齿轮轮齿的失效形式45959
- 格式:ppt
- 大小:572.00 KB
- 文档页数:6

1.5 塑性变形齿⾯塑性变形主要出现在低速重载、频繁启动和过载的场合。
当齿⾯的⼯作应⼒超过材料的屈服极限时,齿⾯产⽣塑性流动,从⽽引起主动轮齿⾯节线处产⽣凹槽,从动轮出现凸脊。
此失效多发⽣在⾮硬⾯轮齿上,齿轮的齿形严重变形,特别是左右不对称时应更换新件。
上⾯阐述的⼏种主要轮齿失效形式,在⼀般情况下,不仅可以修复,且在不能改变齿轮材料、加⼯⼯艺的条件下通过提前预防来延迟齿轮失效不利情况的发⽣,提⾼齿轮使⽤寿命。
2、预防齿轮失效措施2.1 提⾼齿轮安装精度2.2 合理选材齿轮材料的选择,要根据强度、韧性和⼯艺性能要求,综合考虑。
结合我国实际,宜选⽤低碳合⾦渗碳钢。
对于承受重载和冲击载荷的齿轮,采⽤以Ni-Cr和Ni-Cr-Mo合⾦渗碳钢为主的钢材;对于负载⽐较稳定或功率较⼩,模数较⼩的齿轮,亦可选⽤⽆Ni的Ni-Mn钢。
⽤这种钢材制造的齿轮与普通电炉钢制造的齿轮相⽐,其接触和弯曲疲劳寿命可提⾼3-5倍,齿轮极限载荷可提⾼15%-20%。
2.3 热处理通过热处理⼯艺,可以改善齿轮材质,适当提⾼硬度,消除或减轻齿⾯的局部过载,提⾼齿⾯的抗剥落能⼒。
例,对煤矿机械中的齿轮,深层渗碳淬⽕,可减⼩齿轮硬化,提⾼芯部硬度,较⼩的过渡区残余拉应⼒和充⾜的硬化层深度。
2.4 根据实际情况选择齿轮油据资料显⽰,机械故障的34.4%源于润滑不⾜,19.6%源于润滑不当,换句话说,以54%的机械故障是由于润滑问题所致。
因此,选择好的齿轮油对提⾼齿轮使⽤寿命有重要的意义。
2.5 修复为了确保齿轮的强度和硬度,决定采⽤氩弧焊合⾦焊丝堆焊修复,后⽤磨光机整形处理⽅案,这样焊后的齿轮轮齿少不经热处理达到较⾼的硬度和强度。
通过对齿轮失效形式的分析,可提⾼准确判别设备故障的能⼒,及时解除故障,提⾼经济效益。
齿轮传动的失效形式及设计准则(一)失效形式齿轮传动就装置形式来说,有开式、半开式及闭式之分;就使用情况来说有低速、高速及轻载、重载之别;就齿轮材料的性能及热处理工艺的不同,轮齿有较脆(如经整体淬火、齿面硬度较高的钢齿轮或铸铁齿轮)或较韧(如经调质、常化的优质钢材及合金钢齿轮),齿面有较硬(轮齿工作面的硬度大于350HBS或38HRC,并称为硬齿面齿轮)或较软(轮齿工作面的硬度小于或等于350HBS或38HRC,并称为软齿面齿轮)的差别等。
由于上述条件的不同,齿轮传动也就出现了不同的失效形式。
一般地说,齿轮传动的失效主要是轮齿的失效,而轮齿的失效形式又是多种多样的,这里只就较为常见的轮齿折断和工作面磨损、点蚀,胶合及塑性变形等略作介绍,其余的轮齿失效形式请参看有关标准。
至于齿轮的其它部分(如齿圈、轮辐、轮毂等),除了对齿轮的质量大小需加严格限制外,通常只需按经验设计,所定的尺寸对强度及刚度均较富裕,实践中也极少失效。
