/2)蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 52800.106°YS 42800.0503°YS 32800.070 4.5°YS 22800.040 2.5°YS 52810.090 5.5°YS 42810.0503°YS 32810.0604°YS 22810.040 2.5°YS 52820.106°YS 42820.0604°YS 32820.085 5.5°YS 22820.0503°YS 52830.137.5°YS 42830.075 4.5°YS 32830.085 5.5°YS 22830.040 2.5°YS 52840.137.5°YS 42840.0604°YS 32840.0855°YS 22840.045 2.5°YS 52850.137.5°YS 42850.074 4.5°YS 32850.137.5°YS 22850.0553°YS 52860.137.5°YS 42860.070 4.5°YS 32860.127.5°YS 22860.045 2.5°YS 52870.137.5°YS 42870.075 4.5°YS 32870.127.5°YS 22870.0503°YS 52880.137.5°YS 42880.070 4.5°YS 32880.0604°YS 22880.0503°YS 52890.159°YS 42890.0805°YS 32890.159°YS 22890.0654°YS 52900.159°YS 42900.0825°YS 32900.169.5°YS 22900.0604°YS 52910.106°YS 42910.0503°YS 32910.0503°YS 22910.0654°YS 52920.106°YS 42920.070 4.5°YS 32920.0503°YS 22920.0604°YS 52930.0956°YS 42930.0553°YS 32930.075 4.5°YS 22930.0604°YS 52940.090 5.5°YS 42940.085 5.5°YS 32940.090 5.5°YS 22940.0604°YS 52950.106°YS 42950.0805°YS 32950.0805°YS 22950.0805°YS 52960.085 5.5°YS 42960.070 4.5°YS 32960.0805°YS 22960.070 4.5°YS 52970.2012°YS 42970.0805°YS 32970.0825°YS 22970.070 4.5°YS 52980.2012°YS 42980.085 5.5°YS 32980.0825°YS 22980.090 5.5°YS 52990.085 5.5°YS 42990.0805°YS 32990.0825°YS 22990.0805°YS 53000.090 5.5°YS 43000.137.5°YS 33000.085 5.5°YS 23000.0604°YS 53010.2012°YS 43010.137.5°YS 33010.090 5.5°YS 23010.0805°YS 53020.1911°YS 43020.137.5°YS 33020.090 5.5°YS 23020.090 5.5°YS 12800.0101°YS 12870.040 2.5°YS 12940.040 2.5°YS 13010.0503°YS 12810.0151°YS 12880.0503°YS 12950.040 2.5°YS 13020.0553°YS 12820.020 1.5°YS 12890.060 3.5°YS 12960.045 2.5°YS 12830.025 1.5°YS 12900.075 4.5°YS 12970.045 2.5°YS 12840.025 1.5°YS 12910.0352°YS 12980.0503°YS 12850.0302°YS 12920.0352°YS 12990.0503°YS 12860.0302°YS 12930.040 2.5°YS 13000.0503°华生模具蚀刻厂蚀纹样板蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度HS31010.002″1°HS41010.007″ 3.5°HS51010.010″5°HS31020.003″ 1.5°HS41020.007″ 3.5°HS51020.012″6°HS31030.004″2°HS41030.008″4°HS51030.016″8°HS31050.006″3°HS41050.013″ 6.5°HS51050.016″8°HS31060.009″ 4.5°HS41060.015″7.5°HS51060.020″10°HS31070.011″ 5.5°HS41070.015″7.5°HS51070.020″10°HS31080.011″ 5.5°HS41080.015″7.5°HS51080.025″12.5°HS31090.012″6°HS41090.015″7.5°HS51090.025″12.5°HS31100.013″ 6.5°HS41100.018″9°HS51100.030″15°HS31110.015″7.5°HS41110.018″9°HS51110.015″7.5°HS31120.017″8.5°HS41120.019″9.5°HS51120.015″7.5°HS31130.013″ 6.5°HS41130.010″5°HS51130.012″6°HS31140.005″ 2.5°HS41140.012″6°HS51140.015″7.5°HS31150.007″ 3.5°HS41150.017″8.5°HS51150.015″7.5°HS31160.005″ 2.5°HS41160.013″ 6.5°HS51160.015″7.5°HS31170.007″ 3.5°HS41170.013″ 6.5°HS51170.017″8.5°HS31180.008″4°HS41180.013″ 6.5°HS51180.020″10°HS31190.008″4°HS41190.020″10°HS51190.020″10°HS31200.009″ 4.5°HS41200.025″12.5°HS51200.020″10°HS31210.010″5°HS41210.025″12.5°HS51210.025″12.5°HS31220.010″5°HS41220.025″12.5°HS51220.025″12.5°HS31230.011″ 5.5°HS41230.018″9°HS51230.026″13°HS31240.012″6°HS41240.020″10°HS51240.028″14°HS61010.008″4°HS61090.020″10°HS61160.015″7.5°HS61020.013″ 6.5°HS61100.070″ 