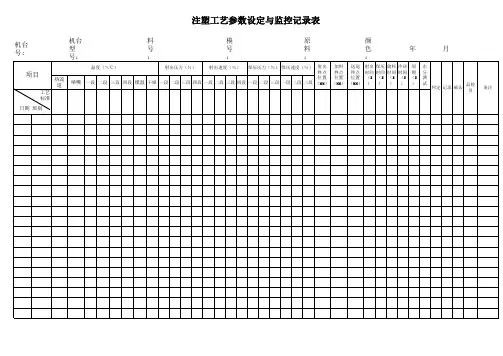
注塑工艺参数设定与监控记录表
- 格式:xlsx
- 大小:15.65 KB
- 文档页数:2
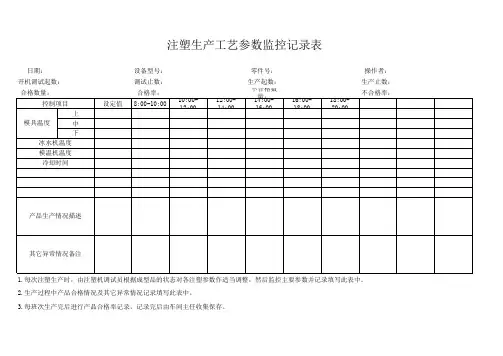
在塑料原料、注塑机和模具确定之后,注塑工艺参数的选择和控制是保证制件质量的关键。
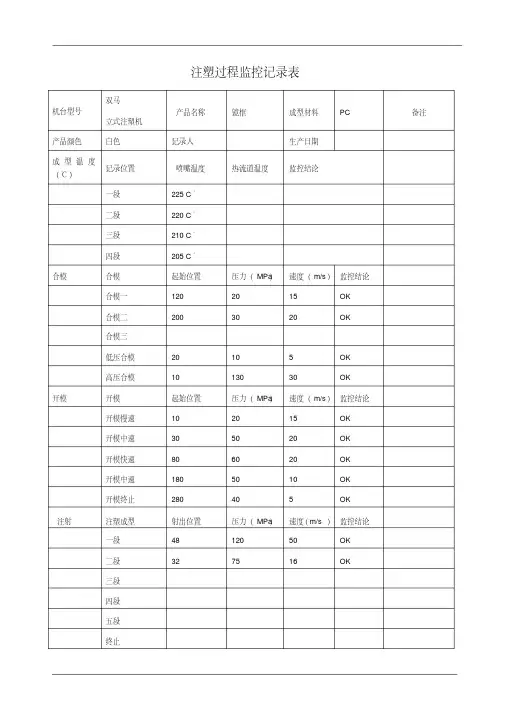
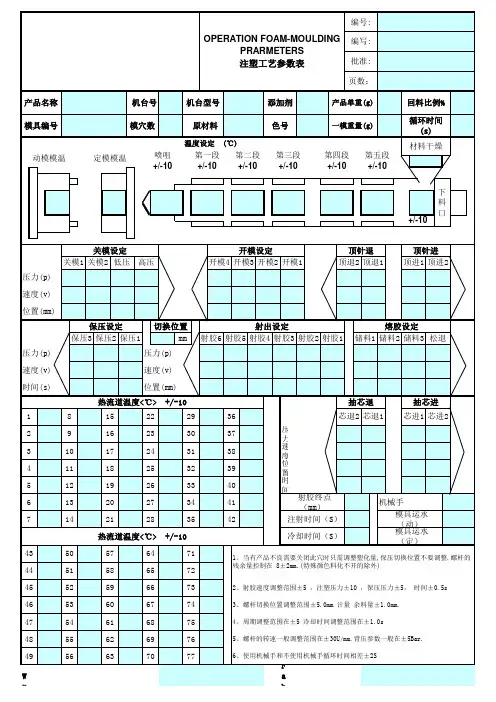
需要对注塑计量装置、锁模力、注射压力、注塑周期(注塑时间、保压时间、冷却时间、开合模时间)、料桶温度、模具温度等参数进行设置。
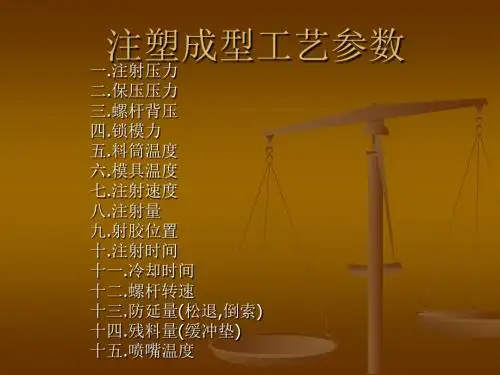
下面对注塑温度、注塑压力、注塑时间和成型周期参数进行介绍。
1.注塑温度注塑温度包括料桶温度、喷嘴温度和模具温度等。
前两个温度主要是影响塑料的塑化和流动,而后一个温度主要是影响塑料的注塑和冷却。
料桶温度料桶温度的选择应保证塑料塑化良好,料桶温度的设定应该考虑塑料原料的特点、注塑机的类型、制品壁厚及形状等客观条件。
喷嘴温度喷嘴温度一般略低于料桶的最高温度,要考虑到熔料温度可以从注塑瞬间发生的摩擦过程中得到提高。
喷嘴温度如果被调得太低,可能会造成冷料堵塞喷嘴孔道,或在成型下一个制品时将冷料带入使制品带有“冷料斑”。
最佳的喷嘴温度和料桶温度,要与其他工艺条件综合来分析,考虑其影响因素,才能确定。
模具温度模具温度对制品的内在性能和表观质量影响很大,是最为关键的参数之一。
模具温度主要由塑料有无结晶性、制品的尺寸与结构、性能要求以及其他工艺条件(熔料温度、注塑速度及注塑压力、模塑周期等)来综合决定。
2.注塑压力注塑模塑过程中的压力包括塑化压力(常称背压)、注塑压力和保压压力,它们直接影响塑料的塑化和制品的质量。
塑化压力(背压)塑化压力是指采用螺杆式注塑机时,螺杆顶部熔料在螺杆转动后退时所受到的压力,这种压力的大小可以通过液压系统中的溢流阀来进行调整。
注塑压力所有注塑机的注塑压力都是以柱塞或螺杆顶部对塑料所施的压力为准的。
注塑压力在注塑成型中所起的主要作用是克服塑料从料桶流向型腔的流动阻力、给予熔料充模的速率以及对熔料进行压实,有利于填充型腔。
注塑压力的选择应该考虑制品的结构和模具的结构、塑料品种、注塑机类型等因素。
保压压力从模腔填满塑料后,继续施加于模腔塑料上的注塑压力,直到浇口完全冷却密封的一段时间内,都要维持一个相当高的压力,这就是保压压力。
聚丙烯(PP)料筒温度喂料区 30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(220℃)区3 220~300℃(240℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴 220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1 熔料温度 220~280℃料筒恒温 220℃模具温度 