齿轮失效常见的几种形式及预防措施
- 格式:doc
- 大小:15.00 KB
- 文档页数:3

齿轮失效形式及特点
齿轮作为机械传动装置中常见的零件,其失效形式多种多样。
下面将介绍几种常见的齿轮失效形式及其特点。
1. 磨损失效
磨损是最常见的齿轮失效形式之一,主要是由于齿轮表面的摩擦和磨损引起的。
具体表现为齿面磨损、齿面点蚀、齿面斑点磨损等。
磨损失效主要由于润滑不良、负载过大、工作环境恶劣等原因引起。
2. 齿面断裂
齿面断裂是指齿轮齿面出现裂纹或齿面完全断裂。
齿面断裂多发生在齿根处,其特点是断口光滑,常伴有齿面疲劳痕迹。
齿面断裂主要是由于齿轮过载、材料强度不足、制造缺陷等原因引起。
3. 齿根断裂
齿根断裂是指齿轮齿根处发生断裂,断口呈现韧性断口。
齿根断裂多发生在负荷集中区域,其特点是断口不平整,常伴有齿根疲劳痕迹。
齿根断裂主要是由于齿轮过载、应力集中、材料强度不足等原因引起。
4. 腐蚀失效
腐蚀失效是指齿轮表面受到化学物质侵蚀而产生的失效。
腐蚀失效的特点是齿面出现腐蚀斑点、齿面粗糙等。
腐蚀失效主要是由于工作环境中存在腐蚀介质、润滑不良等原因引起。
以上是齿轮常见的失效形式及其特点。
在实际应用中,为了避免齿轮失效,可以采取以下措施:选择合适的润滑剂,保持良好的润滑
状态;合理设计齿轮结构,提高齿轮的强度及工作寿命;加强齿轮的维护保养,定期检查齿轮状态并及时更换磨损严重的齿轮。
通过这些措施的实施,可以有效预防齿轮的失效,延长齿轮的使用寿命。
总结:了解齿轮常见的失效形式及其特点对于提高齿轮传动的可靠性和寿命具有重要意义。

齿轮零件常见失效形式齿轮常见的失效形式有四种:齿面磨损、齿面疲劳、轮齿断裂、齿面塑性变形。
(1)齿面磨损齿轮传动中润滑不良、润滑油不洁等均可造成磨损或划痕。
磨损可分为磨粒磨损、划痕、腐蚀磨损和胶合等。
①磨粒磨损与划痕:当润滑油不洁,含有杂质颗粒,或在开式齿轮传动中的外来砂粒,或在摩擦过程中产生的金属磨屑,都可以产生磨粒磨损与划痕。
这些外界的硬质微粒,开始先嵌入一个工作表面,然后以微量切削的形式,从另一个工作表面挖去金属的细小微粒或在塑性流动下引起变形。
通常情况下齿顶、齿根部摩擦较节圆部严重,这是因为啮合过程中节圆处为滚动接触,而齿顶、齿根处为滑动接触。
②腐蚀磨损:由于润滑油中的一些化学物质如酸、碱或水等污染物与齿面发生化学反应造成金属腐蚀而导致齿面损伤。
③烧蚀:烧蚀是由于过载、超高速、润滑不当或不充分引起的齿面剧烈磨损,由磨损引起局部高温,这种温度升高足以引起色变和过时效,或使钢的几微米厚度表面层重新粹火,出现白层。
④齿面胶合:大功率软齿面或高速重载的齿轮传动,当润滑条件不良时产生齿面胶合现象,一个齿面上的部分材料胶合到另一齿面上,因而在此齿面上留下坑穴,在后续的啮合传动中,这部分胶合上的多余材料很容易造成其他齿面的擦伤沟痕,形成恶性循环。
(2)齿面疲劳所谓的齿面疲劳主要包括齿面点蚀与剥落,是由于材料的疲劳引起的。
当工作表面承受交变应力的作用时,会在齿面引起微观疲劳裂纹,润滑油进入裂纹后,由于啮合过程可能先封闭人口然后挤压,微观疲劳裂纹内的润滑油在高压下使裂纹扩展,结果小块金属从齿面上脱落留下一个小坑,形成点蚀。