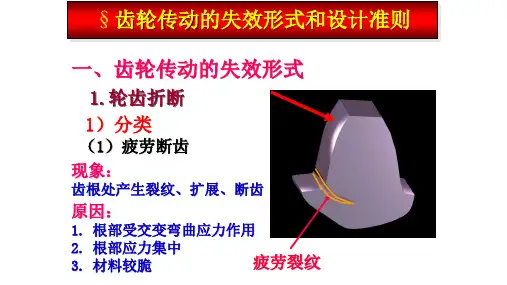
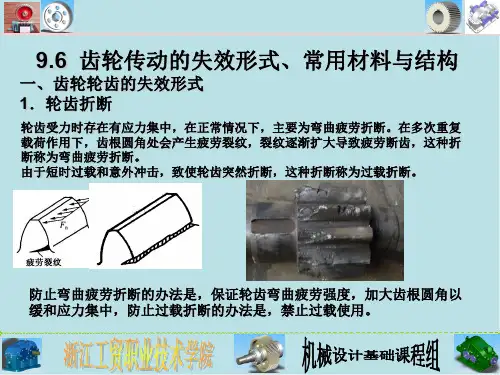
1.轮齿折断轮齿折断有多种形式,在正常情况下,主要是齿根弯曲疲劳折断,因为在轮齿受载时,齿根处产生的弯曲应力最大,再加上齿根过渡部分的截面突变及加工刀痕等引起的应力集中作用,当轮齿重复受载后,齿根处就会产生疲劳裂纹,并逐步扩展,致使轮齿疲劳折断(见图1 图2 图3)。
此外,在轮齿受到突然过载时,也可能出现过载折断或剪断;在轮齿受到严重磨损后齿厚过分减薄时,也会在正常载荷作用下发生折断。
在斜齿圆柱齿轮(简称斜齿轮)传动中,轮齿工作面上的接触线为一斜线(参看),轮齿受载后,如有载荷集中时,就会发生局部折断。
图1图2图3若制造或安装不良或轴的弯曲变形过大,轮齿局部受载过大时,即使是直齿圆柱齿轮(简称直齿轮),也会发生局部折断。
为了提高齿轮的抗折断能力,可采取下列措施:1)用增加齿根过渡圆角半径及消除加工刀痕的方法来减小齿根应力集中;2)增大轴及支承的刚性,使轮齿接触线上受载较为均匀;3)采用合适的热处理方法使齿芯材料具有足够的韧性;4)采用喷丸、滚压等工艺措施对齿根表层进行强化处理。
齿轮零件常见失效形式齿轮常见的失效形式有四种:齿面磨损、齿面疲劳、轮齿断裂、齿面塑性变形。
(1)齿面磨损齿轮传动中润滑不良、润滑油不洁等均可造成磨损或划痕。
磨损可分为磨粒磨损、划痕、腐蚀磨损和胶合等。
①磨粒磨损与划痕:当润滑油不洁,含有杂质颗粒,或在开式齿轮传动中的外来砂粒,或在摩擦过程中产生的金属磨屑,都可以产生磨粒磨损与划痕。
这些外界的硬质微粒,开始先嵌入一个工作表面,然后以微量切削的形式,从另一个工作表面挖去金属的细小微粒或在塑性流动下引起变形。
通常情况下齿顶、齿根部摩擦较节圆部严重,这是因为啮合过程中节圆处为滚动接触,而齿顶、齿根处为滑动接触。
②腐蚀磨损:由于润滑油中的一些化学物质如酸、碱或水等污染物与齿面发生化学反应造成金属腐蚀而导致齿面损伤。
③烧蚀:烧蚀是由于过载、超高速、润滑不当或不充分引起的齿面剧烈磨损,由磨损引起局部高温,这种温度升高足以引起色变和过时效,或使钢的几微米厚度表面层重新粹火,出现白层。
④齿面胶合:大功率软齿面或高速重载的齿轮传动,当润滑条件不良时产生齿面胶合现象,一个齿面上的部分材料胶合到另一齿面上,因而在此齿面上留下坑穴,在后续的啮合传动中,这部分胶合上的多余材料很容易造成其他齿面的擦伤沟痕,形成恶性循环。
(2)齿面疲劳所谓的齿面疲劳主要包括齿面点蚀与剥落,是由于材料的疲劳引起的。
当工作表面承受交变应力的作用时,会在齿面引起微观疲劳裂纹,润滑油进入裂纹后,由于啮合过程可能先封闭入口然后挤压,微观疲劳裂纹内的润滑油在高压下使裂纹扩展,结果小块金属从齿面上脱落留下一个小坑,形成点蚀。