20~70℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa (1800bar) 保压压力避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%~60%背压 5~20MPa(50~200bar)注射速度对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以计量行程 0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量 2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩
率 1.2~2.5%;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内
浇套;浇口位置在制品最厚点,否则易发生大的缩水机器停工时
段无需用其它材料进行专门的清洗工作;PP耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀 .。
注塑工艺技术参数的设定方法一、设定参数的准备1.确认原材料的干燥作业2.确认模具温度、炮筒温度是否正确适当3.开合模及顶针的设定参数、动作4.射出压力:先期以60-70%来进行设定5.保压:先期以40%来进行设定6.射出速度:最高速度50%设定7.螺杆转速:80RPM设定,原料温度高则转速低8.背压:约7kg/cm(油表压力)设定,查看料流状态9.射出时间:按短射板进行设定,不可过长10.冷却时间:先期较长,逐渐减短11.保压切换位置:产品的95%的状态12.计量长度及后抽设定:视原料及成型状态设定二、手动运转参数修正1.作业要领确认各温度设定已经达到正常确认炮筒内可塑化程度锁模高、低压位置观看一批产品的成型,注意冷却时间是否能让产品完全固化开模取出产品,取出是否顺利,有拖伤,拉破,变形等2.参数修正要领:实际位置的考虑温度-压力-射出位置-计量-余料量三、半自动运转参数修正计量行程的修正要领:将射出压力调整到99%,把计量行程缩小直到发生缺胶再延长至发生毛边。
四、充填速度的修正要领:在保压切换前约10mm左右将充填速度设定为做为下一段速度,然后将前一段速度上下调整,找出发生缺胶及毛边速度,找到其中一个点做为最适当的射速。
五、射出压力的修正要领:将射出压力由99%逐渐降低,记录充填时间;以产品状态最接近99%压力时的较低压力为最终压力。
六、保压的修正要领:上下调整保压,找出发生毛边和缩水压力,以其中间值为最适当。
七、射出时间(保压时间)的修正要领:射出时间刚好满足产品95%的状态时,切换保压点切换后保压时间递升,直到产品重量变化逐渐稳定为止。
八、冷却时间的修正要领:降低冷却时间,直到下列条件满足为止1.成品被顶出、夹出、修整、包装不会白化或变形2.模温能平衡而稳定九、溶胶参数的修正要领:依下列原则修正1.背压设为:5-15kg/m³,不发生银线,加热筒不发生过热。
2.调整螺杆转速,使计量时间稍短于冷却时间3.松退行程以流延、流产不产生尾巴,不粘模及成品不发生气痕为原则。