如果表面的疲劳裂纹扩展较深、较远或一系列小坑由于坑间材料失效时连接起来,造成大面积或大块金属脱落,这种现象则称为剥落。
实验表明,在闭式齿轮传动中,点蚀是非常普遍的破坏形式,在开式齿轮传动中,由于润滑不够充分以及进入污物的可能性增多,磨粒磨损总是先于点蚀磨损。
(3)轮齿断裂齿轮副在啮合传动时,主动轮的作用力和从动轮的反作用力都是通过接触点分别作用在对方的轮齿上,危险的情况下是接触点某一瞬间位于轮齿的齿顶部,此时轮齿如同一个悬臂梁,受载后齿根处产生的弯曲应力为最大,若因突然过载或冲击过载,很容易在齿根部产生过负荷断裂,即使不存在冲击过载的受力H况,当轮齿重复受载后,由于应力集中现象,也易产生疲劳裂纹,并逐步扩展,致使轮齿在齿根处产生疲劳断裂。
新校园XinXiaoYuan摘要:本文介绍了齿轮失效的五种基本形式及其原因,并针对失效原因提出解决办法,就提高齿轮的寿命提出建议。
关键词:齿轮;传动失效;形式;对策一、齿轮传动失效的形式齿轮在传动过程中发生轮齿折断、齿面点蚀、齿面损坏等现象,从而失去正常工作能力,这种现象称为齿轮轮齿的失效。
1.面点蚀。
齿轮在传递动力时,两工作齿面实际上是线接触。
实际上,因齿面的弹性变形会形成很小的面接触。
由于接触面积很小,所以会产生很大的接触应力。
传动过程中,齿面间的接触应力从零增加到最大值,又从最大值降到零。
当接触应力的循环次数超过某一限度时,工作吃面便会产生微小的疲劳裂纹。
如果裂缝内渗入润滑油,在另一齿轮挤压下封闭在裂纹内的油压会急剧升高,加速裂纹的扩展,最终导致表面层上的小块金属的剥落,形成小凹坑,这种现象为疲劳点蚀。
点蚀使轮齿工作表面损坏,造成传动不平稳,并产生噪声,轮齿啮合情况会逐渐恶化而导致齿轮报废。
齿面点蚀是在润滑良好的封闭齿轮传动中轮齿失效的主要形式之一。
在开式齿轮传动中,由于齿面磨损较快,点蚀还来不及出现或扩展即被磨掉,所以一般看不到点蚀现象。
齿面抗点蚀的能力主要与齿面硬度有关,提高齿面硬度,减小齿面的表面粗糙度值和增加润滑油的黏度都有利于防止点蚀。
2.面磨损。
齿轮在传动过程中,轮齿不仅受到载荷的作用,而且接触的两齿面间有相对滑动,使齿面发生磨损。
齿面磨损的速度符合预计设计期限,则视为正常磨损。
正常磨损的齿面很光亮,没有明显的痕迹,在规定的磨损量内并不影响齿轮的正常工作。
但齿面磨损严重时,渐开线齿廓被损坏,使齿侧间隙增大而引起传动不平稳,产生冲击和噪声,甚至会因齿厚过度磨薄而发生轮齿折断。
产生齿面磨损的原因主要有:一方面齿轮在传动过程中,工作齿面间有相对滑动;另一方面齿面不干净,有金属微粒、尘埃、污物等进入轮齿啮合区域引起磨料性磨损。
3.面胶合。
在重载传动中,齿轮副两齿轮工作齿面发生金属表面直接接触而产生“焊接”现象,称为齿面胶合。

1.5 塑性变形齿⾯塑性变形主要出现在低速重载、频繁启动和过载的场合。
当齿⾯的⼯作应⼒超过材料的屈服极限时,齿⾯产⽣塑性流动,从⽽引起主动轮齿⾯节线处产⽣凹槽,从动轮出现凸脊。
此失效多发⽣在⾮硬⾯轮齿上,齿轮的齿形严重变形,特别是左右不对称时应更换新件。