如果表面的疲劳裂纹扩展较深、较远或一系列小坑由于坑间材料失效时连接起来,造成大面积或大块金属脱落,这种现象则称为剥落。
实验表明,在闭式齿轮传动中,点蚀是非常普遍的破坏形式,在开式齿轮传动中,由于润滑不够充分以及进入污物的可能性增多,磨粒磨损总是先于点蚀磨损。
(3)轮齿断裂齿轮副在啮合传动时,主动轮的作用力和从动轮的反作用力都是通过接触点分别作用在对方的轮齿上,危险的情况下是接触点某一瞬间位于轮齿的齿顶部,此时轮齿如同一个悬臂梁,受载后齿根处产生的弯曲应力为最大,若因突然过载或冲击过载,很容易在齿根部产生过负荷断裂,即使不存在冲击过载的受力H况,当轮齿重复受载后,由于应力集中现象,也易产生疲劳裂纹,并逐步扩展,致使轮齿在齿根处产生疲劳断裂。

齿轮传动失效形式和设计准则齿轮传动的失效主要是轮齿的失效,而轮齿的失效形式又多种多样,较为常见的是下面叙述的五种失效形式。
齿轮的其它部分(如齿圈、轮辐、轮毂等),除了对齿轮的质量大小需加严格限制外,通常只需按经验设计,所定的尺寸对强度及刚度均较富裕,实践中也极少失效。
1、轮齿折断轮齿折断有多种形式,在正常情况下,主要是齿根弯曲疲劳折断,因为在轮齿受载时,齿根处产生的弯曲应力最大,再加上齿根过渡部分的截面突变及加工刀痕等引起的应力集中作用,当轮齿重复受载后,齿根处就会产生疲劳裂纹,并逐步扩展,致使轮齿疲劳折断。
此外,在轮齿受到突然过载时,也可能出现过载折断或剪断;在轮齿受到严重磨损后齿厚过分减薄时,也会在正常载荷作用下发生折断。
在斜齿圆柱齿轮传动中,轮齿工作面上的接触线为一斜线(参看图例),轮齿受载后,如有载荷集中时,就会发生局部折断。
若制造或安装不良或轴的弯曲变形过大,轮齿局部受载过大时,即使是直齿圆柱齿轮,也会发生局部折断。
为了提高齿轮的抗折断能力,可采取下列措施:1)用增加齿根过渡圆角半径及消除加工刀痕的方法来减小齿根应力集中;2)增大轴及支承的刚性,使轮齿接触线上受载较为均匀;3)采用合适的热处理方法使齿芯材料具有足够的韧性;4)采用喷丸、滚压等工艺措施对齿根表层进行强化处理。
2、齿面磨损在齿轮传动中,齿面随着工作条件的不同会出现不同的磨损形式。
例如当啮合齿面间落入磨料性物质(如砂粒、铁屑等)时,齿面即被逐渐磨损而至报废。
这种磨损称为磨粒磨损。
它是开式齿轮传动的主要形式之一。
改用闭式齿轮传动是避免齿面磨粒磨损最有效的方法。
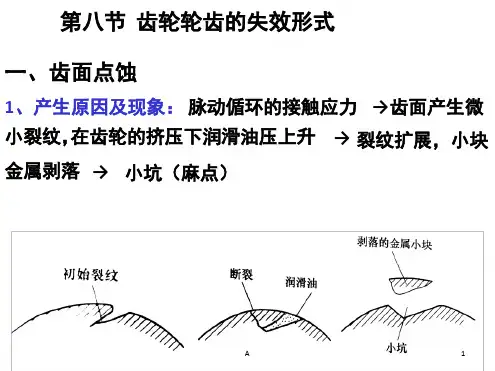
3、齿面点蚀点蚀是齿面疲劳损伤的现象之一。
在润滑良好的闭式齿轮传动中,常见的齿面失效形式多为点蚀。
所谓点蚀就是齿面材料变化着的接触应力作用下,由于疲劳而产生的麻点状损伤现象。
齿面上最初出现的点蚀仅为针尖大小的麻点,如工作条件未加改善,麻点就会逐渐扩大,甚至数点连成一片,最后形成了明显的齿面损伤。
