齿轮轮齿的失效形式完整版本
- 格式:ppt
- 大小:572.00 KB
- 文档页数:6
一般来说,齿轮传动的失效主要发生在轮齿上。
轮齿部分的失效形式分为两大类:轮齿折断,齿面失效。
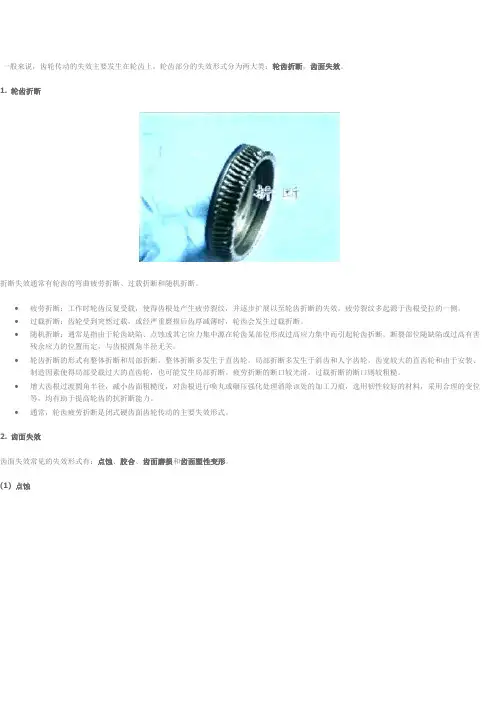
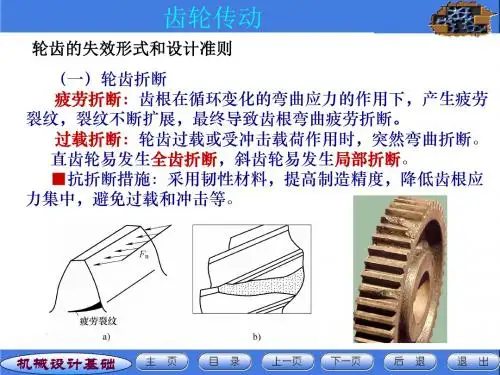
1. 轮齿折断折断失效通常有轮齿的弯曲疲劳折断、过载折断和随机折断。
•疲劳折断:工作时轮齿反复受载,使得齿根处产生疲劳裂纹,并逐步扩展以至轮齿折断的失效。
疲劳裂纹多起源于齿根受拉的一侧。
•过载折断:齿轮受到突然过载,或经严重磨损后齿厚减薄时,轮齿会发生过载折断。
•随机折断:通常是指由于轮齿缺陷、点蚀或其它应力集中源在轮齿某部位形成过高应力集中而引起轮齿折断。
断裂部位随缺陷或过高有害残余应力的位置而定,与齿根圆角半径无关。
•轮齿折断的形式有整体折断和局部折断。
整体折断多发生于直齿轮,局部折断多发生于斜齿和人字齿轮,齿宽较大的直齿轮和由于安装、制造因素使得局部受载过大的直齿轮,也可能发生局部折断。
疲劳折断的断口较光滑,过载折断的断口则较粗糙。
•增大齿根过渡圆角半径,减小齿面粗糙度,对齿根进行喷丸或碾压强化处理消除该处的加工刀痕,选用韧性较好的材料,采用合理的变位等,均有助于提高轮齿的抗折断能力。
•通常,轮齿疲劳折断是闭式硬齿面齿轮传动的主要失效形式。
2. 齿面失效齿面失效常见的失效形式有:点蚀、胶合、齿面磨损和齿面塑性变形。
(1) 点蚀齿轮在啮合过程中,相互接触的齿面受到周期性变化的接触应力的作用。
若齿面接触应力超出材料的接触疲劳极限时,在载荷的多次重复作用下,齿面会产生细微的疲劳裂纹;封闭在裂纹中的润滑油的挤压作用使裂纹扩大,最后导致表层小片状剥落而形成麻点,这种疲劳磨损现象,齿轮传动中称为点蚀(图9.3-13)。
节线靠近齿根的部位最先产生点蚀。
润滑油的粘度对点蚀的扩展影响很大,点蚀将影响传动的平稳性并产生冲击、振动和噪音,引起传动失效。
•点蚀又分为收敛性点蚀和扩展性点蚀。
收敛性点蚀指新齿轮在短期工作后出现点蚀痕迹,继续工作后不再发展或反而消失的点蚀现象。
收敛性点蚀只发生在软齿面上,一般对齿轮工作影响不大。
新校园XinXiaoYuan摘要:本文介绍了齿轮失效的五种基本形式及其原因,并针对失效原因提出解决办法,就提高齿轮的寿命提出建议。
关键词:齿轮;传动失效;形式;对策一、齿轮传动失效的形式齿轮在传动过程中发生轮齿折断、齿面点蚀、齿面损坏等现象,从而失去正常工作能力,这种现象称为齿轮轮齿的失效。
1.面点蚀。
齿轮在传递动力时,两工作齿面实际上是线接触。
实际上,因齿面的弹性变形会形成很小的面接触。
由于接触面积很小,所以会产生很大的接触应力。
传动过程中,齿面间的接触应力从零增加到最大值,又从最大值降到零。
当接触应力的循环次数超过某一限度时,工作吃面便会产生微小的疲劳裂纹。
如果裂缝内渗入润滑油,在另一齿轮挤压下封闭在裂纹内的油压会急剧升高,加速裂纹的扩展,最终导致表面层上的小块金属的剥落,形成小凹坑,这种现象为疲劳点蚀。