上⾯阐述的⼏种主要轮齿失效形式,在⼀般情况下,不仅可以修复,且在不能改变齿轮材料、加⼯⼯艺的条件下通过提前预防来延迟齿轮失效不利情况的发⽣,提⾼齿轮使⽤寿命。
2、预防齿轮失效措施2.1 提⾼齿轮安装精度2.2 合理选材齿轮材料的选择,要根据强度、韧性和⼯艺性能要求,综合考虑。
结合我国实际,宜选⽤低碳合⾦渗碳钢。
对于承受重载和冲击载荷的齿轮,采⽤以Ni-Cr和Ni-Cr-Mo合⾦渗碳钢为主的钢材;对于负载⽐较稳定或功率较⼩,模数较⼩的齿轮,亦可选⽤⽆Ni的Ni-Mn钢。
⽤这种钢材制造的齿轮与普通电炉钢制造的齿轮相⽐,其接触和弯曲疲劳寿命可提⾼3-5倍,齿轮极限载荷可提⾼15%-20%。
2.3 热处理通过热处理⼯艺,可以改善齿轮材质,适当提⾼硬度,消除或减轻齿⾯的局部过载,提⾼齿⾯的抗剥落能⼒。
例,对煤矿机械中的齿轮,深层渗碳淬⽕,可减⼩齿轮硬化,提⾼芯部硬度,较⼩的过渡区残余拉应⼒和充⾜的硬化层深度。
2.4 根据实际情况选择齿轮油据资料显⽰,机械故障的34.4%源于润滑不⾜,19.6%源于润滑不当,换句话说,以54%的机械故障是由于润滑问题所致。
因此,选择好的齿轮油对提⾼齿轮使⽤寿命有重要的意义。
2.5 修复为了确保齿轮的强度和硬度,决定采⽤氩弧焊合⾦焊丝堆焊修复,后⽤磨光机整形处理⽅案,这样焊后的齿轮轮齿少不经热处理达到较⾼的硬度和强度。
通过对齿轮失效形式的分析,可提⾼准确判别设备故障的能⼒,及时解除故障,提⾼经济效益。

机械传动齿轮失效问题分析与应对策略
机械传动齿轮失效问题是机械设备运行过程中常见的故障,如果不及时解决,将会导
致机械设备的停止运行和生产中断。
进行齿轮失效问题的分析和应对策略十分重要。
齿轮失效问题的常见原因包括:
1. 齿轮负荷过大:长时间运行或者超负荷工作会导致齿轮磨损加剧,从而出现齿轮
失效问题。
2. 润滑不良:如果齿轮没有得到足够的润滑,会导致齿轮磨损加剧,进而失效。
3. 齿轮设计问题:齿轮的设计是否合理,齿轮的材质是否适用,齿轮的尺寸是否合
适等都会影响齿轮的使用寿命和失效情况。
4. 齿轮制造质量问题:齿轮的制造工艺和质量问题也会导致齿轮的失效。
应对这些问题,可以采取以下策略:
1. 加强润滑:确保齿轮得到足够的润滑,可以采取定期更换润滑油,增加油脂的用
量等方法,使齿轮在运行时摩擦减小,从而延长齿轮的使用寿命。
2. 提高齿轮的质量:在齿轮的设计和制造过程中,要高度重视齿轮的质量,选择合
适的材料,制定合理的工艺,做好齿轮的检验和质量控制工作,以确保齿轮的质量。
3. 加强齿轮的检查和维护:定期对齿轮进行检查,及时发现问题,采取有效的维护
措施,延长齿轮的寿命。
及时更换磨损严重的齿轮,修复齿轮表面的损坏等。
4. 增加齿轮的寿命:在齿轮的使用过程中,可以采取一些延长齿轮寿命的方法,改
变齿轮的工作条件,减少齿轮的负荷,加强齿轮的冷却等。
要解决齿轮失效问题,需要分析具体原因,并采取相应的应对策略。
通过加强润滑、
提高齿轮质量、加强检查和维护以及延长齿轮寿命等措施,可以有效地解决齿轮失效问题,保障机械设备的正常运行。
齿轮失效分析及其预防方法摘要:齿轮是传输运动和动力零件关键零件,齿轮种类众多,工作环境不一样,所以有不一样失效形式,失效类型由失效齿轮形貌和失效过程或机理确定。