3.5°HS61170.023″11.5°HS61030.014″7°HS61110.011″ 5.5°HS61180.023″11.5°HS61050.016″8°HS61120.010″5°HS61190.025″12.5°HS61060.016″8°HS61130.018″9°HS61200.020″10°HS61070.020″10°HS61140.020″10°HS61210.030″15°HS61080.013″ 6.5°HS61150.015″7.5°HS61220.030″15°15Q/TKM 3 — 2003附录F妮红咬花(香港)有限公司蚀纹样板蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度珩、搪1°以上镜面HN10001°以上#600~800HN 20002°以上#600HN 3000 1.5°以上#800~1000 NO.21°以上镜面10011°以上600~80020013°以上6003001 1.5°以上600~800 NO.32°以上镜面1002 1.5°以上600~8002002 3.5°以上40030022°以上600~800 NO.43°以上#800~100010031°以上600~80020034°以上4003003 2.5°以上600~800 NO.54°以上800~10001004 1.5°以上600~8002004 5.5°以上4003004 2.5°以上400~600 NO.6 1.5°以上800~10001005 1.5°以上600~80020057°以上40030053°以上400~600 NO.7 1.5°以上600~80010062°以上400~60020068°以上40030063°~4°400~600 NO.82°以上600~8001007 2.5°以上400~60020077°以上4003007 1.5°以上600~800 NO.9 2.5°以上400~8001008 2.5°以上400~60020087.5°以上40030082°以上400~600 NO.10 2.5°以上400~6001009 1.5°以上400~60020094°以上4003009 2.5°以上400~600 NO.113°~4°400~60010102°以上400~60020103°以上4003010 2.5°以上400~600 NO.124°~5°400~60010113°以上400~60020113°以上40030113°以上400~600亚光NO.12°以上#60010123°~4°320~4002012 3.5°以上4003012 3.5°以上400~600 NO.2 2.5°以上40010134°~5°320~4002013 3.5 以上4003013 3.5°以上400~600 NO.33°以上40010145°~6°320~40020143°以上400N.TONE012°以上#600 NO.4 3.5°以上320~40010153°~4°320~40020154°以上400N.TONE02 2.5°以上600 NO.54°以上320~40010164°~5°320HN 20 2.5°以上#600N.TONE033°以上600 NO.65°以上320~40010175°~6°32021 2.5°以上400~600N.TONE04 3.5°以上600 NO.76°以上320HN2016 4.5°以上#400223°~4°320~400N.TONE054°以上600 NO.8 6.5°以上3202017 4.5°以上400234°~5°320N.TONE06 4.5°以上600 NO.97°以上32020186°以上400243°以上320N.TONE073°以上600 HN-DS013°#32020199°以上40025 3.5°以上320N.TONE08 3.5°以上600 DS024°32020203°以上400264°以上320N.TONE094°以上600 DS034°3202021 3.5°以上40027 4.5°以上320N.TONE105°以上600 DS04 4.5°3202022 3.5°以上400285°~6°320N.TONE115°以上600 DS05 1.5°80020234°以上400295°~6°320N.TONE126°以上600 DS062°8002024 6.5°以上400308°以上320N.TONE131°以上800 DS07 2.5°60020257.5°以上400319°以上320N.TONE142°以上800 DS083°40020269°以上400HN-DS111°以上#800N.TONE15 1.5°以上800 HN-TS012°以上#600HN-TS044°以上#400DS12 1.5°以上600~800N.TONE16 3.5°以上600 TS02 3.5°以上400TS05 4.5°以上400DS132°以上600~800N.TONE172°以上800 TS033°以上400TS065°以上400DS142°以上600~800N.TONE18 5.5°以上600。
模具蚀纹
模具蚀纹,模具咬花,模具晒纹,模具烂纹,模具烂花,模具蚀刻之类都是模具里的同一工艺,只是名称叫法不同。
里面又有幼纹,细纹,粗纹,皮纹等纹路粗细的种类。
英文一般如下写法mould texture,mold texture,mould texturing,mold t exturing。
模具蚀纹的应用:
起装饰产品的作用,使产品更加美观,高雅:
克服了印字,喷漆易磨掉的缺点;
满足了视觉要求:由于光洁如镜的产品表面极易划伤,易沾上灰尘和指纹,而且在形成过程中产生的疵点、丝痕和波纹会在产品的光洁表面上暴露无疑,而一些皮革纹、橘皮纹、木纹、雨花纹、亚光面等装饰花纹,可以隐蔽产品表面在成形过程中产生的缺点,使产品外观美观,迎合视觉的需要。
制作花纹,可以使产品表面与型腔表面之面能容纳少许的空气,不致形成真空吸附,使得脱模变得容易。
防滑、防转、有良好的手感。
制成麻面或亚光面,防止光线反射、消除眼部疲劳等等。
模具蚀纹的方式:
花式纹路技术是经过化学药水作用,在不同金属制品的表面造成各类图案,例如:沙纹、条纹、图象、木纹、皮纹及绸缎图案等。
不同的技术流程制作出不同的纹路风格。
其中也包括喷纹程序,例如:办公室文件器材、录音机、录映机、照相机、汽车的防撞架、镜面、花盆、餐具等表面都是用喷纹制作而成。
模具蚀纹的流程:
洗膜-粘膜-化学检验-表面处理-印花处理-化学蚀刻-表面处理-QC-防锈处理-包装
模具纹分类:
有对称形图纹如正方形对应,圆形对应,非对称形图纹,花纹,木纹,类似家装材料瓷砖的图纹,这个纹理当然不是平的,是有纹理的,有立体感的,有凹凸不来的。
还有包括蚀字等。
一般可以总体概括:各种塑料工模皮纹、木纹、布纹、立体纹、(电视,电脑,电话,手机,汽车,摩托,空调,冰箱等)大小电器外壳各类花纹滚筒;鞋底纹、不锈钢、压铸模蚀刻、凹凸文字商标、图案、喷沙。