点蚀使轮齿工作表面损坏,造成传动不平稳,并产生噪声,轮齿啮合情况会逐渐恶化而导致齿轮报废。
齿面点蚀是在润滑良好的封闭齿轮传动中轮齿失效的主要形式之一。
在开式齿轮传动中,由于齿面磨损较快,点蚀还来不及出现或扩展即被磨掉,所以一般看不到点蚀现象。
齿面抗点蚀的能力主要与齿面硬度有关,提高齿面硬度,减小齿面的表面粗糙度值和增加润滑油的黏度都有利于防止点蚀。
2.面磨损。
齿轮在传动过程中,轮齿不仅受到载荷的作用,而且接触的两齿面间有相对滑动,使齿面发生磨损。
齿面磨损的速度符合预计设计期限,则视为正常磨损。
正常磨损的齿面很光亮,没有明显的痕迹,在规定的磨损量内并不影响齿轮的正常工作。
但齿面磨损严重时,渐开线齿廓被损坏,使齿侧间隙增大而引起传动不平稳,产生冲击和噪声,甚至会因齿厚过度磨薄而发生轮齿折断。
产生齿面磨损的原因主要有:一方面齿轮在传动过程中,工作齿面间有相对滑动;另一方面齿面不干净,有金属微粒、尘埃、污物等进入轮齿啮合区域引起磨料性磨损。
3.面胶合。
在重载传动中,齿轮副两齿轮工作齿面发生金属表面直接接触而产生“焊接”现象,称为齿面胶合。
1.5 塑性变形齿⾯塑性变形主要出现在低速重载、频繁启动和过载的场合。
当齿⾯的⼯作应⼒超过材料的屈服极限时,齿⾯产⽣塑性流动,从⽽引起主动轮齿⾯节线处产⽣凹槽,从动轮出现凸脊。
此失效多发⽣在⾮硬⾯轮齿上,齿轮的齿形严重变形,特别是左右不对称时应更换新件。
上⾯阐述的⼏种主要轮齿失效形式,在⼀般情况下,不仅可以修复,且在不能改变齿轮材料、加⼯⼯艺的条件下通过提前预防来延迟齿轮失效不利情况的发⽣,提⾼齿轮使⽤寿命。
2、预防齿轮失效措施2.1 提⾼齿轮安装精度2.2 合理选材齿轮材料的选择,要根据强度、韧性和⼯艺性能要求,综合考虑。
结合我国实际,宜选⽤低碳合⾦渗碳钢。
对于承受重载和冲击载荷的齿轮,采⽤以Ni-Cr和Ni-Cr-Mo合⾦渗碳钢为主的钢材;对于负载⽐较稳定或功率较⼩,模数较⼩的齿轮,亦可选⽤⽆Ni的Ni-Mn钢。
⽤这种钢材制造的齿轮与普通电炉钢制造的齿轮相⽐,其接触和弯曲疲劳寿命可提⾼3-5倍,齿轮极限载荷可提⾼15%-20%。
2.3 热处理通过热处理⼯艺,可以改善齿轮材质,适当提⾼硬度,消除或减轻齿⾯的局部过载,提⾼齿⾯的抗剥落能⼒。
例,对煤矿机械中的齿轮,深层渗碳淬⽕,可减⼩齿轮硬化,提⾼芯部硬度,较⼩的过渡区残余拉应⼒和充⾜的硬化层深度。
2.4 根据实际情况选择齿轮油据资料显⽰,机械故障的34.4%源于润滑不⾜,19.6%源于润滑不当,换句话说,以54%的机械故障是由于润滑问题所致。
因此,选择好的齿轮油对提⾼齿轮使⽤寿命有重要的意义。
2.5 修复为了确保齿轮的强度和硬度,决定采⽤氩弧焊合⾦焊丝堆焊修复,后⽤磨光机整形处理⽅案,这样焊后的齿轮轮齿少不经热处理达到较⾼的硬度和强度。
通过对齿轮失效形式的分析,可提⾼准确判别设备故障的能⼒,及时解除故障,提⾼经济效益。
齿轮失效常见的形式
1.齿面点蚀
产生原因与现象:脉动循环的接触应力,超过接触应力时产生疲劳裂纹,裂纹扩展导致金属剥落形成小坑(麻点)。