本文将介绍齿轮失效类型和预防方法。
关键词:齿轮,磨损,疲惫,断裂Gear failure analysis and prevention measuresAbstract:Gear parts to transmit motion and power of the vital parts, Many gear types, The work environment is different, so there are different failure modes, failure type is determined by the failure of the morphology of the gear and the failure process or mechanism. This article describes the failure type of gear as well as preventive measures.Key words: Gear,Wear,Fatigue,Fracture引言从近几年出现机车配件失效情况和失效类型来看, 有配件在要求使用期内发生早期失效, 造成损失, 部分配件失效问题长久得不四处理, 引发惯性事故[1]。
齿轮传动是机械传动中很普遍一个。
齿轮传动用于传输任意两轴间运动和动力。
其圆周速度可达成300m/s,传输功率可达105k W,是现代机械中应用最广一个机械传动。
所以,齿轮质量好坏直接影响了设备使用范围和使用寿命[2]。
齿轮失效是造成机器故障关键原因之一,其运行情况直接影响整个机器或机组工作[3]。
所以必需对断裂齿轮进行失效分析,对主动齿轮制造工艺进行改善研究,提升齿轮综合机械性能和运行寿命[4]。
经验交流现代农村科技2019年第9期齿轮传动是机械传动中应用最广泛的一种传动形式,它具有传动平稳、传动比准确、承载能力强、工作效率高、结构紧凑等优点。
但齿轮在传动过程中也会出现传动失效的问题,且失效形式是多种多样的。
齿轮齿圈、轮辐、轮毂部分的结构尺寸通常是经验设计的,其强度和刚度较为富裕,因此在传动中极少失效。
齿轮传动的主要失效部位为轮齿,根据轮齿失效部位的不同分为齿体失效和齿面失效。
1轮齿折断轮齿折断的类型有两种:疲劳折断和过载折断。
疲劳折断是由于轮齿受重复弯曲应力作用,当弯曲应力超过材料疲惫极限时,在轮齿齿根受拉一侧就会产生疲劳裂纹,在齿根应力集中处,裂纹加速扩展,直至轮齿折断。
过载折断是由于轮齿受短时意外严重过载或冲击时,齿轮材料较脆时,轮齿突然折断。
轮齿折断常发生在闭式硬齿面及开式齿轮传动中轮齿受拉应力一侧的齿根部位。
对于齿宽较小的直齿轮常发生全齿折断,对于齿宽较大的直齿轮、斜齿轮常发生部分齿折断。
防止轮齿折断,提高抗断齿能力的措施:当分度圆直径为定值时,减小齿轮齿数并增大齿轮模数,以便增大齿根齿厚,进而提高齿根弯曲疲劳强度;采用正变位的方法加工齿轮,以提高齿根抗弯强度;提高齿面硬度,进而提高齿面接触疲劳强度;增大齿根处圆角半径,以减小应力集中;提高加工精度,降低表面粗糙度,减少加工损伤,避免应力集中;提高轮齿精度和齿轮支撑刚度,进而改善轮齿载荷分布;对齿轮齿根进行强化处理;对齿轮齿芯进行热处理,提高其韧性。
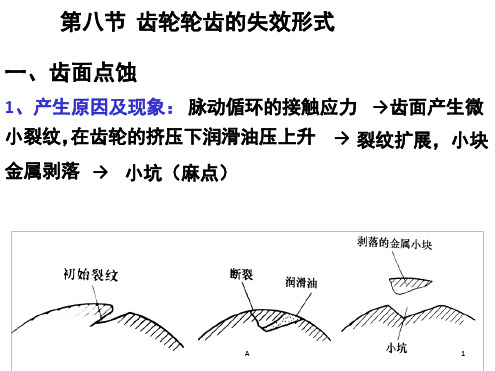
2齿面点蚀齿面点蚀是由于齿面受到脉动循环接触应力作用,当接触应力超过材料的接触疲劳极限时,就会产生细微裂纹,这时润滑油进入裂缝,形成高压封闭油腔,润滑油的楔挤作用使裂纹扩展,直至齿面材料点状剥落。
齿面点蚀常发生在闭式软齿面齿轮靠近节线的齿根面上。
之所以靠近节线是由于齿轮传动重合度小于2,节线处一般只有一对齿啮合,接触应力较大;同时由于节线处做纯滚动,靠近节线附近滑动速度小,油膜不易形成,摩擦力大,易产生裂纹。
浅谈齿轮传动失效形式以及预防措施作者:严福勇,贺秋冬来源:《内蒙古科技与经济》 2015年第13期严福勇,贺秋冬(湖北工程学院机械工程系,湖北孝感432000)摘要:齿轮传动常见的失效形式有轮齿折断和齿面损伤,文章主要针对齿轮传动的失效形式进行了分析,根据分析的结果提出了相应的预防齿轮传动失效的措施。
关键词:齿轮传动;失效形式;预防措施中图分类号:TH132. 41 文献标识码:A 文章编号:1007 6921(2015)13 00SS 02收稿日期:2015-05-23基金项目:湖北工程学院教学研究项目(项目编号:湖工教字[2013]6号)。
作者简介:严福勇(1994-),男,汉族,主要从事机械设计及产品开发工作。
齿轮传动是一种利用两齿轮的轮齿相互啮合进行传递运动和动力的机械传动,它具有传动效率高、工作可靠、寿命长、传动比准确、结构紧凑等优点,被广泛应用于现代机械设备中。
在齿轮工作过程中,常常由于工作环境和人为操作不当等原因造成了齿轮传动的失效。
如在传动过程中,齿轮受到短时过载或冲击载荷时,易引起轮齿过载折断;润滑不当则易引起齿面点蚀、胶合;齿面间落入砂粒、铁屑等磨料性物质时,则会引起齿面磨粒磨损等等,进而导致整个设备都不能正常运转。
针对上述情况,笔者对齿轮传动的失效形式进行了总结分析,并且根据不同失效形式提出了相应的预防措施,希望能够有效的预防齿轮传动的失效。
1 常见齿轮传动失效分析1.1轮齿折断轮齿折断是开式齿轮传动和闭式硬齿面齿轮传动的主要失效形式,根据折断原因不同,主要分为以下2种形式:疲劳折断。
齿轮在传递动力时,轮齿就好似是一根悬梁臂,在轮齿的齿根处受到的弯曲应力最大并且有应力集中。
齿轮在传递载荷时,轮齿从啮合开始到啮合结束,随着啮合点位置的变化,齿根处的应力从零增加到某一最大值,然后又逐渐减小为零。
轮齿在这种交变载荷的不断作用下,轮齿的拉伸侧将产生疲劳裂纹,随着循环次数的增加,裂纹会不断扩展,最终造成轮齿的折断。
机器设备中常见的齿轮失效分析及预防措施齿轮传动广泛的用于各种机器设备。
在这些使用了齿轮传动的机器的工作过程中因工作环境以及载荷大小变化等原因,相互啮合的轮齿会产生轮齿折断、齿面磨损、齿面点蚀、齿面胶合、塑性变形等失效形式。
这些失效是由不同的因素所引起的,比如传动过程中的过载和交变应力会引起轮齿折断,而润滑的不足则会引起齿面磨损和齿面胶合。
针对这些失效形式前面已有不同的单位和人员花了大量的精力进行了研究和分析。
但是笔者认为都不够完善,在此再做较为全面的分析和总结,以期望为齿轮传动的发展做出自己的一点贡献。