发生部位与场合:靠近节线的齿根面处,闭式传动。
2.齿面磨损
产生原因与现象:铁屑或者灰尘进入,啮合齿面的相对滑动摩擦而产生磨损,齿形变廋。
发生场合:开式传动。
3.齿面胶合
产生原因与现象:高速重载时散热不好,高速重载时,压力过大,使油膜破坏,低速重载时,不易形成油膜或者局部偏载,造成冷胶合;金属齿面金属直接接触粘接,较软齿面金属沿滑动方向撕下形成沟纹。
发生场合:低速、高速重载齿轮。
4.齿面塑形变形
产生原因与现象:较软齿面的齿轮在频繁启动和严重过载,齿面的工作应力超过材料的屈服极限时,齿轮油膜被破坏,齿面很大的压力和摩擦力的作用使齿轮金属局部塑形变形。
发生场合:较软齿面的齿轮频繁启动与严重过载。
5.轮齿折断
产生原因与现象:疲劳断裂、过载折断、随机折断;
疲劳折断:齿轮在工作过程中,齿根处产生的弯曲应力最大并且集中,当轮齿重复受载后,齿根圆角处就会产生疲劳裂纹,并逐步扩展,致使轮齿疲劳折断轮齿。
过载折断:因短时过载或冲击过载而产生的折断。
发生场合:开式齿轮传动和硬齿面闭式齿轮传动。
发生后果:不能正常转动,甚至造成重大事故。

齿轮传动失效形式和设计准则齿轮传动的失效主要是轮齿的失效,而轮齿的失效形式又多种多样,较为常见的是下面叙述的五种失效形式。
齿轮的其它部分(如齿圈、轮辐、轮毂等),除了对齿轮的质量大小需加严格限制外,通常只需按经验设计,所定的尺寸对强度及刚度均较富裕,实践中也极少失效。
1、轮齿折断轮齿折断有多种形式,在正常情况下,主要是齿根弯曲疲劳折断,因为在轮齿受载时,齿根处产生的弯曲应力最大,再加上齿根过渡部分的截面突变及加工刀痕等引起的应力集中作用,当轮齿重复受载后,齿根处就会产生疲劳裂纹,并逐步扩展,致使轮齿疲劳折断。
此外,在轮齿受到突然过载时,也可能出现过载折断或剪断;在轮齿受到严重磨损后齿厚过分减薄时,也会在正常载荷作用下发生折断。
在斜齿圆柱齿轮传动中,轮齿工作面上的接触线为一斜线(参看图例),轮齿受载后,如有载荷集中时,就会发生局部折断。
若制造或安装不良或轴的弯曲变形过大,轮齿局部受载过大时,即使是直齿圆柱齿轮,也会发生局部折断。
为了提高齿轮的抗折断能力,可采取下列措施:1)用增加齿根过渡圆角半径及消除加工刀痕的方法来减小齿根应力集中;2)增大轴及支承的刚性,使轮齿接触线上受载较为均匀;3)采用合适的热处理方法使齿芯材料具有足够的韧性;4)采用喷丸、滚压等工艺措施对齿根表层进行强化处理。
2、齿面磨损在齿轮传动中,齿面随着工作条件的不同会出现不同的磨损形式。
例如当啮合齿面间落入磨料性物质(如砂粒、铁屑等)时,齿面即被逐渐磨损而至报废。
这种磨损称为磨粒磨损。
它是开式齿轮传动的主要形式之一。
改用闭式齿轮传动是避免齿面磨粒磨损最有效的方法。
3、齿面点蚀点蚀是齿面疲劳损伤的现象之一。
在润滑良好的闭式齿轮传动中,常见的齿面失效形式多为点蚀。
所谓点蚀就是齿面材料变化着的接触应力作用下,由于疲劳而产生的麻点状损伤现象。
齿面上最初出现的点蚀仅为针尖大小的麻点,如工作条件未加改善,麻点就会逐渐扩大,甚至数点连成一片,最后形成了明显的齿面损伤。