下面就引起这几种不同失效形式的因素做出分析,并在分析的基础上提出预防和改进的措施。
一、齿轮失效的常见形式1、轮齿折断传动过程中,齿轮发生轮齿折断的主要因素有两个:一是因齿根受到交变应力的作用,引起的疲劳折断,一般发生在轮齿的齿根部分。
二是传动过程中载荷过大引起的过载断裂,极易发生在轮齿的节线到齿顶位置之间。
其他常见的折断形式还有因安装精度差中引起的局部折断和因制造过程中因材料缺陷和加工残余应力引起的随机折断。
2、齿面磨损齿面磨损的形式主要有两大类。
一是磨粒磨损,很多采用齿轮传动作为传动形式的设备工作环境比较恶劣。
比如农业机械,矿山机械和土方机械等。
在这些机械中一部分因制造成本的原因仍然采用的是开式齿轮传动,造成沙粒和粉尘等极易进入到相互结合的两个齿面之间引起磨损,导致两轮齿的侧隙增大,产生严重的振动和噪声。
二是跑合磨损,这种磨损对机器设备的正常传动是有好处的,因此在这里不做累述。
.3、齿面点蚀常见的齿轮传动重合度值均在较小范围,重合度的大小直接影响到传动过程中单对轮齿的受力情况。
重合度较小的齿轮传动一般会在节线附近让轮齿承受比较大的载荷。
在反复产生的脉动循环力和大载荷的长期同时作用下,齿轮就会产生疲劳断裂直至齿面发生金属脱落出现麻点。
4、齿面胶合对于一些大功率高转速的机器设备,在齿轮传动过程中,由于轮齿的齿面间的压力大,瞬时温度高等原因,齿面件的润滑油膜极易发生破裂,导致局部金属相互粘接。
齿轮失效常见的几种形式及预防措施
作者:邓德飞郭恺何通
来源:《中国科技博览》2016年第01期
[摘要]齿轮是现代机械传动中的重要组成部分,在各种机械设备中应用极为广泛。
据统计,在各种机械故障中,齿轮失效引起的约占10.3%,下面就齿轮常见失效形式、相应的防止或延缓失效措施作一介绍。
[关键词]齿轮机械形式措施
中图分类号:TU324.9 文献标识码:B 文章编号:1009-914X(2016)01-0049-01
1、齿轮失效形式
齿轮的类型很多,用途各异,在实际生产应用过程中,齿轮的失效形式也是各种各样的。
齿轮失效一般发生在齿面,很少发生在其他部位。
按照齿轮在工作中发生故障的原因,可分析出齿轮常见失效形式有轮齿折断、齿面胶合、齿面疲劳点蚀、齿面磨损、塑性变形等等。
1.1 轮齿折断
轮齿折断是危险性很大的一种最终失效形式,根据形成的不同原因可分为过载折断、疲劳折断和随机折断。
1.1.1 过载折断
齿面受到过大冲击载荷时,致使轮齿应力超过其极限应力,发生过载断裂。
一般为短期过载。
轮齿发生过载折断时,其断面有呈放射状或人字级花样的放射区,放射方向与裂纹扩展方向大致平行,放射中心即为断裂源,断口现壳纹疲劳线。
铸铁齿轮易发生过载断裂。
1.1.2 疲劳断裂
在循环载荷作用下,齿根处弯曲应力最大且应力集中,当超过疲劳极限时,齿根圆角处易产生疲劳裂纹。
随着工作时间和循环次数的增加,多次重复作用,裂纹逐渐扩展加深,最终导致轮齿疲劳断裂。
导致轮齿发生疲劳折断的因素很多,如:齿轮材料不当、加工精度低、齿根过渡圆角小、设计时对实际载荷估计不足等等。
1.1.3 随机折断
当齿轮材料缺陷、剥落在断裂处形成过高的局部应力集中时,会导致随机折断。
其断口形式与一般疲劳折断相似。
这种失效实际上是次生的失效。
1.2 齿面胶合
在高速重载传动中,因啮合区温度升高而导致润滑油膜被破坏,使两齿面金属直接接触并相互粘接,随着齿面的相对滑动,较软的齿面金属沿滑动方向被撕下而形成沟纹,这种现象就是胶合。
根据各自不同的特征和原因,胶合具体又分为轻微胶合、中等胶合、破坏性胶合及局部胶合四种类型。
齿面胶合会引起强烈的磨损和发热、造成传动不平稳、导致齿轮报废。
1.3 齿面点蚀
轮齿在工作时,其啮合表面上任一点所产生的接触应力是按脉动循环变化的。
齿面接触应力超过材料的接触极限应力时,齿面表层会产生细微的疲劳裂纹,裂纹的扩展使表层金属微粒剥落下来而形成一些小坑,俗称点蚀麻坑。
点蚀会使齿面减少承载面积,引起冲击和噪音,严重时轮齿会折断。
当点蚀面积如超过齿高、齿宽的60%时,应更换新零件。
1.4 齿面磨损
齿面磨损有2种:(1)由于硬的屑粒(如铁屑、砂粒等)进入齿面间所引起的磨粒磨损;(2)由于轮齿表面相互摩擦所引起的研磨磨损。
过度磨损后,工作表面材料大量磨掉,齿廓形状破坏,常导致严重噪声和振动,最终导致传动失效。
因此,重要轮齿的齿面磨损不应该超过原齿厚的10%,一般轮齿齿面磨损视设备用途不超过原齿厚的20%—30%,超过标准应更换。
1.5 塑性变形
齿面塑性变形主要出现在低速重载、频繁启动和过载的场合。
当齿面的工作应力超过材料的屈服极限时,齿面产生塑性流动,从而引起主动轮齿面节线处产生凹槽,从动轮出现凸脊。
此失效多发生在非硬面轮齿上,齿轮的齿形严重变形,特别是左右不对称时应更换新件。
上面阐述的几种主要轮齿失效形式,在一般情况下,不仅可以修复,且在不能改变齿轮材料、加工工艺的条件下通过提前预防来延迟齿轮失效不利情况的发生,提高齿轮使用寿命。
2、预防齿轮失效措施
2.1 提高齿轮安装精度
2.2 合理选材
齿轮材料的选择,要根据强度、韧性和工艺性能要求,综合考虑。
结合我国实际,宜选用低碳合金渗碳钢。
对于承受重载和冲击载荷的齿轮,采用以Ni-Cr和Ni-Cr-Mo合金渗碳钢为主的钢材;对于负载比较稳定或功率较小,模数较小的齿轮,亦可选用无Ni的Ni-Mn钢。
用这种钢材制造的齿轮与普通电炉钢制造的齿轮相比,其接触和弯曲疲劳寿命可提高3-5倍,齿轮极限载荷可提高15%-20%。
2.3 热处理
通过热处理工艺,可以改善齿轮材质,适当提高硬度,消除或减轻齿面的局部过载,提高齿面的抗剥落能力。
例,对煤矿机械中的齿轮,深层渗碳淬火,可减小齿轮硬化,提高芯部硬度,较小的过渡区残余拉应力和充足的硬化层深度。
2.4 根据实际情况选择齿轮油
据资料显示,机械故障的34.4%源于润滑不足,19.6%源于润滑不当,换句话说,以54%的机械故障是由于润滑问题所致。
因此,选择好的齿轮油对提高齿轮使用寿命有重要的意义。
2.5 修复
为了确保齿轮的强度和硬度,决定采用氩弧焊合金焊丝堆焊修复,后用磨光机整形处理方案,这样焊后的齿轮轮齿少不经热处理达到较高的硬度和强度。
通过对齿轮失效形式的分析,可提高准确判别设备故障的能力,及时解除故障,提高经济效益。
作者简介
邓德飞,出生于1994年4月5日,现就读于郑州大学机械工程学院。